


Surextrusion (tuilage) dans les coins :comment y remédier facilement !
Les passionnés d'impression 3D novices et expérimentés doivent régulièrement faire face à des problèmes d'impression afin d'obtenir enfin des impressions gratifiantes et belles. La principale différence entre les deux types d'utilisateurs est que les utilisateurs expérimentés peuvent généralement regarder une impression, dépanner rapidement et déterminer ce qui ne va pas et ce qui doit être changé pour le résoudre. Comme nous le découvrirons dans cet article, connaître la cause première d'un problème est l'étape la plus difficile et la plus importante.
Allez droit au but et découvrez comment nous pouvons résoudre le problème de l'extrusion (tuilage) dans les coins !
Afin de fixer la surextrusion ou le bouclage sur les coins, il est recommandé d'abaisser la température d'extrusion, d'allumer le ventilateur de couche à sa capacité maximale et d'augmenter le temps minimum par couche à environ 15 secondes, réduisant ainsi la vitesse de déplacement sur des couches plus petites. L'enroulement sur les coins est souvent confondu avec une surextrusion, mais contrairement à ce problème, le problème ne se produit que sur les coins de l'objet et non sur l'intégralité de la coque extérieure.
En différenciant les deux problèmes, il est possible d'isoler le problème et de déterminer que la cause du gondolage sur les coins n'est pas causée par une surextrusion mais par un refroidissement lent du thermoplastique déposé.
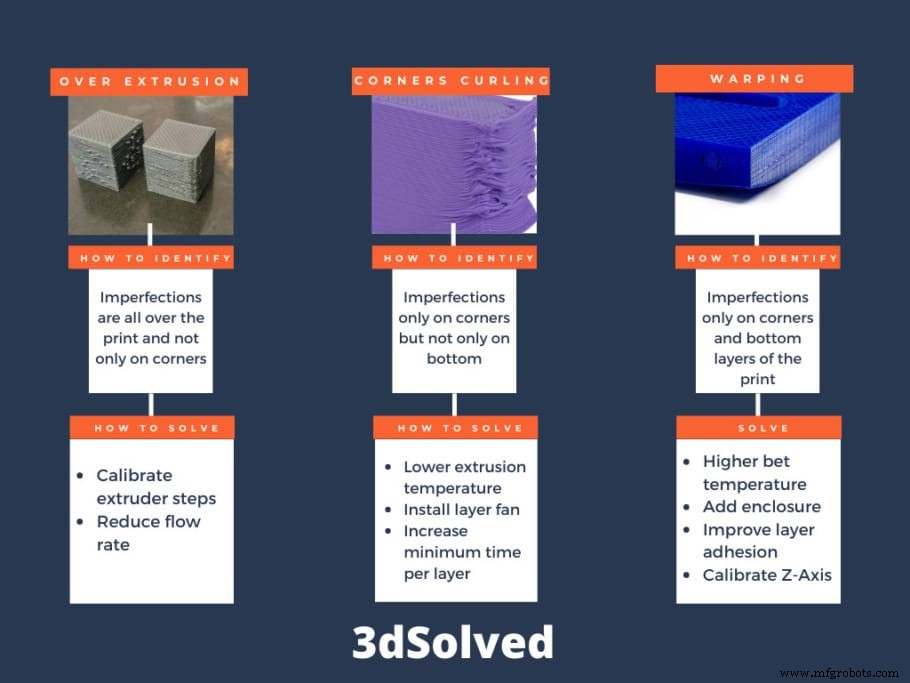
En raison de la nature de ce problème, il est très facile de déterminer à tort la cause du problème. C'est pourquoi je vais essayer de vous aider à différencier le curling sur les coins de la surextrusion générale, et aussi du gauchissement sur les premières couches. Commençons !
Bouclage uniquement dans les coins par rapport à l'extrusion partout
Le problème de bouclage dans les coins est souvent associé à une surextrusion, bien que ce ne soit pas toujours la cause. De nombreuses personnes essaient de résoudre ce problème en modifiant les paramètres de flux, ce qui permet à l'imprimante d'extruder moins de matériau, mais même si cela peut parfois aider, cela n'élimine pas complètement le gondolage.
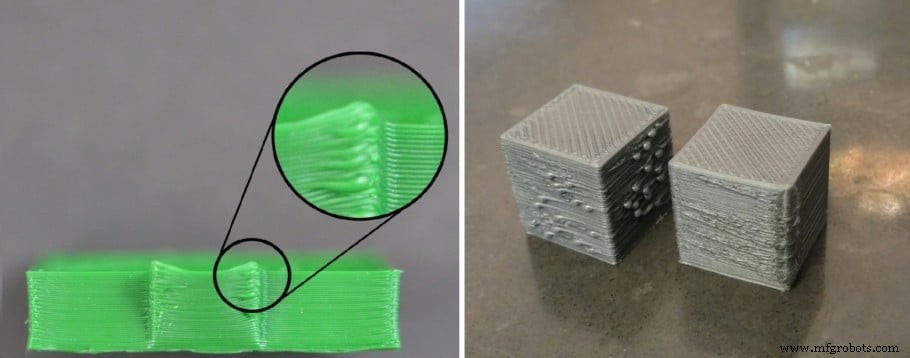
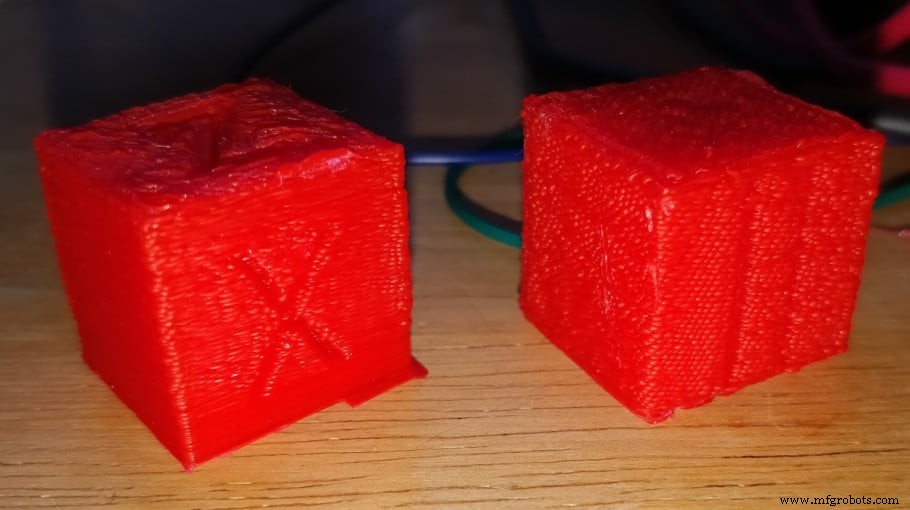
Une façon de différencier dans quels cas le curling est produit par sur-extrusion consiste à vérifier la taille et la forme des parois verticales de l'objet. Lorsque l'extrudeuse fournit plus de matière que nécessaire, ce défaut peut être observé dans toute la pièce, pas seulement dans les coins.
Maintenant que nous savons comment différencier les deux problèmes, concentrons-nous sur le curling. La plus grande différence est que la surextrusion se produit dans toute la pièce, tandis que le gondolage se produit dans les zones où l'objet a besoin d'un plus grand apport de matériau, comme un coin pointu.
Le curling consiste en un soulèvement de la dernière couche imprimée, qui se produit dans certaines zones pointues. Cela se produit parce que le matériau se contracte lorsqu'il refroidit et que les zones où il y a plus de matériau entraînent les coins vers l'intérieur, ce qui les fait se soulever.
Le problème augmente progressivement sur chaque couche lorsque l'extrudeuse traverse à nouveau la zone surélevée, car le contact de la hotend avec le coin plié produit des déformations indésirables dans les périmètres de la pièce.
Pire encore, si le plastique s'enroulait et refroidissait avant la couche suivante, la buse pourrait heurter ce coin et décoller toute la pièce. De plus, le moteur pas à pas pourrait perdre des pas et déplacer les couches suivantes de l'impression. Il n'y a aucun moyen de résoudre ce problème puisque les imprimantes 3D n'ont pas de système de contrôle en boucle fermée.
Ondulation dans les coins vs gauchissement
Il est facile de confondre le curling avec le warping, et bien qu'ils aient des points communs, leurs causes et leurs solutions sont différentes.
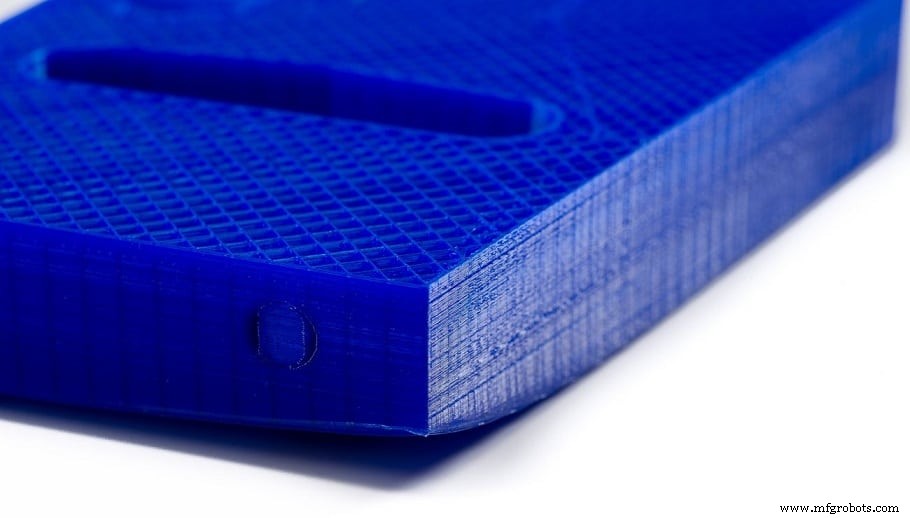
Le gauchissement ne se produit qu'à la base de la pièce, car il s'agit d'un problème d'adhérence au lit chauffant. C'est similaire au curling car les deux se produisent dans les coins, et plus ils sont nets, plus ce défaut sera visible.
Les chances que la pièce sorte du lit sont beaucoup plus élevées lorsque le gauchissement se produit et commence à soulever l'un des coins de l'objet. La solution au gauchissement est assez simple :augmentez la température du lit chauffant ou enfermez votre imprimante 3D. Les courants d'air froid sont également très nocifs et entraînent des problèmes de déformation.
Le curling, d'autre part, se produit également dans les couches supérieures, de sorte que la température du lit chauffé n'a que peu ou pas d'influence sur ce problème. Pour résoudre ce problème, vous devrez prendre en compte d'autres éléments, tels que la réduction de la température de la buse, l'installation d'un ventilateur de couche ou la réduction de la vitesse d'impression.
Comment réparer le curling dans les coins
On pourrait dire que le curling est principalement produit par des températures d'extrusion excessives du filament. Comme la matière sort de la buse très chaude, elle reste molle plus longtemps. Ce temps excessif, combiné au rétrécissement du matériau, provoque le soulèvement des coins.
Pour cette raison, nous nous concentrerons sur les paramètres de température du hotend afin de le résoudre définitivement. Pour éviter le curling, nous allons modifier les paramètres suivants sur notre logiciel slicer :
Température de la buse
Souvent, lorsque nous avons des problèmes de bourrage ou de sous-extrusion, certaines personnes recommandent d'augmenter la température d'impression. Cette action améliore parfois nos impressions mais ne résout pas le problème d'origine. Bien que le filament coule mieux, l'extrudeuse peut avoir un autre problème et nous ne faisons que cacher le problème sous un tapis en augmentant la température.
À long terme, une élévation excessive de la température d'impression s'accompagne d'autres défauts tels que le gondolage ou la brûlure du tube intérieur en PTFE. Pour éviter cela, nous essaierons d'utiliser la température la plus basse possible, et ainsi donner moins de temps au matériau pour rétrécir. Ce test nous aidera à déterminer la température optimale de notre imprimante pour un type de filament spécifique.
Une autre façon de savoir si vous réglez une température trop élevée lorsque vous imprimez avec du PLA est de prêter attention à la luminosité de vos impressions. L'objet devient plus lumineux lorsque la température est plus élevée. Réduisez-le si la pièce semble trop brillante.
Refroidissement
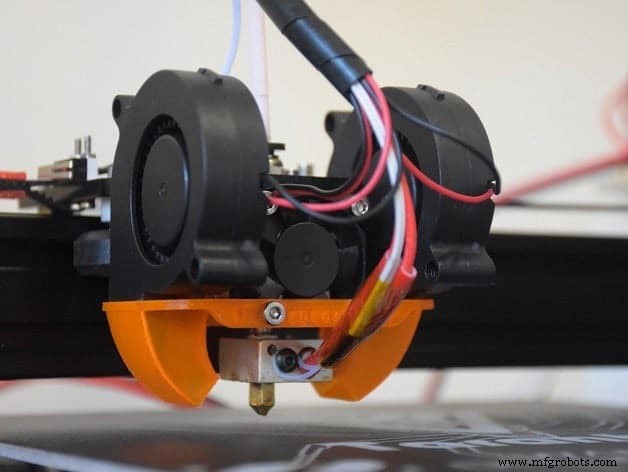
Si votre imprimante n'a pas de ventilateur de couche installé, il est temps d'en installer un. Ce ventilateur réduit considérablement les temps de refroidissement des matériaux, empêchant les coins d'avoir le temps de se plier. Il faut juste faire attention à ne pas l'activer lors des premières couches, car cela pourrait entraîner des déformations.
Ces ventilateurs peuvent changer leur vitesse pendant l'impression, car ils sont contrôlés par PWM (impulsion avec modulation). Cette fonctionnalité vous permet de les activer quand vous en avez besoin et à une vitesse précise.
L'une des choses à garder à l'esprit lors de l'utilisation d'un ventilateur de calque est son orientation. Il peut être mal positionné, ce qui refroidirait la buse, provoquant des erreurs de température et des arrêts d'impression.
Il peut également arriver qu'en raison de l'orientation de l'objet, le ventilateur de couche ne refroidisse qu'un côté de l'objet. Vous pouvez savoir si c'est le cas lorsque le bouclage se produit toujours du côté opposé de l'éventail de couches. Il existe des conduits radiaux qui soufflent l'air uniformément dans toutes les directions. Si vous possédez un GeeTech i3 Pro B, vous devez absolument imprimer et installer ce conduit d'air. En voici un autre qui est compatible avec le Tevo Tarantula
Vitesse d'impression
Dans certains petits morceaux, une nouvelle couche peut commencer à s'imprimer sur une couche encore chaude, de sorte qu'elle ne se solidifie jamais complètement. Pour éviter cela, les slicers sont dotés d'une option permettant de déterminer le temps minimum nécessaire pour produire chaque couche. Ce faisant, la vitesse d'impression est réduite pendant les couches plus petites. Une valeur typique est d'environ 15 secondes par couche.
Si vous rencontrez toujours des problèmes liés au gondolage, réduisez la vitesse d'impression de 10 mm/s jusqu'à ce que vous obteniez de meilleurs résultats.
Comment réparer une extrusion excessive
Si les murs semblent « projetés », comme si le matériau tombait de l'objet, vous devrez probablement définir correctement les paramètres d'extrusion.
Cette configuration comprend principalement le calibrage des étapes de l'extrudeuse, de sorte que la quantité exacte de matériau nécessaire soit fournie. La procédure est très simple, et il existe plusieurs tutoriels sur le web pour savoir comment faire.
Un test facile que vous pouvez faire consiste à tracer des marques le long du filament avant qu'il ne soit extrudé. Le hotend est ensuite chauffé et l'imprimante 3d est commandée pour extruder 10 cm de matériau. Si les étapes sont correctes, la prochaine marque dessinée sur le filament doit être située exactement à l'entrée de l'extrudeuse (au même point que la marque précédente était située).
Si cette marque se retrouve à l'intérieur de l'extrudeuse, cela signifie que l'imprimante pense qu'elle extrude 10 cm mais qu'elle extrude en réalité plus de matière (sur-extrusion). Lorsque cela se produit, l'excès de matériau déposé s'écrase contre la couche précédente et s'égoutte sur les côtés de la coque extérieure de l'objet, laissant une finition disgracieuse.
Un autre paramètre à vérifier, après avoir calibré les étapes de l'extrudeuse, est le débit. Cela permet de multiplier ou de réduire le volume de filament fourni. C'est une manière plus directe de contrôler le débit fourni par l'extrudeuse, en fonction des différentes densités de chaque matériau. Contrairement à l'étalonnage par étapes, ce paramètre est variable. Ce n'est pas la même chose d'utiliser de l'ABS, du PLA ou du TPU dans votre imprimante, il est donc conseillé de faire varier le débit en fonction du matériau utilisé. Vous pouvez utiliser ce test pour ajuster rapidement le débit.
Il contient des instructions pour effectuer le test à l'aide d'un pied à coulisse ou d'un micromètre. Assurez-vous de les lire avant de commencer le test.
Ces problèmes affectent-ils tous les types de filaments de la même manière ?
Il existe une propriété commune à tous les matériaux utilisés dans l'impression 3D :ils se dilatent lorsqu'ils sont chauffés et se contractent lorsqu'ils sont refroidis. Donc, techniquement, tout filament peut présenter des problèmes de déformation ou de bouclage. La différence est que tous les matériaux ne se dilatent pas et ne se contractent pas au même rythme ou à la même vitesse.
Le PLA est le matériau le plus utilisé de nos jours car, en plus d'être bon marché, son taux de retrait est l'un des plus bas, ce qui le rend plus facile à imprimer dans des conditions plus larges que la plupart des filaments. Le PETG présente également un faible taux de retrait, mais il a besoin d'un lit chauffant pour être imprimé.
D'autres plastiques (comme le nylon ou l'ABS) rétrécissent beaucoup, donc l'utilisation d'une imprimante fermée est pratiquement obligatoire si vous voulez obtenir des résultats acceptables.
Pourquoi l'ABS a-t-il besoin d'un lit chauffant ?
L'ABS est un thermoplastique qui rétrécit beaucoup lorsqu'il refroidit. Sans la présence d'un lit chauffant pour maintenir les premières couches au chaud à 90°C, la différence de température le long de la pièce entraînera une contraction qui soulève les coins de la pièce.
Le gauchissement de l'ABS est très courant et difficile à éliminer. Vous pouvez minimiser les risques en nivelant correctement votre lit et en enfermant votre imprimante. De plus, lorsque l'ABS s'enroule et refroidit, il devient plus dur que le PLA, ce qui augmente le risque de perdre toute l'impression si la buse touche l'objet.
Gardez à l'esprit que, à moins qu'il n'y ait un aspect technique qui nécessite que l'impression soit réalisée en ABS, la plupart de vos problèmes peuvent automatiquement disparaître en passant au PLA !
Consultez notre section de produits recommandés

Nous avons créé une section de produits recommandés qui vous permettra d'éliminer les conjectures et de réduire le temps passé à rechercher quelle imprimante, filament ou mises à niveau obtenir, car nous savons que cela peut être une tâche très ardue et qui entraîne généralement beaucoup de confusion. .
Nous avons sélectionné une poignée d'imprimantes 3D que nous considérons comme bonnes pour les débutants comme pour les intermédiaires, et même les experts, facilitant la décision, et les filaments, ainsi que les mises à niveau répertoriées, ont tous été testés par nos soins et soigneusement sélectionnés. , vous savez donc que celui que vous choisirez fonctionnera comme prévu.
impression en 3D
- Les goulots d'étranglement du flux de travail d'impression 3D les plus courants – et comment les résoudre
- Engagement des coins :comment usiner les coins
- Comment réparer une fuite de gaz dans ma voiture ?
- Comment puis-je réparer une fuite lente dans mon pneu de voiture ?
- Comment réparer votre poignée de porte de voiture
- Comment réparer une clé de voiture cassée ?
- Comment réparer les rayures profondes sur une carrosserie de voiture
- Comment détecter les fuites et les réparer
- Comment réparer un cylindre hydraulique qui fuit