


Pour les machines CNC multitâches, pourquoi se séparer de Y ?
 Un outil de coupe qui tire parti du mouvement de l'axe Y d'une machine multitâche peut effectuer des opérations de tronçonnage plus rapidement que les opérations conventionnelles Mouvement sur l'axe X. Crédits photo :Sandvik Coromant
Un outil de coupe qui tire parti du mouvement de l'axe Y d'une machine multitâche peut effectuer des opérations de tronçonnage plus rapidement que les opérations conventionnelles Mouvement sur l'axe X. Crédits photo :Sandvik Coromant
Les tours-fraiseuses à axe B et de nombreux centres de tournage CNC à outils motorisés offrent un mouvement sur l'axe Y perpendiculaire à l'axe Z. Ce troisième axe linéaire permet aux fraises de traverser l'axe de la broche pour effectuer des opérations telles que le fraisage, le perçage et le rainurage, l'objectif étant d'usiner des pièces complètes en une seule configuration.
Sandvik Coromant a trouvé un moyen de tirer davantage parti de ce mouvement pour effectuer plus efficacement les opérations de tronçonnage par rapport au processus traditionnel avec axe X sur des tours sans axe Y. Elle y est parvenue en repensant son outil CoroCut QD en faisant pivoter le siège de plaquette de 90 degrés et en engageant la pièce dans l'axe Y afin que les forces de coupe soient dirigées vers la partie la plus résistante de la lame de l'outil.
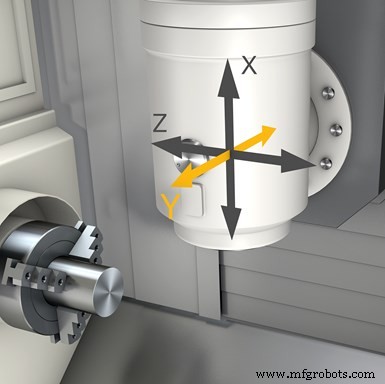
Voici les axes de mouvement pour un B -axe tournage-fraisage.
« Cela profiterait vraiment au client qui souhaite gagner quelques secondes sur les temps de cycle avec une avance plus élevée et un bruit réduit », déclare Staffan Lundström, chef de produit, Sandvik Coromant. « Vous n'avez pas à vivre avec le bruit et les vibrations si vous avez un axe Y. Pour le client, cela signifie à la fois un gain de temps et des possibilités supplémentaires d'avoir une production sans personnel."
Lundström a eu l'idée de tronçonner en utilisant l'axe Y pendant quelques années jusqu'à ce qu'il développe un prototype avec l'aide d'une petite équipe de Sandvik Coromant. Le premier test d'outil ne s'est pas bien déroulé, entraînant des bruits de cliquetis et des vibrations provenant de la machine-outil et finalement une plaquette cassée.
"Ce fut un revers majeur pour nous", explique Lundström. "Je n'ai pas vraiment compris ce qui n'allait pas."

Opérations de tronçonnage pour centres de tournage CNC conventionnels faire descendre la fraise sur l'axe X.
Ensuite, l'équipe a examiné ce qui s'était passé, a décidé d'ajouter un liquide de refroidissement interne à travers l'outil et a modifié la conception de l'adaptateur. Lorsqu'elle a testé le nouveau prototype sur une autre machine, cette méthode de tronçonnage alternative s'est avérée efficace.
Avec la conception actuelle, à un porte-à-faux de lame de 60 mm (2,36 pouces), la rigidité en flexion de la lame serait plus de six fois supérieure à celle d'un tronçonnage d'outil conventionnel dans l'axe X, offrant un processus de coupe plus stable, permettant d'utiliser des outils plus longs et d'obtenir des vitesses d'avance plus élevées et des temps de cycle plus rapides.
Lors d'une comparaison d'essais, un atelier au service de l'industrie aérospatiale a noté les différences entre le tronçonnage d'une barre de 35 mm d'Inconel 718 sur une machine multitâche utilisant la méthode de l'axe Y avec l'outil CoroCutQD et la méthode standard de l'axe X avec un autre outil. La méthode de l'axe Y a atteint une vitesse de coupe de 40 m/min et une avance de 0,12 mm/tour, ce qui a donné une durée de vie de 35 pièces. La méthode de l'axe X a atteint une vitesse de coupe de 30 m/min et une avance de 0,05 mm/tour, ce qui a donné une durée de vie de seulement 10 pièces.
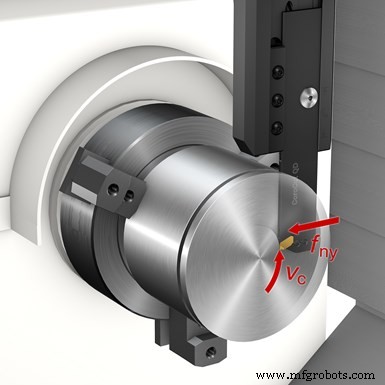
Le CoroCut QD est conçu pour tronçonner vers le bas de l'axe Y d'une machine multitâche. La rigidité en flexion de la lame d'outil serait plus de six fois supérieure à celle d'un tronçonnage d'outil conventionnel dans l'axe X.
La longueur de l'outil peut être mesurée à l'aide d'un prérégleur hors ligne. La longueur de l'outil devient la hauteur du centre de l'outil lors du tronçonnage, et il est important que la hauteur du centre soit correcte, en particulier lors du tronçonnage au centre, explique la société. S'il est difficile de voir le tranchant, il y a un plan de jauge sur l'outil.
L'outil s'adapte à des diamètres de pièce allant jusqu'à 180 mm (7 pouces) et à des largeurs de coupe de 3 à 4 mm (0,118 à 0,157 pouce).
Équipement industriel
- liste de contrôle de maintenance préventive pour les machines CNC
- Pourquoi les routeurs CNC 5 axes sont indispensables pour votre entreprise ?
- À quoi se réfère l'axe pour l'usinage CNC ?
- Guide d'achat de machines CNC d'occasion
- À quoi servent les machines CNC ?
- Définition des paramètres pour les tours CNC
- Pourquoi les machines CNC à 4 axes sont-elles préférées aux autres types ?
- Kit d'extracteur de barre pour tours CNC à outils multiples
- Tours CNC à deux axes conçus pour la stabilité