


Techniques avancées d'usinage de trous des services CNC
Posté en août. 12, 2019, | Par WayKen Project Manager
La fabrication de trous est largement sous-estimée car la majorité des trous que nous réalisons ont une précision triviale, une faible profondeur et ne sont censés conserver que des boulons. Cependant, les industries modernes de haute technologie (aérospatiale et automobile en particulier) arrivent sur le marché des services CNC avec des demandes pour la fabrication de pièces avec des trous extrêmement précis ou profonds, ou pour que les trous aient une position très précise. Outre les services d'usinage CNC avancés, de telles demandes nécessitent des techniques spécifiques et une planification minutieuse.
Problèmes de traitement des trous
Le processus de fabrication des trous est en fait assez éprouvant du point de vue de la fabrication. L'outil et l'ébauche peuvent être facilement surchauffés car il est difficile d'appliquer des liquides de refroidissement dans le trou, le processus n'est pas visible pour le machiniste, il ne peut donc se fier qu'aux informations de la machine-outil et doit couper à l'aveugle, effectuer des mesures est difficile, en particulier dans les trous avec petits diamètres. Et ce ne sont que quelques problèmes avec la fabrication de trous. Ainsi, afin de réaliser des trous précis, les services CNC développent et améliorent toujours les stratégies d'usinage, ils inventent de nouveaux outils et outillages pour répondre aux exigences du client.
Forage profond
 Obtenir un devis instantané
Obtenir un devis instantané Eh bien, le forage lui-même est un processus courant et il n'y a rien d'intéressant à percer des trous courts, mais plus le trou est profond, plus il est difficile de garder son axe droit pendant le forage. Cela est dû au fait qu'un foret plus long est moins rigide alors qu'il a deux arêtes de coupe qui ne peuvent pas être de longueur identique. Ainsi, la force de coupe des côtés du foret est différente et le foret s'écarte généralement de l'axe droit et rend le trou de travers. Ceci n'est pas acceptable pour les pièces CNC de haute précision.
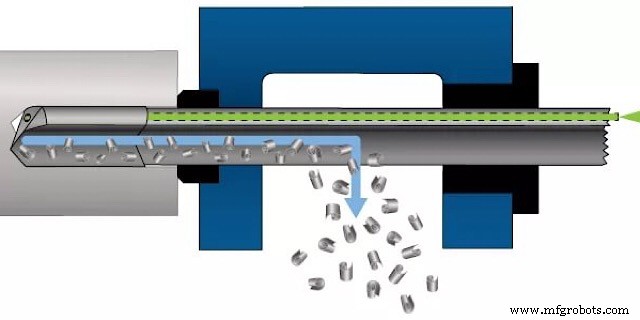
C'est pourquoi le forage au pistolet a été inventé. comme son nom l'indique, il a d'abord été utilisé pour fabriquer des armes à feu long, où un trou long mais précis est la principale exigence. Néanmoins, avec le développement des technologies de fabrication, d'autres industries ont adopté le forage au canon à leurs propres fins. La principale différence avec cette stratégie est l'outil. Une perceuse à arme à feu a un seul tranchant afin qu'elle ne dévie pas de sa trajectoire comme le fait une simple perceuse. Il a une plus grande rainure d'élimination des copeaux qui sert également de canal de refroidissement. Le liquide de refroidissement est pompé à travers la rainure à haute pression et il élimine les copeaux et refroidit beaucoup mieux le foret. L'inconvénient de cette méthode est que cette perceuse ne peut pas être montée sur un centre de fraisage CNC habituel, elle nécessite un outillage supplémentaire.

Les ateliers d'usinage CNC utilisent des perceuses à canon dans les cas les plus extrêmes, mais la plupart du temps, ils essaient de s'en tenir aux outils universels et c'est pourquoi il existe certaines stratégies qui permettent de percer des trous profonds avec des perceuses simples. Premièrement, la longueur du trou est divisée en segments avec des profondeurs d'environ 3-4 diamètres de trou. A chaque fois que le foret arrive en fin de segment, il est éjecté pour laisser refroidir l'ébauche et l'outil et évacuer tous les copeaux du trou.
Traitement des trous de haute précision
Afin de faire un trou précis, le perçage CNC est généralement effectué avec plusieurs instruments, le premier étant considérablement plus petit que le diamètre du trou et augmentant avec l'outil suivant. Cela est fait pour diminuer la force de coupe et donc la déviation d'axe due à la raison mentionnée ci-dessus. De plus, les méthodes consécutives sont souvent différentes du simple forage :
Le carottage est effectué juste après le forage. Une carotteuse a trois arêtes de coupe au lieu d'une, elle est donc plus stable. Les carotteuses traitent généralement une coupe dont la profondeur n'est que de 0,5 mm, mais leurs avantages absolus sont la possibilité de corriger l'axe.
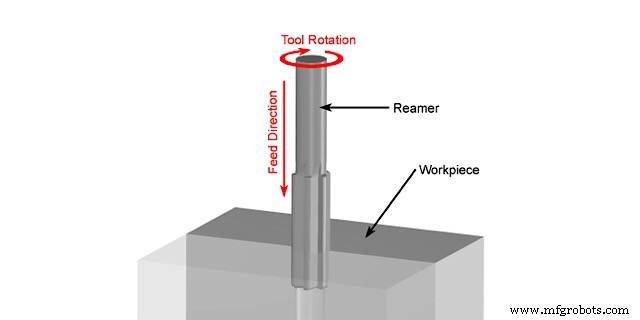
Alésage. Si votre client exige un trou avec une tolérance allant jusqu'à IT6 et une finition de surface très lisse, vous prenez un alésoir et réduisez votre avance d'usinage à un niveau extrêmement bas. Un alésoir est un outil avec de nombreuses arêtes de coupe longues situées le long des côtés de l'outil. Il a des lames de coupe avant, mais elles sont extrêmement petites, de sorte que la profondeur de coupe lors de l'alésage est d'environ 0,1 à 0,05 mm. Grâce à cela et à la précision ultime des arêtes de coupe, l'alésage produira de grands trous. Pour les petits trous, l'alésage se fait manuellement.
Le rodage est un processus abrasif mais il peut être effectué sur une machine-outil à commande numérique, cependant, les machines de rodage spéciales sont nettement meilleures. Un hone est essentiellement un alésoir avec des planches abrasives au lieu de lames de coupe. Une autre différence est que les planches peuvent être ajustées au bon diamètre. La pierre est insérée dans le trou et tourne autour de son axe pendant que les planches broient le matériau. Une fois la pierre éjectée, le sens de rotation est inversé. En conséquence, la surface du trou présente des rainures microscopiques entrecroisées, ce qui rend la lubrification beaucoup plus efficace.
Stratégies de filetage des trous
De nombreux trous nécessitent des filetages, qui sont composés de surfaces minces complexes et sont en fait assez difficiles à usiner. Il existe plusieurs stratégies de filetage mais avant cela, il faut absolument effectuer un fraisage ou un contre-alésage. Ces deux processus créent une rainure conique ou cylindrique à l'entrée du trou. Il permet à l'outil de filetage d'entrer correctement et aide en outre à assembler les pièces réelles. Voici donc quelques stratégies de threading.
Le perçage du taraud utilise un seul outil qui rappelle un boulon mais qui a des rainures d'élimination des copeaux et une longue zone conique à l'avant pour augmenter progressivement la profondeur de coupe. L'avance d'usinage lors du filetage avec un cône (et avec n'importe quel filetage d'ailleurs) est la même que le pas de vis. Le taraud est inséré lentement dans le trou où chacun de ses tranchants en spirale coupe progressivement un morceau de matériau pour former le filetage. Les petits trous sont usinés manuellement, auquel cas le processus de perçage rappelle le vissage d'un boulon à serrage variable. Le taraud doit être éjecté avec le plus grand soin de la même manière qu'il a été inséré. Si vous oubliez cela et essayez d'éjecter le taraud sans le dévisser, vous pouvez le casser et vous devrez le retirer avec un usinage par décharge électrique.
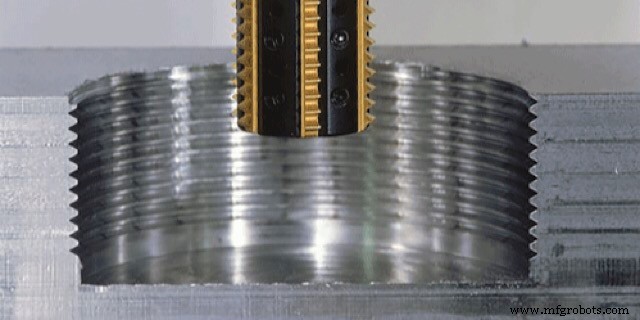
Le filetage à la fraise donne de meilleurs résultats car la température du processus est plus basse et il est beaucoup plus facile d'appliquer des liquides de refroidissement. Une fraise spéciale de 30 à 40 % plus petite que le diamètre du trou se déplace en spirale le long de la trajectoire des rainures de forage et tourne autour de son axe pour une coupe efficace. Le diamètre minimum du trou dépend du diamètre minimum de la fraise.
Une autre stratégie est appelée filetage ennuyeux. C'est en fait la même chose que le tournage en ce qui concerne la configuration de la pièce et les mouvements principaux, mais l'outil est fabriqué pour copier la forme de la rainure de filetage. Ainsi, il est introduit avec le pas de vis dans le trou de la pièce et coupe les surfaces en spirale du filetage. Il est important de noter que l'alésage est idéal pour les grands trous mais ne peut pas traiter des trous inférieurs à 20 mm.
Contactez-nous Wayken pour découvrir comment l'usinage CNC de précision pour concevoir des trous de pièce pour votre projet.
commande numérique par ordinateur
- Connaître les différents types de techniques d'usinage CNC
- Usinage CNC :les meilleures techniques pour vous
- Usinage CNC acrylique
- Choisir les bons services d'usinage CNC fiables
- Les services d'usinage CNC garantissent la précision des pièces plus complexes
- Prêt à externaliser les services d'usinage CNC en Chine ? Lisez ceci en premier.
- Améliorez l'efficacité de la fabrication grâce aux services d'usinage CNC
- Usinage CNC des polymères
- Services d'usinage CNC de matériaux exotiques