


La nouvelle rectifieuse utilise une cinématique unique
La fabrication est synonyme d'amélioration constante. Tout comme les ateliers d'usinage travaillent dur pour améliorer la vitesse à laquelle ils expédient les pièces sans perte de qualité, les équipementiers ont des milliers de personnes qui se consacrent à l'amélioration des équipements de fabrication pour faciliter le travail de leurs clients. Dans cette vague d'innovations, l'approche la plus courante consiste à améliorer les solutions existantes aux problèmes :augmenter la rigidité d'une table à cinq axes, augmenter la durée de vie de l'outil d'une fraise en bout ou améliorer la technologie actuellement utilisée.

Mais parfois, il y a aussi des tentatives de solutions entièrement nouvelles.
Un exemple de ce dernier est le système de positionnement excentrique de Coventry Associates, une rectifieuse entièrement nouvelle qui utilise trois tables rotatives circulaires les unes sur les autres plutôt que des systèmes de glissières linéaires. Ces tables rotatives ont des centres décalés les uns par rapport aux autres, ce qui leur permet de guider avec précision la position linéaire et angulaire de la meule pour les applications de rectification ID, comme le montre la vidéo. Cette conception est entièrement électrique, éliminant le besoin d'hydraulique et les coûts de maintenance qui y sont associés.
Utiliser la logique circulaire
En plaçant la meule sur les tables rotatives, Coventry permet à l'utilisateur de contrôler sa position dans les axes X et Z, ainsi que dans un axe de rotation. Ce haut degré de contrôle permet des passes précises et complexes, et l'absence de systèmes hydrauliques a permis à l'entreprise de créer ce contrôle de mouvement avec une empreinte de 57 × 67 pouces. « En fait, nous avons pris d'anciennes bases de rectifieuse Heald de taille 1 et y avons construit l'EPS », explique Craig Gardner, président de Coventry Associates. "Cette base a en fait plus d'espace que nous n'en avons besoin, nous pouvons donc facilement réduire l'empreinte de 40 % pour répondre aux besoins des clients." De plus, Gardner dit qu'il est évolutif pour des tailles plus grandes.
«Avec une enveloppe de travail qui est environ le double de celle d'une machine Heald 2CF, cette machine a été conçue pour rectifier des roulements jusqu'à 24 pouces de diamètre», explique Gardner. L'EPS se positionne dans un cercle de 8,5 pouces de diamètre, permettant au mouvement de la machine d'inscrire un rectangle avec 3 pouces de course X et 8 pouces de course Z. La zone de positionnement restante peut être utilisée pour former des formes complexes dans les meules avec le dresseur diamanté. Cependant, Gardner prévoit que l'entreprise sera en mesure de fournir davantage de solutions avec la conception EPS à l'avenir.
Malgré sa petite taille, la machine est relativement rigide, selon l'entreprise. "La taille compacte de l'EPS signifie que nous avons un chemin de charge très étroit", explique Gardner. "Le chemin de charge serré nous donne un système avec une très grande rigidité."
Une caractéristique unique de l'EPS est sa capacité à façonner la meule sans outillage spécial ni rouleaux diamantés formés. Étant donné que la machine maintient un degré de contrôle si élevé sur la position X, Z et angulaire de la meule, elle peut façonner la meule avec un dresseur standard à disque diamanté à point unique ou rotatif, déplaçant la meule le long de la dresseuse pour lui donner la forme souhaitée. . En éliminant le besoin de dressage en forme de rouleau, le système élimine non seulement un coût associé au meulage, mais rend l'atelier qui l'utilise plus adaptatif, car il n'est pas nécessaire d'attendre que les rouleaux de diamant formés soient fabriqués avant de commencer sur la pièce d'un client. .
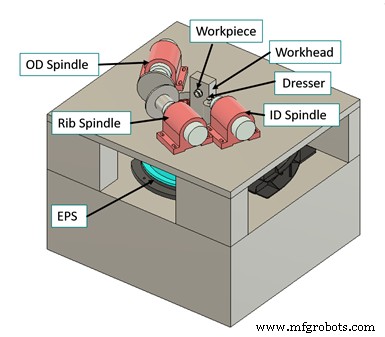
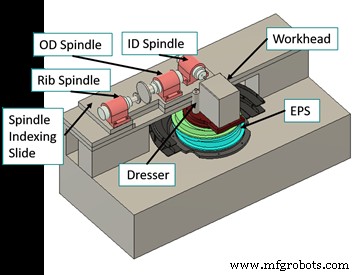
De plus, l'EPS n'a pas nécessairement besoin de fixer la roue aux tables rotatives. Coventry a également développé une version MultiTool qui place la pièce sur les tables rotatives et dispose de trois broches de meulage fixes ou plus autour d'elle. Le système EPS alimente la pièce dans les broches de meulage fixes. "Cette approche permet à l'utilisateur d'effectuer plusieurs opérations avec une seule configuration", déclare Gardner. "Vous pouvez, par exemple, rectifier l'alésage, la bague et la nervure d'un cône de roulement à rouleaux coniques en une seule configuration." Cette approche libère les opérateurs de machines avec relativement peu d'automatisation auxiliaire.
Gardner recommande le SingleTool EPS avec une seule meule pour les travaux à production élevée et à faible volume, tandis qu'il préfère la configuration MultiTool pour les travaux à grande diversité et à faible volume.
Commandes adaptables pour le meulage de précision
La CNC Sinumerik 840D de Siemens assure le contrôle du mouvement. Gardner dit que l'adaptabilité figurait dans ce choix. « Pour un système aussi novateur que celui-ci, nous avions besoin d'un contrôle qui offre un haut degré de personnalisation », dit-il. "Le 840D nous a fourni les outils dont nous avions besoin pour développer des logiciels pour notre cinématique unique."

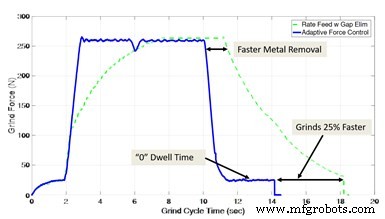
Le logiciel développé par la société était le processus de meulage Maximizer, qui comprend des fonctionnalités telles que le contrôle adaptatif de la force (AFC), qui maintient une force normale constante pendant le meulage. Selon la société, le meulage à force normale constante augmente le taux d'enlèvement de métal et réduit le temps de cycle de meulage jusqu'à 30 %. "Des études ont montré que le taux d'enlèvement de métal est directement proportionnel à la force de meulage normale", explique Gardner. "Vous voulez meuler à la force de meulage normale la plus élevée autorisée par la puissance de la broche, à condition de ne pas brûler la pièce."
Une autre caractéristique majeure du logiciel Maximizer de Coventry est sa compensation de déflexion en temps réel. Cette fonction compense les déviations de la broche et de la machine qui entraînent des variations de conicité et de taille de pièce à pièce. "Notre compensation de déviation en temps réel permet à notre système de maintenir les tolérances de jauge en cours de fabrication sans jauge en cours de fabrication." dit Gardner.
Une partie de l'excitation ressentie par de nombreux habitants de Coventry est qu'ils ne font que tirer parti de l'éventail des possibilités offertes par l'EPS. "Ce que nous avons ici est une solution entièrement nouvelle à quelque chose d'aussi basique que la façon dont vous positionnez l'outil (dans le cas du SingleTool) ou la pièce (pour le MultiTool)", déclare Gardner. "C'est un changement fondamental, ce qui signifie que nous ne faisons qu'exploiter l'éventail de solutions que ce changement d'approche apportera."
Équipement industriel
- Explorer les différents types de rectifieuses
- Qu'est-ce qu'une rectifieuse ? - Définition et types
- Les nouvelles machines Hitachi Seiki reflètent les tendances
- Un nouveau contrôle améliore les taux d'alimentation sur les anciennes machines remises à neuf
- Cinq choses que les nouveaux opérateurs de machines CNC doivent savoir
- Les 7 péchés capitaux de l'achat de machines neuves ou d'occasion
- La centrale électrique de l'atelier :La Rectifieuse
- Rectifieuses CNC :machines-outils pratiques
- Les meuleuses sans centre sont uniques