


Qu'est-ce que l'impression 3D SLA ?
Dans cette introduction à la stéréolithographie (SLA), nous couvrons les principes de base du processus pour déterminer s'il convient à votre application spécifique. Après avoir lu cet article, vous serez familiarisé avec tous les aspects importants de l'impression 3D SLA.
Si vous êtes intéressé par les processus d'impression SLA de Hubs, consultez nos capacités SLA.
Qu'est-ce que la stéréolithographie ?
La stéréolithographie (SLA) est un procédé de fabrication additive qui appartient à la famille de la photopolymérisation en cuve. Également connue sous le nom d'impression 3D de résine, il existe trois principales technologies d'impression 3D associées à la polymérisation en cuve :SLA, DLP et LCD. Les trois technologies utilisent toutes une source lumineuse pour polymériser une résine photopolymère mais avec les différences suivantes :
-
La stéréolithographie (SLA) utilise des lasers UV comme source de lumière pour durcir sélectivement une résine polymère.
-
Le traitement numérique de la lumière (DLP) utilise un projecteur numérique comme source de lumière UV pour durcir une couche de résine.
-
L'affichage à cristaux liquides (LCD) utilise un module d'affichage LCD pour projeter des motifs lumineux spécifiques.
Le SLA est l'une des technologies de photopolymérisation en cuve les plus utilisées. Il est utilisé pour créer des objets en durcissant sélectivement une résine polymère, couche par couche, à l'aide d'un faisceau laser ultraviolet (UV). Les matériaux utilisés dans SLA sont des polymères thermodurcissables photosensibles qui se présentent sous forme liquide.
Breveté en 1986, SLA a été la première technologie d'impression 3D. Et même aujourd'hui, SLA est toujours la technologie d'impression 3D la plus rentable disponible lorsque des pièces de très haute précision ou une finition de surface lisse sont nécessaires. Les meilleurs résultats sont obtenus lorsque le concepteur tire parti des avantages et des limites du processus de fabrication.
À surveiller :comment imprimer des pièces très détaillées avec SLA ?
Voici une courte vidéo qui vous apprendra tout ce que vous devez savoir pour vous lancer dans l'impression 3D SLA en 10 minutes environ.
Comment fonctionne l'impression 3D SLA ?
-
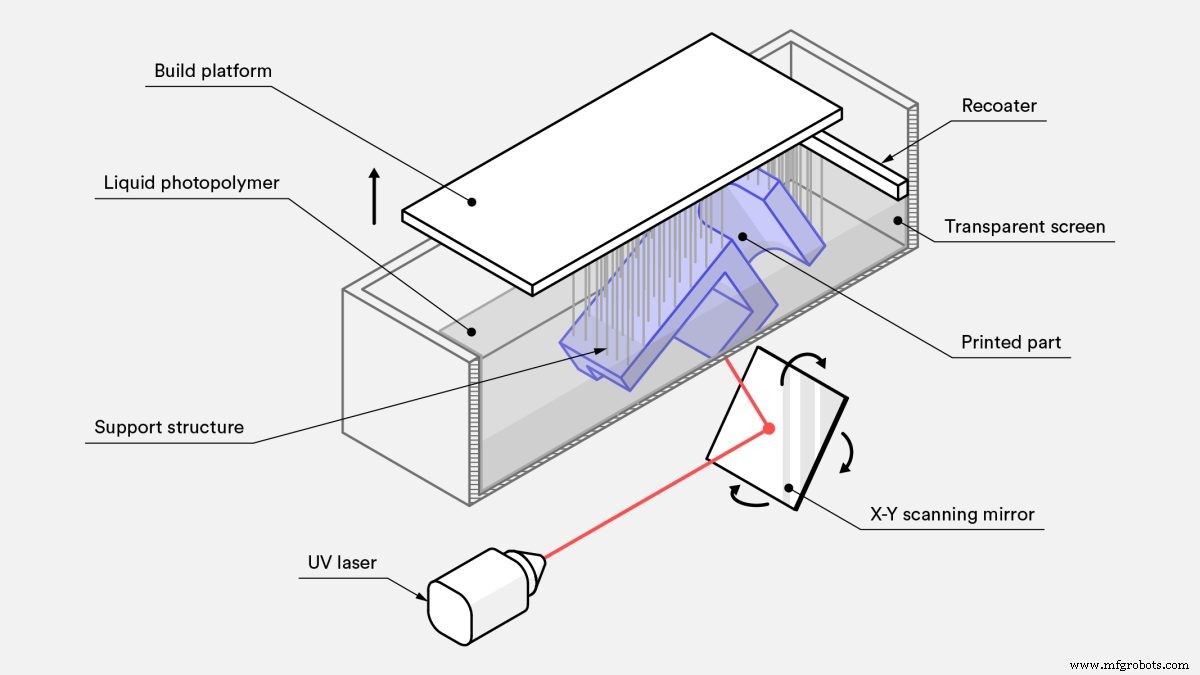
L'impression 3D SLA fonctionne en positionnant d'abord la plate-forme de construction dans le réservoir de photopolymère liquide, à une distance d'une hauteur de couche pour la surface du liquide.
-
Un laser UV crée la couche suivante en durcissant et en solidifiant sélectivement la résine photopolymère.
-
Au cours de la partie solidification du processus de photopolymérisation, les chaînes carbonées monomères qui composent la résine liquide sont activées par la lumière du laser UV et deviennent solides, créant de fortes liaisons incassables entre elles.
-
Le faisceau laser est focalisé sur une trajectoire prédéterminée à l'aide d'un ensemble de miroirs, appelés galvos. Toute la section transversale du modèle est numérisée, de sorte que la pièce produite est entièrement solide.
-
Après l'impression, la pièce est dans un état non entièrement durci. Il nécessite un post-traitement supplémentaire sous lumière UV si des propriétés mécaniques et thermiques très élevées sont requises.
Le processus de photopolymérisation est irréversible et il n'y a aucun moyen de reconvertir les pièces SLA en leur forme liquide. Le chauffage de ces pièces SLA les fera brûler au lieu de fondre. En effet, les matériaux produits avec SLA sont constitués de polymères thermodurcissables, contrairement aux thermoplastiques utilisés par la modélisation par dépôt de fil fondu (FDM).
Quels sont les paramètres d'impression de l'impression SLA ?
La plupart des paramètres d'impression dans les systèmes SLA sont fixés par le fabricant et ne peuvent pas être modifiés. Les seules entrées sont la hauteur de la couche et l'orientation de la pièce (cette dernière détermine l'emplacement du support).
Hauteur du calque :Gammes entre 25 et 100 microns. Les hauteurs de couche inférieures capturent les géométries courbes avec plus de précision, mais augmentent le temps et le coût de construction, ainsi que la probabilité d'échec de l'impression. Une hauteur de couche de 100 microns convient à la plupart des applications courantes.
Taille de construction : C'est un autre paramètre important pour le concepteur. La taille de construction dépend du type de machine SLA. Il existe deux principales configurations de machine SLA :l'orientation descendante et l'orientation ascendante :
-
Imprimantes descendantes placez la source laser au-dessus du réservoir et la pièce est construite face vers le haut. La plate-forme de construction commence tout en haut de la cuve de résine et se déplace vers le bas après chaque couche.
-
De bas en haut les imprimeurs placent la source lumineuse sous le réservoir de résine (voir figure ci-dessus) et la pièce est construite à l'envers. Le réservoir a un fond transparent avec un revêtement en silicone qui laisse passer la lumière du laser mais empêche la résine durcie de s'y coller. Après chaque couche, la résine polymérisée est détachée du fond du réservoir, à mesure que la plate-forme de construction se déplace vers le haut. C'est ce qu'on appelle l'étape de pelage.
L'orientation ascendante est principalement utilisée dans les imprimantes de bureau, comme Formlabs, tandis que l'orientation descendante est généralement utilisée dans les systèmes SLA industriels. Les imprimantes SLA ascendantes sont plus faciles à fabriquer et à utiliser, mais leur taille de construction est limitée. En effet, les forces appliquées à la pièce lors de l'étape de décollement peuvent entraîner l'échec de l'impression. D'autre part, les imprimantes descendantes peuvent évoluer jusqu'à de très grandes tailles de construction sans grande perte de précision. Les capacités avancées de ces systèmes ont un coût plus élevé.
Le tableau suivant résume les principales caractéristiques et différences des deux orientations :
| Contrat de niveau de service ascendant (bureau) | SLA descendant (industriel) | |
|---|---|---|
| Avantages | + Coût inférieur + Largement disponible | + Très grande taille de construction + Temps de construction plus rapides |
| Inconvénients | - Petite taille de construction - Gamme de matériaux plus petite - Nécessite plus de post-traitement en raison de l'utilisation intensive du support | - Coût plus élevé - Nécessite un opérateur spécialisé - Le changement de matériel implique de vider tout le réservoir |
| Fabricants d'imprimantes SLA populaires | Formlabs | Systèmes 3D |
| Taille de construction | Jusqu'à 145 x 145 x 175 mm | Jusqu'à 1 500 x 750 x 500 mm |
| Hauteur de couche typique | 25 à 100 µm | 25 à 150 µm |
| Précision dimensionnelle | ± 0,5 % (limite inférieure :± 0,010–0,250 mm) | ± 0,15 % (limite inférieure ± 0,010–0,030 mm) |
Quelles sont les caractéristiques de l'impression 3D SLA ?
Les principales caractéristiques de l'impression 3D SLA sont la structure de support nécessaire, le curling et l'adhérence des couches.
Structures de soutien
Une structure de support est toujours requise dans SLA. Les structures de support sont imprimées dans le même matériau que la pièce et doivent être retirées manuellement après l'impression. L'orientation de la pièce détermine l'emplacement et la quantité de support. Il est recommandé d'orienter la pièce de manière à ce que les surfaces visuellement critiques n'entrent pas en contact avec les structures de support.
Les imprimantes SLA ascendantes et descendantes utilisent la prise en charge différemment :
-
Imprimantes SLA descendantes : Sles exigences de support sont similaires à celles de FDM . Ils sont nécessaires pour imprimer avec précision les porte-à-faux et les ponts (l'angle de porte-à-faux critique est généralement de 30o). La pièce peut être orientée dans n'importe quelle position, et elle est généralement imprimée à plat, afin de minimiser la quantité de support et le nombre total de couches.
-
Imprimantes SLA ascendantes : Les exigences de support peuvent être plus complexes. Les porte-à-faux et les ponts doivent toujours être soutenus, mais la minimisation de la section transversale de chaque couche est le critère le plus crucial :les forces appliquées à la pièce pendant l'étape de pelage peuvent la faire se détacher de la plate-forme de fabrication. Ces forces sont proportionnelles à la section transversale de chaque couche. Pour cette raison, les pièces sont orientées en biais et la réduction du support n'est pas une préoccupation majeure.


Curling
L'un des plus gros problèmes liés à la précision des pièces produites via SLA est le gondolage. Le curling est similaire au déformation en FDM.
Pendant le processus de durcissement, la résine rétrécit légèrement lorsqu'elle est exposée à la source lumineuse de l'imprimante. Lorsque le retrait est important, des contraintes internes importantes se développent entre la nouvelle couche et le matériau précédemment solidifié, ce qui entraîne le gondolage de la pièce.
Le support est important pour aider à ancrer les sections à risque d'une impression sur la plaque de construction et atténuer la probabilité de gondolage. L'orientation des pièces et la limitation des grandes couches plates sont également importantes. Un durcissement excessif (par exemple en exposant la pièce à la lumière directe du soleil après l'impression) peut également provoquer un gondolage.
La meilleure façon d'éviter le curling est de le garder à l'esprit pendant le processus de conception. Dans la mesure du possible, évitez les grandes zones minces et plates ou ajoutez une structure pour empêcher la pièce de se recourber.
Adhésion des couches
Les pièces imprimées SLA ont des propriétés mécaniques isotropes. En effet, un seul passage au laser UV ne suffit pas pour durcir complètement la résine liquide. Les passages laser ultérieurs aident les couches précédemment solidifiées à fusionner à un degré très élevé. En fait, le durcissement se poursuit même après la fin du processus d'impression.
Pour obtenir les meilleures propriétés mécaniques, les pièces SLA doivent être post-polymérisées, en les plaçant dans une boîte de polymérisation sous une lumière UV intense (et parfois à des températures élevées). Cela améliore considérablement la dureté et la résistance à la température de la pièce SLA mais la rend plus cassante. Les résultats du processus de post-durcissement signifient :
-
Testez des pièces de pièces imprimées en résine transparente standard à l'aide d'une imprimante SLA de bureau ont presque deux fois plus de résistance à la traction après durcissement (65 MPa contre 38 MPa).
-
Les pièces peuvent fonctionner sous charge à des températures plus élevées (à une température maximale de 58 ºC contre 42 ºC).
-
L'allongement à la rupture est presque de moitié (6,2 % contre 12 %).
Laisser la pièce imprimée SLA au soleil peut également provoquer un durcissement. Bien que le revêtement par pulvérisation avec une peinture acrylique UV transparente avant utilisation soit fortement recommandé, car une exposition prolongée à la lumière UV a un effet néfaste sur les propriétés physiques et l'apparence des pièces SLA, elles peuvent gondoler, devenir cassantes ou changer de couleur.
Résumé des principales caractéristiques de l'impression 3D SLA
Les principales caractéristiques du SLA sont résumées dans le tableau ci-dessous :
| Stéréolithographie (SLA) | |
|---|---|
| Matériaux | Résines photopolymères (thermodurcissables) |
| Précision dimensionnelle | ± 0,5 % (limite inférieure :±0,10 mm) – bureau ± 0,15 % (limite inférieure ± 0,01 mm) – industriel |
| Taille de construction typique | Jusqu'à 145 x 145 x 175 mm – bureau Jusqu'à 1500 x 750 x 500 mm – industriel |
| Épaisseur de couche commune | 25–100 µm |
| Assistance | Toujours requis (essentiel pour produire une pièce précise) |
Quels sont les matériaux utilisés pour l'impression SLA ?
Les matériaux SLA se présentent sous la forme de résines liquides, qui peuvent être choisies en fonction de l'utilisation finale de la pièce, par exemple, des propriétés de résistance thermique, une finition de surface lisse ou une résistance à l'abrasion. En tant que tel, le prix de la résine varie considérablement, d'environ 50 $ le litre pour le matériau standard, jusqu'à 400 $ le litre pour les matériaux spéciaux, tels que la résine coulable ou dentaire. Les systèmes industriels offrent une gamme de matériaux plus large que les imprimantes SLA de bureau, ce qui donne au concepteur un contrôle plus étroit sur les propriétés mécaniques de la pièce imprimée.
Les matériaux SLA (thermodurcissables) sont plus fragiles que les matériaux produits avec FDM ou SLS (thermoplastiques) et pour cette raison, les pièces SLA ne sont généralement pas utilisées pour les prototypes fonctionnels qui subiront une charge importante. Les progrès des matériaux pourraient changer cela dans un proche avenir.
Le tableau suivant résume les avantages et les inconvénients des résines les plus couramment utilisées.
| Matériel | Caractéristiques |
|---|---|
| Résine standard | + Finition de surface lisse - Relativement cassant |
| Résine très détaillée | + Précision dimensionnelle supérieure - Prix plus élevé |
| Résine transparente | + Matériau transparent - Nécessite un post-traitement pour une finition très claire |
| Résine coulable | + Utilisé pour créer des modèles de moule + Faible pourcentage de cendres après combustion |
| Résine résistante ou durable | + Propriétés mécaniques de type ABS ou PP - Faible résistance thermique |
| Résine haute température | + Résistance à la température + Utilisé pour l'outillage de moulage par injection et de thermoformage |
| Résine dentaire | + Biocompatible+ Haute résistance à l'abrasion- Coût élevé |
| Résine souple | + Matériau semblable au caoutchouc - Précision dimensionnelle inférieure |
Quelles sont les options de post-traitement SLA ?
Les pièces SLA peuvent être finies à un niveau très élevé en utilisant diverses méthodes de post-traitement, telles que le ponçage et le polissage, le revêtement par pulvérisation et la finition avec une huile minérale. Pour en savoir plus, lisez notre article complet sur le post-traitement des pièces SLA.

Quels sont les avantages de l'impression 3D SLA ?
-
SLA peut produire des pièces avec une précision dimensionnelle très élevée et avec des détails complexes.
-
Les pièces SLA ont une finition de surface très lisse, ce qui les rend idéales pour les prototypes visuels.
-
Des matériaux SLA spéciaux sont disponibles, tels que des résines transparentes, flexibles et coulables.
Quels sont les inconvénients de l'impression 3D SLA ?
-
Les pièces SLA sont généralement fragiles et ne conviennent pas aux prototypes fonctionnels.
-
Les propriétés mécaniques et l'aspect visuel des pièces SLA se dégradent avec le temps lorsque les pièces sont exposées au soleil.
-
Des structures de support sont toujours nécessaires et un post-traitement est nécessaire pour supprimer les marques visuelles laissées sur la pièce SLA.
Quels sont les meilleurs trucs et astuces de Hubs pour l'impression 3D SLA ?
L'impression 3D SLA est-elle la bonne solution de fabrication pour vos pièces ou produits ? Voici nos règles de base :
-
L'impression 3D SLA est la mieux adaptée pour produire des prototypes visuels avec des surfaces très lisses et des détails très fins à partir d'une gamme de matériaux thermodurcissables.
-
Desktop SLA est idéal pour la fabrication de petites pièces moulées par injection à un prix abordable. Pensez "plus petit qu'un poing".
-
Les machines SLA industrielles peuvent produire de très grandes pièces, jusqu'à 1500 x 750 x 500 mm).
Voulez-vous en savoir plus? Lisez notre guide complet sur l'impression 3D.
impression en 3D
- Qu'est-ce que l'impression 3D multi-matériaux ?
- Qu'est-ce que l'impression 3D Binder Jet ?
- Quelles sont les causes du cordage dans l'impression 3D ?
- Qu'est-ce que le Robocasting dans l'impression 3D ?
- Qu'est-ce que la sonnerie dans l'impression 3D ?
- Qu'est-ce que la photopolymérisation dans l'impression 3D ?
- Qu'est-ce qu'une « route » en impression 3D ?
- Qu'est-ce que l'industrie de l'imprimerie ?
- Qu'est-ce que l'impression 3D résine ?