


Paramètres ABS Ender 3 (Pro &V2); Prévenir le gauchissement, et plus encore.
L'ABS est l'un des matériaux les plus difficiles à apprendre à imprimer correctement sur une Ender 3, Pro ou V2, et cela est principalement dû au fait qu'il ne s'agit pas d'une imprimante fermée.
Cependant, vous pouvez toujours imprimer de l'ABS sur un Ender 3 en ajustant certains paramètres et en utilisant quelques astuces pour améliorer l'adhérence du lit.
Voici la version courte :Pour imprimer de l'ABS sur une Ender 3, vous devez régler la température d'impression entre 230 °C et 240 °C, la température du lit à 100 °C, éteindre le ventilateur de refroidissement de la pièce et appliquer de la colle coller à la surface de construction afin d'améliorer l'adhérence et d'éviter le gauchissement.
Bien sûr, ce n'est pas tout et je vous recommande de continuer à lire pour savoir comment se sont déroulés mes tests, comment améliorer l'adhérence au lit, comment prévenir quelques problèmes, et plus encore.
Si vous ne voulez pas avoir à passer par tous les essais et erreurs que nous avons effectués afin de trouver les paramètres idéaux pour créer des impressions de haute qualité sur votre Ender 3, alors consultez certainement nos propres profils Cura spécialement conçus pour la série d'imprimantes Ender 3 (vous pouvez toutes les obtenir pour seulement 7 $).
Recommandé :Utiliser un boîtier

Avant d'entrer dans les paramètres, je dois mentionner que vous devez absolument utiliser un boîtier pour imprimer de l'ABS sur une Ender 3, car cela maintiendra la température à l'intérieur de l'imprimante constante et empêchera la déformation et la séparation des couches.
Il convient de noter, cependant, que vous n'avez pas nécessairement besoin d'acheter un boîtier puisque vous pouvez absolument en fabriquer un vous-même, ou vous pouvez même mettre une grande boîte en carton sur l'imprimante et cela fonctionnera également très bien.
Bien sûr, cela pourrait être un risque d'incendie potentiel, c'est pourquoi je ne le recommande pas, mais cela fonctionne. Ma recommandation serait d'obtenir un boîtier Creality ininflammable abordable pour être du bon côté.
Maintenant, si vous connaissez déjà vos paramètres d'impression et que vous souhaitez passer directement aux conseils sur la façon d'améliorer l'adhérence du lit pour éviter le gauchissement, cliquez ici.
Température d'impression
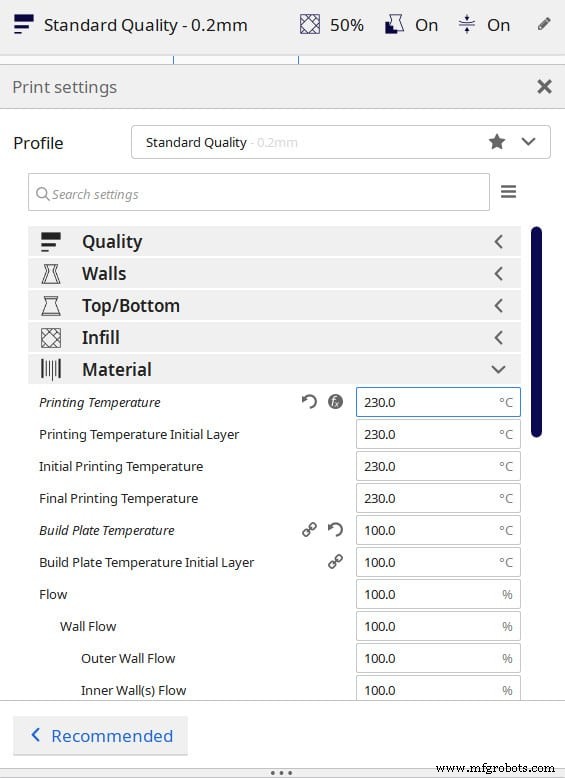
Sur l'Ender 3 (Pro et V2), 230°C à 240°C semble être le point idéal non seulement en termes de détails, mais aussi de qualité de pontage et de surplomb, ainsi que pour éviter les artefacts indésirables. Une température inférieure à 230 °C entraîne une mauvaise adhérence de la couche, tandis qu'une température supérieure à 240 °C peut entraîner une mauvaise qualité de pontage.
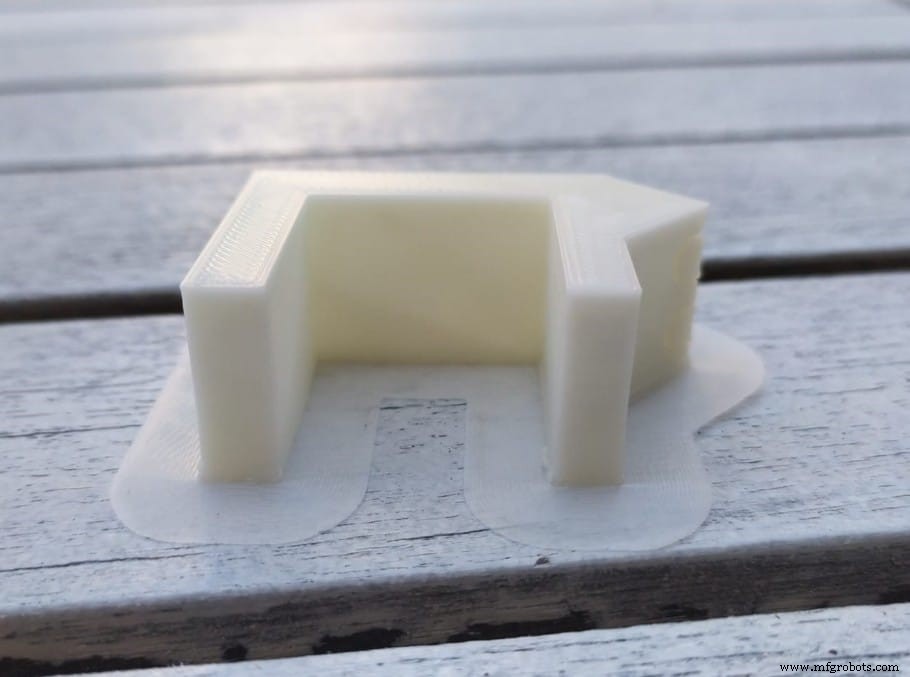
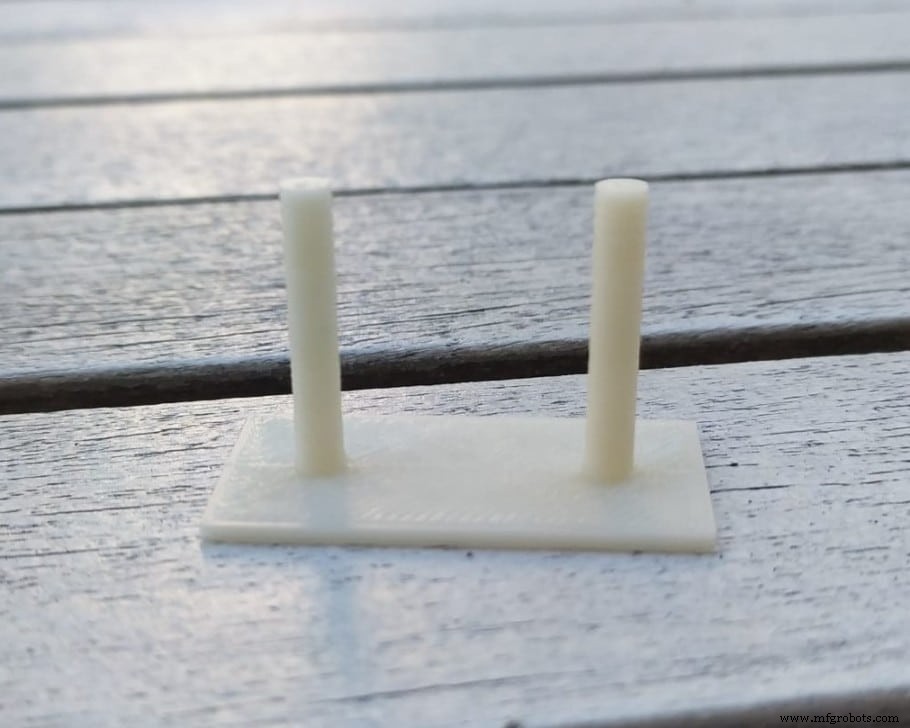
J'ai imprimé plusieurs tours de température, certaines plus grandes et d'autres plus petites car je voulais tester l'adhérence du lit en même temps, et j'ai également imprimé un guide-câble simple que j'ai conçu et qui se fixe à mon bureau.
Comme je viens de le mentionner, la meilleure température semble se situer entre 230°C et 240°C pour l'Ender 3, surtout s'il y a des ponts et des surplombs. En ce qui concerne les guides-câbles, je n'ai remarqué aucune différence de qualité entre les différentes températures puisqu'il s'agissait de conceptions simples.
Cependant, et cela revient au point d'exiger une enceinte puisque je n'en ai pas utilisé pour ces tests car je suppose que la plupart d'entre vous n'en ont pas, les guides-câbles se sont toujours fissurés au même endroit (les 230°C avait une fissure plus large que celle de 240 °C), ce qui montre à quel point une enceinte est importante pour maintenir une température élevée et constante autour de l'objet.
Remarque :Si vous souhaitez en savoir plus sur l'importance des boîtiers et pourquoi vous pourriez en avoir besoin, consultez cet article.
Maintenant, il convient de noter que l'ABS peut être imprimé à des températures beaucoup plus élevées, mais la raison pour laquelle je me suis arrêté à 240 ° C est à cause du tube PTFE qui n'est pas capable de supporter des températures supérieures à 245 ° C et sera endommagé et en libérera très Fumées toxiques. Donc, ne dépassez pas 245 °C à moins de changer le tube PTFE ou d'apporter d'autres modifications à l'imprimante.
- Température d'impression ABS Ender 3 idéale : 230 °C à 240 °C.
Température idéale du lit
S'il y a une chose que vous devez faire correctement avec l'ABS, c'est l'adhérence du lit, et régler le lit à la bonne température est absolument crucial (également en utilisant un bord, mais plus à ce sujet dans une seconde).
Une étude a été menée sur la façon dont la température du lit affectait l'adhérence, et la conclusion est ; "Cette étude montre une augmentation significative des forces d'adhérence lors de l'impression de pièces à une température de lit légèrement supérieure à la température de transition vitreuse du matériau d'impression".
Essentiellement, si vous rencontrez des problèmes d'adhérence du lit, augmentez légèrement la température du lit au-dessus de la température de transition vitreuse du filament (60 °C pour le PLA, 100 °C pour l'ABS et 80 °C pour le PETG).
Pour l'Ender 3 (Pro et V2), la température idéale du lit lors de l'impression ABS est de 100°C à 110°C (pour une adhérence accrue). Dans certains cas, l'utilisation d'un bâton de colle peut être nécessaire pour empêcher l'impression de se détacher de la plaque de construction.
Maintenant, sans boîtier, vous devrez toujours faire face à la déformation car l'ABS se contracte un peu trop, et dans certains cas, l'impression peut se détacher complètement de la plaque de construction même si vous réglez la température du lit à 110°C (encore une fois, plus sur la façon d'empêcher la déformation plus tard dans le message).
- Température idéale du lit ABS Ender 3 : 100 °C à 110 °C.
Refroidissement des pièces
Étant donné que l'ABS se contracte plus que les autres plastiques lors du refroidissement, l'impression a plus de chances de se déformer, car les couches supérieures qui ne sont pas chauffées par le lit se refroidissent et exercent une force de traction sur les couches inférieures, ce qui peut provoquer l'impression déformer ou couches à séparer (moins courant).
C'est pourquoi vous voudrez peut-être maintenir le refroidissement au minimum ou le désactiver, pas seulement pour les premières couches, mais toujours.
Lors de mes tests, j'ai constaté que le fait de garder le ventilateur éteint pendant les deux premières couches, puis de le faire fonctionner à une vitesse de 30 % donnait d'excellents résultats.
Cependant, le pontage peut être un problème avec l'ABS car il nécessite que le plastique soit refroidi le plus rapidement possible pour fonctionner, ce qui signifie que plus la vitesse du ventilateur est élevée, mieux les ponts sortent.
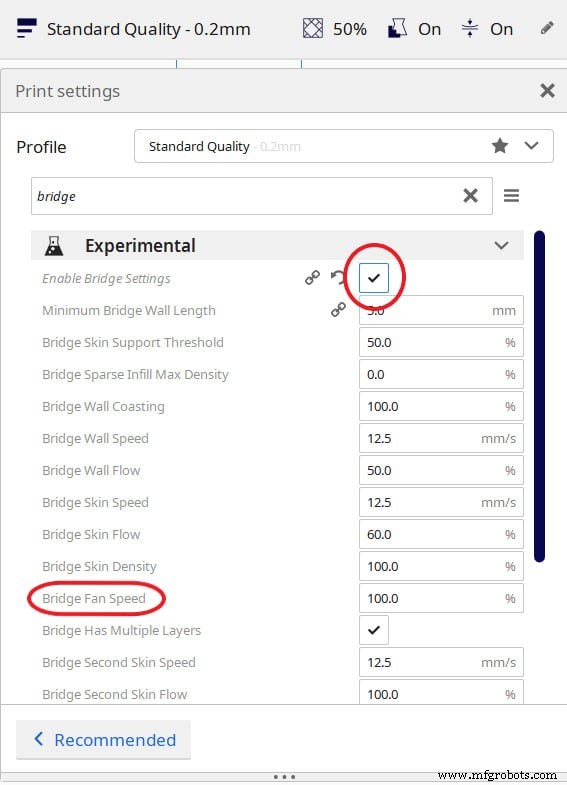
Heureusement, il existe un paramètre expérimental dans Cura appelé "Activer le refroidissement d'impression" où vous pouvez régler la "Vitesse du ventilateur de pont", qui vous permet de régler le ventilateur de refroidissement d'impression à 100 % uniquement lors de l'impression de ponts (pour trouver le type de paramètre "pont" dans la barre de recherche des paramètres, cochez la case "Activer le refroidissement de l'impression" et faites défiler jusqu'à "Vitesse du ventilateur du pont" pour l'ajuster).
Paramètres de refroidissement ABS Ender 3 idéaux :
- Ventilateur complètement éteint pour les premières couches.
- Éventail à 30 % ou réduction pour le reste de l'impression.
- Ventilateur à 100 % pour les ponts.
Paramètres de rétraction
J'ai effectué un test de rétraction/cordage et j'ai obtenu des résultats absolument parfaits avec les mêmes paramètres que j'utilise pour PLA, qui sont également les paramètres par défaut de Cura, qui sont les suivants :
- Mode de peignage :activé et défini sur "Dans le remplissage" (la valeur par défaut est "pas dans la peau", les deux fonctionnent).
- Distance de rétraction :6,5 mm
- Vitesse de rétraction :25 mm/s
- Nombre maximal de rétraction :100
- Fenêtre de distance d'extrusion minimale :10 mm
Avec ces paramètres, mon texte de chaîne est sorti extrêmement propre, sans aucune chaîne visible nulle part.
Paramètres de vitesse
Tout comme avec le PLA, l'impression à des vitesses comprises entre 40 mm/s et 60 mm/s est idéale pour l'ABS sur l'Ender 3 et se traduira par de superbes impressions sans beaucoup d'artefacts, d'images fantômes et de sonneries. Le meilleur compromis entre vitesse et qualité est de 50 mm/s.
Maintenant, alors que vous pouvez obtenir d'excellents résultats à 50 mm/s et 60 mm/s, il peut y avoir des moments où vous voudrez peut-être l'aimer à 35 ou 40 mm/s selon la complexité du modèle et le niveau de détail, puisque vous ' Je veux éviter autant que possible les sonneries et les images fantômes.
- Paramètres de vitesse ABS Ender 3 idéaux : Entre 40mm/s et 60mm/s.
Si vous ne voulez pas avoir à passer par tous les essais et erreurs que nous avons effectués afin de trouver les paramètres idéaux pour créer des impressions de haute qualité sur votre Ender 3, alors consultez certainement nos propres profils Cura spécialement conçus pour la série d'imprimantes Ender 3 (vous pouvez toutes les obtenir pour seulement 7 $).
Résoudre les problèmes d'ABS sur l'Ender 3
Comme je l'ai mentionné précédemment, l'ABS se contracte beaucoup plus que les autres thermoplastiques lors du refroidissement, ce qui le fait se déformer et parfois même se fissurer le long des lignes de couche.
Cela signifie que le refroidissement de l'impression doit être davantage pris en compte que lors de l'utilisation d'autres filaments plus faciles à imprimer, tels que le PLA ou le PETG, c'est pourquoi je recommande fortement d'investir dans un boîtier car cela empêchera la plupart des ABS ' problèmes, tels que le gauchissement, une mauvaise adhérence au lit (puisque cela est également dû au gauchissement), le délaminage/la fissuration des couches, etc.
Cependant, si vous ne souhaitez pas en obtenir un et que vous allez imprimer avec un Stock Ender 3, voici quelques conseils pour améliorer vos chances de succès :
Gardez l'imprimante à l'abri des courants d'air
Les courants d'air froid refroidiront l'impression plus rapidement que nécessaire et la refroidiront également de manière irrégulière, ce qui signifie que le plastique se contractera davantage d'un côté que de l'autre, provoquant la déformation de l'impression et peut-être aussi des fissures.
Si vous imprimez sans enceinte, placez l'imprimante dans une pièce aussi chaude que possible et fermez toutes les fenêtres/portes pour éviter les courants d'air.
Remarque :L'ABS émet des fumées toxiques et vous ne devez pas vous trouver dans la même pièce que l'imprimante pendant son fonctionnement.
Imprimer à l'aide d'un bord
Étant donné que l'adhérence au lit peut être un problème sérieux avec l'ABS, vous devez utiliser tous les paramètres de trancheuse à votre disposition pour l'améliorer, et l'utilisation d'un bord est probablement la meilleure façon de le gérer.
Un bord est essentiellement une jupe qui entre en contact avec l'impression et qui aide à l'adhérence du lit et au gauchissement en particulier, donc imprimez toujours l'ABS avec un bord.
Utilisez du bâton de colle pour une meilleure adhérence
J'ai réussi à empêcher mon impression de se détacher du lit et même de se déformer en appliquant une petite quantité de bâton de colle sur la surface d'impression.
Le bâton de colle améliorera considérablement l'adhérence et aidera également à retirer l'impression une fois le lit refroidi.
Il convient de noter qu'il sera presque impossible d'essayer de retirer l'impression avec le lit encore chaud en raison de la force de la liaison avec la colle, alors laissez-la d'abord refroidir à température ambiante, puis retirez-la.
L'utilisation de Glue Stick a été de loin ce qui m'a donné les meilleurs résultats lors de l'impression d'ABS en ce qui concerne l'adhérence au lit, et même s'il y avait un léger gauchissement, c'était à peine perceptible.
Utilisez du ruban adhésif pour peintres
Coller du ruban adhésif de peintre sur la surface de construction aide également beaucoup à l'adhérence du lit. Assurez-vous simplement d'appliquer les bandes de ruban aussi proprement que possible et de ne laisser aucun espace entre elles.
En ce qui concerne l'adhérence, l'ABS adhère très bien au ruban adhésif et cause moins de dégâts par rapport au bâton de colle et son retrait est également beaucoup plus facile.
Cependant, le bâton de colle a un peu mieux fonctionné, c'est pourquoi je vous recommande de l'utiliser sur le ruban adhésif.
Fissuration d'impression (séparation des couches)
Bien que le seul véritable moyen de résoudre ce problème consiste à imprimer à l'aide d'une enceinte, plus la liaison entre les couches est forte, plus le risque de délaminage est faible, ce qui signifie que l'utilisation d'une buse plus grande pourrait empêcher l'impression de se fissurer car elle offre un contact beaucoup plus grand. surface entre les couches, augmentant essentiellement la force de liaison entre elles.
Les environnements froids et les courants d'air augmentent encore le risque d'impressions fissurées, alors assurez-vous de garder l'imprimante dans une pièce fermée avec une température ambiante aussi élevée que possible.
Conclusion
Le principal ennemi de l'ABS est principalement un refroidissement rapide et inégal, car il peut déformer l'impression, la détacher du lit et même la fissurer.
L'impression à l'aide d'un boîtier résoudra tous ces problèmes et l'impression avec ABS sera une promenade de santé, mais si vous n'avez pas de boîtier, vous pouvez mettre un bâton de colle ou du ruban de peintre sur la surface de construction pour une meilleure adhérence, et garder le imprimante dans une pièce fermée à l'abri des courants d'air froid.
Augmenter la température du lit juste légèrement au-dessus de la température de transition vitreuse de l'ABS (100 ° C) aidera également à l'adhérence du lit, alors jouez avec la température du lit. J'ai obtenu les meilleurs résultats, sans utiliser de bâton de colle, à 110°C.
La différence entre 100°C et 110°C sans bâton de colle était assez perceptible, mais pas tellement avec. C'est pourquoi je recommande de garder le lit à 100°C et d'y appliquer un peu de colle car c'est de loin la meilleure adhérence que j'ai réussi à obtenir.
Enfin, n'oubliez pas d'abaisser ou d'éteindre complètement le ventilateur de refroidissement pour obtenir de meilleurs résultats, n'oubliez pas d'activer le paramètre qui allume le ventilateur lors de l'impression de ponts, sinon ils ne seront pas beaux.
Consultez notre section de produits recommandés

Nous avons créé une section de produits recommandés qui vous permettra d'éliminer les conjectures et de réduire le temps passé à rechercher quelle imprimante, filament ou mises à niveau obtenir, car nous savons que cela peut être une tâche très ardue et qui entraîne généralement beaucoup de confusion. .
Nous avons sélectionné une poignée d'imprimantes 3D que nous considérons comme bonnes pour les débutants comme pour les intermédiaires, et même les experts, facilitant la décision, et les filaments, ainsi que les mises à niveau répertoriées, ont tous été testés par nos soins et soigneusement sélectionnés. , vous savez donc que celui que vous choisirez fonctionnera comme prévu.
impression en 3D
- Comment remplacer la buse sur un Ender 3 (Pro &V2) !
- L'ABS est-il recyclable et également biodégradable ?
- Ender 3 Z Offset ; Comment l'ajuster !
- Ender 3 affaissement de l'axe X ; Comment résoudre !
- Le PLA résiste-t-il à la chaleur ? ABS, ASA, PETG et plus !
- Test de l'Ender 3 Pro :vaut-il la peine d'être acheté en 2022 ?
- Problèmes de nivellement du lit Ender 3 ; Comment les réparer !
- Ender 3 :comment niveler le lit et le maintenir !
- Mises à niveau Ender 3 (Pro et V2) ; Imprimable et à l'achat !