


Paramètres et profils ABS Cura idéaux (pour toutes les imprimantes)
L'ABS ou Acrylonitrile Butadiène Styrène est un polymère largement utilisé en raison de ses propriétés physiques et de ses coûts réduits. C'est également l'un des filaments les plus délicats de la gamme grand public à imprimer car il est sujet au gauchissement et au délaminage. Il était largement utilisé par les premières imprimantes de bricolage, mais il est maintenant remplacé par de meilleures alternatives.
Les imprimantes fermées auront de meilleures chances de succès, mais avec les bons paramètres, vous devriez pouvoir imprimer certaines pièces avec ABS sur la plupart des imprimantes. La température d'extrusion doit être comprise entre 230°C et 250°C, et la température du lit à 100°C. De meilleurs résultats sont obtenus avec les ventilateurs complètement éteints, et l'utilisation d'un bord est recommandée. Une meilleure adhérence du lit est obtenue avec des feuilles de PEI ou des lits de verre revêtus.
Pour de meilleurs résultats, il est recommandé d'utiliser un autre polymère légèrement différent appelé ASA ou Acrylonitrile styrène acrylate.
Les problèmes avec l'ABS

Quiconque a imprimé avec de l'ABS aura rencontré au moins un des problèmes connus avec l'ABS, comme le gauchissement et le délaminage des couches. L'ABS se dilate assez sensiblement lorsqu'il fond, puis lorsqu'il se solidifie, il se contracte à nouveau. Ce phénomène provoque des tensions dans l'objet imprimé qui ont tendance à le courber vers le haut ou à se fissurer le long des lignes de calque.
Le gauchissement et le délaminage peuvent être résolus avec une enceinte et une bonne adhérence au lit.
Il y a aussi le sujet des fumées, des odeurs et des particules émises lors de l'impression. L'ABS ne doit être imprimé que sur des zones ventilées ou avec des systèmes de filtrage de protection. Des nausées et des maux de tête ont été signalés en cas de surexposition aux émissions d'ABS.
Bien qu'il soit un peu plus cher, l'ASA a moins tendance à se déformer ou à se délaminer et il ne dégage pas autant de fumées et de particules tout en conservant les avantages de l'ABS. Ces avantages incitent toute la communauté de l'impression 3D à se tourner vers l'ASA.
Pourquoi imprimer avec ABS ?

Les principaux avantages de l'ABS sont sa large plage de température d'utilisation continue (-20°C à 80°C) et sa grande résistance aux chocs. À l'inverse, le PLA, par exemple, se ramollit à seulement 50 ° C, il ne supportera donc pas très bien les conditions extérieures. Le PLA a également tendance à se briser comme du verre lors de l'impact, il ne conviendra donc pas aux applications où la ténacité est une exigence.
Il existe également la possibilité d'un lissage à la vapeur d'acétone qui peut rendre les pièces ABS (ou ASA) lisses comme si elles étaient moulées par injection.
Les polymères sont sensibles aux rayons UV au point qu'ils peuvent commencer à s'effriter lors d'une exposition prolongée au soleil. L'ASA apporte la résistance aux UV ainsi que les autres avantages de l'ABS.
Ajustement des paramètres de Cura pour l'impression avec ABS
Activer le profil ABS par défaut de Cura (utilisez-le comme point de départ)
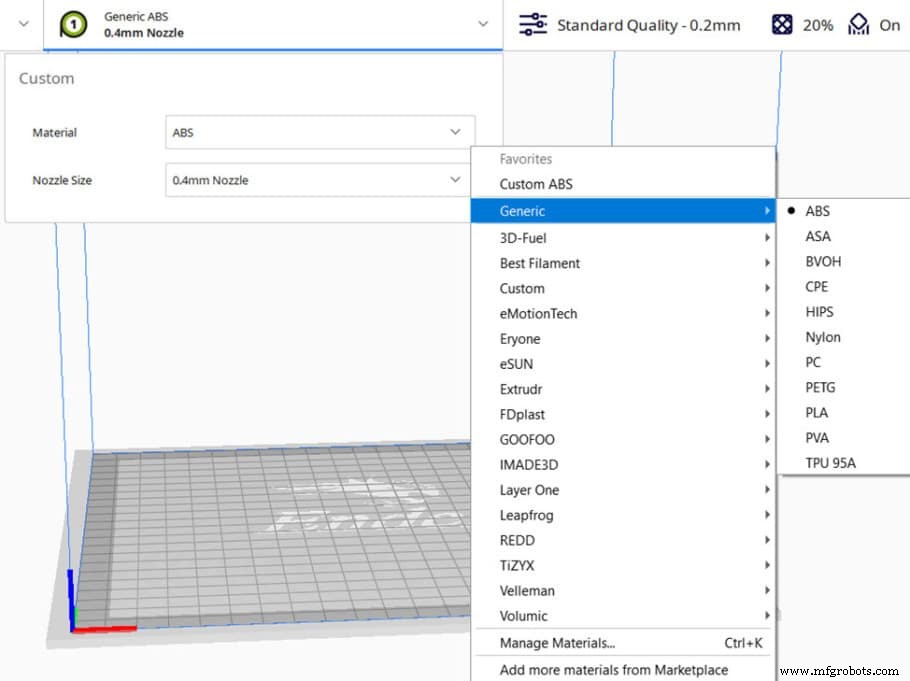
Cura a beaucoup de profils intégrés pour les marques connues, c'est donc une idée intelligente de les utiliser comme point de départ et de faire de petits ajustements à partir de là. Si la marque n'est pas répertoriée, vous pouvez commencer avec un profil ABS générique.
Hauteur du calque
La hauteur de la couche affecte considérablement le temps d'impression, les détails et la force. Le temps d'impression diminue avec des hauteurs de couche plus grandes, mais les détails et la force diminuent également. Pour le cas de l'ABS, mieux vaut choisir des couches plus fines pour éviter le délaminage.
Une étude montre qu'un rapport hauteur de couche/taille de buse inférieur augmente la résistance car il laisse moins d'espaces entre les couches. Ainsi, la recommandation serait d'obtenir une buse plus grande si vous avez besoin de couches plus grandes. Vous pouvez également émuler une buse plus grande en modifiant la largeur d'extrusion, mais il est probablement préférable de ne pas dépasser 125 à 150 % de la taille réelle de votre buse. (par exemple, 0,6 mm pour une buse de 0,4 mm.)
Pour une buse de 0,4 mm (ou une largeur d'extrusion), une couche de 0,2 mm serait la plus grande recommandée en ABS. Vous pouvez consulter le document ici
Plus d'informations sur ce sujet dans cet article qui est le nôtre.
Réglage fin
Imprimez en modifiant légèrement la hauteur de couche uniquement et vérifiez les résultats jusqu'à ce que vous trouviez la hauteur de couche parfaite pour votre projet spécifique.
Hauteur idéale de la couche ABS :
- Pour plus de détails : 25 % de la taille de la buse ou de la largeur d'extrusion (0,1 mm pour une buse de 0,4 mm)
- Hauteur de couche optimale : 25 % à 40 % de la taille de la buse ou de la largeur d'extrusion (0,15 mm pour une buse de 0,4 mm)
- Impressions rapides/prototypage : 50 % à 65 % de la taille de la buse ou de la largeur d'extrusion (0,2 mm pour une buse de 0,4 mm)
Température d'impression
Température d'impression ABS idéale : 235 – 250 ºC
La température d'impression est particulièrement importante dans l'ABS car elle modifie l'adhérence de la couche et les détails de manière opposée. Plus la température d'impression est élevée, plus l'adhérence de la couche est élevée mais plus le détail est faible. Une fois la température de fusion atteinte, les polymères ont tendance à devenir moins visqueux lorsqu'ils l'augmentent davantage, de sorte que les détails ne seront pas aussi nets.
L'ABS (et l'ASA) impriment à des températures élevées. Ainsi, même si vous pouvez vous en passer, un hotend tout en métal vous permettra d'obtenir de meilleurs résultats.
Réglage fin
Le réglage de la température peut être effectué en imprimant une tour d'étalonnage de température et en modifiant la température d'extrusion après une distance fixe. Une fois l'impression terminée, vous pourrez voir clairement la plage dans laquelle votre filament a la meilleure adhérence de couche et les meilleurs détails.
Voici une bonne vidéo sur ce sujet :
Température du lit
Température idéale du lit ABS : 100 ºC+.
La température du lit est essentielle lors de l'impression avec ABS. Sans lit chauffant, il est pratiquement impossible d'imprimer. Faire en sorte que l'ABS adhère fermement au lit vous assurera d'obtenir une impression réussie.
Une étude montre qu'une température de lit légèrement supérieure à la température de transition vitreuse du filament améliore considérablement l'adhérence. Découvrez-le ici
Contrairement aux substances comme l'eau, les polymères ont une température caractéristique supplémentaire qui est la température de transition vitreuse. Lorsque le polymère est chauffé au-dessus de ce seuil, ses propriétés physiques passent de fragiles et dures à ductiles et résistantes.
La température du verre ABS est d'environ 110 ºC, donc si votre machine peut atteindre une telle température, il est fortement conseillé de la régler à 110 ºC ou plus. Un pied d'éléphant plus prononcé est à prévoir mais cela peut être compensé sur la trancheuse ou le modèle lui-même en ajoutant un chanfrein sur le fond.
Réglage fin
La température du lit n'a pas besoin d'être réglée très précisément. Essayez simplement de dépasser 100 °C et augmentez-la jusqu'à ce que votre impression soit réussie.
Refroidissement de l'impression
Avec l'ABS, vous ne devez pas utiliser de refroidissement pour éviter la séparation et la déformation des couches. Les ventilateurs de refroidissement de pièces peuvent être utilisés à certaines occasions jusqu'à 30 % lorsque les détails sont une préoccupation majeure et que la température ambiante est élevée. La meilleure première hypothèse est de désactiver complètement le refroidissement des pièces, à l'exception du pontage. Sachez que même si les capacités de pontage sont améliorées, les risques de délaminage augmentent considérablement.
Réglage fin
Une tour peut être imprimée de la même manière que la tour d'étalonnage de température mais en ne changeant que le refroidissement de la pièce.
Paramètres de refroidissement ABS idéaux :
- Vitesse du ventilateur de la couche initiale : désactivé
- Vitesse du ventilateur : désactivé
- Type d'adhérence au lit : Feuilles de PEI ou verre enduit
- Largeur du bord : Au moins 10 mm
Vitesse d'impression
Comme l'ABS ne se marie pas bien avec le refroidissement des pièces, la vitesse doit être réduite pour permettre au plastique de se solidifier. Cela dépend de votre imprimante et de la taille de la pièce, mais un bon point de départ serait de 20 à 30 mm/s pour les premières couches et de 30 à 60 mm/s pour les autres.
Les périmètres doivent être maintenus aussi bas que possible et les vitesses de remplissage peuvent être augmentées.
Réglage fin
Imprimez la même partie en changeant uniquement la vitesse d'impression pour voir comment cela affecte votre configuration.
Paramètres de vitesse ABS idéaux :
- Vitesse d'impression : 30 – 50 mm/s
- Vitesse d'impression de la couche initiale : 20 – 30 mm/s
- Vitesse de remplissage : 40 – 60 mm/s
- Vitesse de déplacement : 60+ mm/s selon l'imprimante
Rétraction
L'ABS peut être assez filandreux car les températures impliquées sont élevées et aucun refroidissement n'est utilisé, mais si la rétraction est correctement réglée et que quelques autres options sont activées, vous pourrez obtenir des résultats impressionnants.
Un test de cordage peut aider à régler la rétraction. Pour commencer, utilisez une distance de rétraction de 3 mm si vous avez une extrudeuse à entraînement direct et de 6 mm si vous avez une configuration Bowden. Une vitesse de rétraction de 25 mm/s dans l'une ou l'autre configuration serait une bonne première estimation. Les paramètres de stock de Cura ont tendance à bien fonctionner.
Qu'est-ce que le peignage et quel paramètre utiliser ?
Le peignage désactive la rétraction et modifie les mouvements de déplacement pour passer par-dessus le remplissage afin de déposer tout plastique qui suinte. Il peut être utile de le définir sur "Dans le remplissage"
Réglage fin
Imprimez divers tests de cordage en modifiant légèrement votre vitesse ou votre distance de rétraction à chaque fois pour affiner ces paramètres.
Paramètres de rétraction ABS idéaux :
- Distance de rétraction : 3 mm pour direct ou 6 mm pour bowden
- Vitesse de rétraction : 25 mm/s
- Peignage : ACTIVÉ et réglé sur "Dans le remplissage"
Adhésion au lit
Comme mentionné dans la section sur la température du lit, l'adhérence est considérablement augmentée si la température est réglée au-dessus de la température de transition vitreuse du filament.
Les bords sont une bordure épaisse à une couche qui augmente le contact avec le lit. Leur utilisation peut être très utile sur les modèles qui n'ont pas une bonne base pour coller au lit. Les jupes sont la même chose mais n'entrent pas en contact avec le modèle, cela n'agit que comme amorçage de la buse, donc cela ne fera pas grand-chose pour l'adhérence des couches.
Un Raft agit de la même manière que les bords mais est composé d'au moins deux ou trois couches qui vont sous l'ensemble du modèle. Cela peut également aider à compenser les irrégularités du lit.
Le bâton de colle, la laque pour cheveux et le ruban de peintre sont des alliés pour lutter contre l'adhérence au lit. Si rien ne fonctionne, essayez d'utiliser un bâton de colle, un adhésif de lit spécialement formulé, ou appliquez soigneusement du ruban adhésif pour peintres et essayez-le.
Paramètres idéaux d'adhérence du lit ABS :
- Température du lit : 100 °C
- Type d'adhérence au lit : Feuilles de PEI ou verre enduit
- Largeur du bord : Au moins 10 mm
- Produits favorisant l'adhérence : Bâton de colle, laque pour cheveux, ruban adhésif pour peintres.
Avez-vous besoin d'un boîtier pour l'impression ABS ?
Bien que vous puissiez vous en sortir sans boîtier sur les petits modèles, le fait d'avoir un boîtier vous aidera certainement lors de l'impression avec ABS. Si votre imprimante a une chambre chauffée, c'est encore mieux.
Résumé :paramètres Cura idéaux/profil pour l'impression ABS
- Hauteur du calque : 25 % à 40 % de la taille de la buse ou de la largeur d'extrusion (0,15 mm pour une buse de 0,4 mm)
- Température d'impression : 235 – 250 ºC
- Température du lit : 100 °C
- Type d'adhérence au lit : Feuilles de PEI ou verre enduit
- Distance de rétraction : 3 mm pour direct ou 6 mm pour bowden
- Vitesse de rétraction : 25 mm/s
- Vitesse d'impression : 30 – 50 mm/s
- Vitesse de déplacement : 60+ mm/s selon l'imprimante
- Couches initiales de la vitesse du ventilateur : désactivé
- Vitesse du ventilateur restant de l'impression : désactivé (sauf pour le pontage)
impression en 3D
- Impression 3D avec du plastique ABS :tout ce que vous devez savoir
- Critères pour les colorants utilisés dans les imprimantes à jet d'encre
- Formlabs lance une fonction d'emballage 3D mise à jour pour tous les clients Fuse 1
- Nouveaux matériaux pour les imprimantes FDM Stratasys
- Pourquoi la validation Pantone est importante pour les imprimantes 3D Stratasys
- Comment calculer le retour sur investissement des imprimantes 3D métal
- Utilisation d'imprimantes 3D Markforged pour BattleBots
- ABS en fibre de carbone pour une plus large gamme d'imprimantes 3D FDM
- Applications idéales pour les actionneurs pneumatiques