


Enregistrement LP
Contexte
Le son a toujours fasciné les auditeurs humains, mais, jusqu'à la fin des années 1800, il a échappé à la capture. Ce fait nous semble particulier aujourd'hui car, avec des disques compacts, des cassettes, des lecteurs hautement portables, des automobiles dotées d'un système audio luxueux, des centaines de stations de radio sur le cadran, des stations de télévision consacrées à la musique et une myriade d'autres sons diffusés, nous sommes entouré de son.
Parmi les formes solides que la musique et d'autres enregistrements ont pris au cours de leur brève histoire, le disque phonographique de longue durée est peut-être le plus romantique et parmi les plus appréciés. Les disques phonographiques ne sont plus fabriqués que par des particuliers ayant l'équipement et l'intérêt, et la plupart des systèmes de sonorisation ne sont pas équipés de platines. Les disques de longue durée, connus sous le nom de LP, sont cependant convoités par les collectionneurs, et il existe un important marché secondaire pour les disques d'occasion parmi les aficionados de types particuliers de musique comme le jazz ou l'opéra ou des artistes comme Frank Sinatra ou les Beatles.
Historique
Le disque de longue durée était un descendant direct du premier disque réalisé et joué le 20 novembre 1877 par Thomas Edison. La générosité des inventions d'Edison est venue d'une compréhension approfondie de la science. Edison savait que le son consiste en une onde vibrante de molécules d'air qui pénètre dans nos oreilles, frappe le tympan et crée des vibrations dans les minuscules os de l'oreille interne, et passe le long des terminaisons nerveuses jusqu'au cerveau. Le cerveau décode ces vibrations sous forme de sons. Le nombre de vibrations par seconde est la fréquence du son, et ces ondes vibrantes ont une amplitude ou une taille que nous interprétons comme un volume ou une douceur. Tous les sons ont ces propriétés. Ainsi, pour enregistrer le chant d'un oiseau, la symphonie des vibrations produites par les instruments d'un orchestre ou la voix du chanteur d'un groupe de rock, les mêmes techniques sont utilisées.
La victrola d'Edison a enregistré le son et l'a joué. Il a utilisé un cylindre métallique aux extrémités ouvertes qui était enveloppé d'une feuille de papier d'aluminium. En parlant dans un "disque sonore" qui vibrait et était attaché à un stylet ou à une aiguille, les vibrations créées par Edison en parlant étaient gravées par le stylet sur le papier d'aluminium. La gravure ressemblait à de petites collines et vallées qui tournaient en spirale autour du cylindre. Pour lire son enregistrement, Edison a ramené l'aiguille au début de l'enregistrement des vibrations et a fait tourner le cylindre à la même vitesse qu'il s'était déplacé pendant l'enregistrement. Les vibrations revenaient du disque sonore et étaient amplifiées par la coupe, ou microphone primitif, dans lequel Edison avait parlé.
Suite à d'importantes améliorations apportées à son phonographe, les premiers disques ont été réalisés avec des cylindres de cire. Jules Levy, un joueur de couronne, est crédité comme étant le premier artiste d'enregistrement. Il a joué "Yankee Doodle" sur sa couronne, et le cylindre de cire de son interprétation pouvait être joué à la maison sur le Edison Parlor Speaking Phonograph (le premier phonographe à usage domestique), vendu 10 $ en 1878.
Vers 1887, Valdemar Poulsen, un scientifique danois, a utilisé les mêmes principes pour enregistrer le son sur une bande magnétique. Au tournant du siècle, l'industrie de l'enregistrement naissante fabriquait des cylindres de divers matériaux avec des enregistrements permanents, mais la Seconde Guerre mondiale a poussé la bande magnétique à être largement acceptée comme support d'enregistrement du son, puis de son transfert sur disques. Les principales sociétés d'enregistrement comme RCA Victor ont découvert que la bande magnétique produisait une plus grande fidélité, ou une reproduction fidèle du son, que d'autres méthodes. De plus, la bande peut être facilement coupée et modifiée pour raccourcir, allonger ou supprimer les erreurs de performance des enregistrements.
Jusqu'au lendemain de la Seconde Guerre mondiale, les disques n'étaient disponibles qu'à une seule vitesse de lecture et tournaient leurs platines à une vitesse de 78 tours par minute (tr/min). En 1948, Peter Carl Goldmark (1906-1977), un physicien américain né en Hongrie, inventa un record qui tournait à moins de la moitié de cette vitesse, à 33,33 fois par minute. Les améliorations de la production ont également permis de rétrécir la piste (le sillon de l'aiguille) et ces deux développements ont permis d'enregistrer six fois plus de musique sur un seul disque. La production de disques à grande échelle était prête pour l'ère d'Elvis et du rock and roll, et des symphonies entières pouvaient être reproduites sur un seul album de longue durée au lieu d'un ensemble de 78 tours.
 Thomas Alva Edison
Thomas Alva Edison
L'inventeur américain Thomas Alva Edison est crédité d'avoir inventé le phonographe, qui aurait été sa création préférée. Bien qu'un Français du nom de Charles Cros (1842-1888) ait déjà rédigé des plans pour un appareil similaire, c'est Edison, âgé de 30 ans, qui a mené des expériences pour le développer et, le 17 février 1878, a reçu un brevet pour le phonographe. À la fin de 1877, Edison travaillait dans son laboratoire de recherche de Menlo Park, New Jersey, sur les améliorations apportées au téléphone (qui avait été récemment inventé par Alexander Graham Bell). Tentant d'évaluer la force des vibrations du récepteur téléphonique en y attachant une pointe acérée, Edison a été étonné de constater que la vibration était suffisamment forte pour piquer son doigt. Il a supposé qu'un point similaire pourrait être utilisé pour indenter l'impression d'un son sur une feuille de papier d'aluminium en mouvement, et il a soupçonné que le son pourrait ensuite être reproduit en retraçant le chemin du point initial avec un autre attaché à un diaphragme.
Edison a esquissé un plan pour une telle machine, qu'il a donné à John Kruesi, le contremaître d'origine suisse de l'atelier d'usinage d'Edison, avec une directive griffonnée pour "Faire ceci". L'appareil construit par Kruesi consistait en un cylindre en laiton gravé de rainures en spirale et enveloppé d'une feuille de papier d'aluminium; lorsqu'il est tourné avec une manivelle - le cylindre a tourné et déplacé simultanément dans le sens de la mengthwise. De chaque côté était situé un diaphragme équipé d'un stylet (aiguille). Un récepteur porterait des ondes sonores à une aiguille, qui serait appliquée à la feuille d'étain lorsque la manivelle était tournée et suivrait les rainures du cylindre. Théo, le cylindre serait remis au début et l'autre point, relié à l'amplificateur de l'appareil, transformerait en son les vibrations gravées dans la feuille d'étain. Le 6 décembre 0877, Edison testa son appareil en récitant la comptine "Mary Had a Little Lamb". Un enregistrement déformé mais reconnaissable de la voix de l'inventeur a en effet été réalisé, pour le plus grand bonheur d'Edison et Kruesi.
La nouvelle de l'ingénieuse machine parlante se répandit rapidement, intéressant non seulement la National Academy of Sciences et la Smithsonian Institution, mais aussi le président Rutherford B. Hayes, qui aurait siégé jusqu'à 3 heures du matin. écouter l'appareil.
Matières premières
Les matières premières pour la fabrication des disques ont été subdivisées en celles nécessaires à la fabrication du disque maître, celles pour le pressage réel des disques et les articles en papier nécessaires pour les étiquettes, les pochettes et les jaquettes. Le disque maître était fait de laque noire, il pouvait donc être gravé de rainures pour transmettre le son. L'argent a été utilisé pour revêtir le disque fini, et des disques de nickel chromé ont été utilisés pour presser les disques « vinyle ».
Les disques étaient le plus souvent en plastique noir, bien que certains aient été produits dans d'autres couleurs. Les maisons d'enregistrement ont développé les conceptions de leurs propres labels, pochettes et pochettes d'albums ; cependant, leur fabrication était généralement sous-traitée à des fournisseurs de papier et à des imprimeurs.
Conception
Les disques ont évolué en trois tailles et trois formes de reproduction sonore. À l'origine, les disques étaient joués à une vitesse de 78 tours par minute (tr/min) et s'appelaient 78s. Les 78 tours ont été largement remplacés par des disques de longue durée, également appelés LP et 33 car ils tournent lorsqu'ils sont joués à 33,33 tours par minute. Les disques avec une seule chanson de chaque côté étaient connus sous le nom de singles et également appelés 45 car leur vitesse de lecture était de 45 tours par minute.
À leurs débuts, ces enregistrements étaient monophoniques avec un son qui ne provenait généralement que d'une aiguille ou d'un haut-parleur et semblaient n'avoir qu'une seule dimension ou direction de la source. Au fur et à mesure que la technologie s'améliorait, le son était enregistré en stéréo ou en son quadriphonique qui était également généralement projeté à partir de deux ou quatre haut-parleurs et était plus réaliste car il capturait le son tel que nous l'entendons avec deux oreilles.
Les tourne-disques standardisés ont empêché beaucoup de variation dans la conception physique du disque. La créativité, au contraire, est venue du studio d'enregistrement mais aussi des artistes, écrivains et chercheurs qui ont développé les illustrations et le texte sur les pochettes des albums. Les collectionneurs d'aujourd'hui sont souvent aussi intéressés par les rares photos, dessins et récits historiques sur les pochettes de disques qu'ils le sont par la musique à l'intérieur.
Le processus de fabrication
Enregistrement du son
- 1 Dans le studio d'enregistrement, les microphones sont situés à plusieurs endroits différents en fonction de l'acoustique (propriétés de rebond du son) de la pièce et de la musique enregistrée. Il existe différents types de microphones :un microphone spécialisé pour un soliste vocal et plusieurs autres pour l'accompagnement instrumental, par exemple, sont utilisés. Les microphones entendent les sons et les traduisent en rafales de courant électrique qui sont transmises à la tête d'enregistrement d'un magnétophone. La tête est constituée de couches de métal qui forment un électro-aimant, et l'aimant transmet le courant sous forme d'ondes sonores à la bande magnétiquement sensible. Le flux du courant ou du magnétisme varie avec l'intensité de l'énergie captée par le microphone sous forme de son.
- 2 La bande magnétique se compose d'un long ruban de plastique de 5 cm (2 po) de large qui est enduit sur un côté d'oxyde de fer. Au fur et à mesure que la bande s'enroule à travers la machine et à travers la face de l'électro-aimant, l'oxyde de fer réagit aux changements de courant ou de flux magnétique, de sorte qu'une image permanente du son a été formée sur la bande par les particules réarrangées. Le motif peut être vu au microscope mais pas à l'œil nu. Elle est cependant permanente et très précise.
- 3 Au cours d'une session d'enregistrement, les ingénieurs du son surveillent le travail en cours pour s'assurer que chaque note est enregistrée sur bande. La bande de 2 pouces (5 cm) de large est divisée en 16 pistes distinctes, chacune d'entre elles enregistrant des instruments, des voix, des sections d'orchestre ou des sons particuliers provenant de différents microphones. Pendant l'enregistrement, l'ingénieur du son manipule également le tableau de commande principal pour ajouter des effets spéciaux ou modifier le son qu'il entend d'un instrument ou d'une section. La carte de contrôle principale affiche également les niveaux d'enregistrement sur chaque piste afin que ceux-ci puissent être rendus plus doux ou plus forts. Les ingénieurs du son « font le mix » une fois l'enregistrement terminé pour régler la balance des différents instruments ou chanteurs. Ils peuvent mettre l'accent sur un instrument particulier pendant une chanson, par exemple, et le minimiser pendant une autre.
- 4 Parfois, le son d'un instrument ou d'une voix en particulier ne convient pas à l'enregistrement terminé, et l'artiste est rappelé au studio pour réenregistrer. Ce processus est appelé overdub et ajoute une autre partie à une piste séparée sur la bande ou à un master multipiste. Si la bande est doublée, elle devra peut-être également être remixée. Parfois, la collection d'artistes enregistrant la musique ne peut pas se réunir dans le studio d'enregistrement en même temps; dans ce cas, les ingénieurs du son enregistrent d'abord les pistes rythmiques, puis les chanteurs et les cordes. Ce processus multiple est appelé édulcoration. L'enregistrement
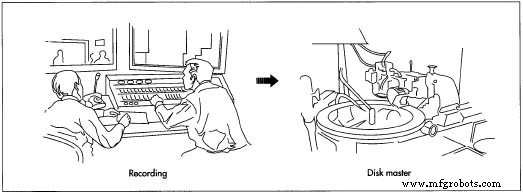 Les enregistrements sont réalisés dans un studio de son, où les ingénieurs contrôlent et manipulent le son à l'aide d'un équipement d'enregistrement sonore hautement technique. Une fois le son enregistré sur bande magnétique, un disque maître est fait d'aluminium recouvert d'une laque noire douce et appelée laque. Le maître est utilisé pour créer des quantifications de masse de disques vinyles. producteur et les ingénieurs du son et du mixage travaillent ensemble sur le mixage final. La bande est ensuite éditée pour produire la collection de sons entendus sur l'enregistrement final. La bande finie, appelée bande maître, est utilisée pour créer un disque maître.
Les enregistrements sont réalisés dans un studio de son, où les ingénieurs contrôlent et manipulent le son à l'aide d'un équipement d'enregistrement sonore hautement technique. Une fois le son enregistré sur bande magnétique, un disque maître est fait d'aluminium recouvert d'une laque noire douce et appelée laque. Le maître est utilisé pour créer des quantifications de masse de disques vinyles. producteur et les ingénieurs du son et du mixage travaillent ensemble sur le mixage final. La bande est ensuite éditée pour produire la collection de sons entendus sur l'enregistrement final. La bande finie, appelée bande maître, est utilisée pour créer un disque maître.
Création du disque master
- 5 Le disque maître est en aluminium recouvert d'une laque noire douce et appelée laque. La responsabilité de sa réalisation incombe à l'ingénieur de mastering. L'ingénieur de mastering adapte tout le son d'un côté du disque dans la largeur spécifiée de l'espace de lecture. Par exemple, le son d'un disque à 45 tours est autorisé à occuper un espace de 3 cm (1,1875 po) de large pour les rainures sur le disque, que la chanson dure de trois à cinq minutes ou non. L'ingénieur de mastering expérimente l'espacement des rainures. Le travail de l'ingénieur de mastering est essentiel car le disque master qu'il produit sert de modèle pour presser des milliers de disques. La musique forte nécessite des grooves larges et gras, tandis que la musique plus douce nécessite des grooves étroits.
- 6 L'ingénieur de mastering contrôle plus facilement l'espace occupé par les rainures du disque en manipulant le volume ; cependant, si plus d'une chanson apparaît sur une face de l'album, il est également important de garder le volume relativement constant. Pour la meilleure qualité sonore, les ingénieurs de mastering essaient d'utiliser le volume le plus fort possible. Ils utilisent également des microscopes pour inspecter les rainures, et ils sont très habiles à reconnaître les sons par leurs rainures.
- 7 ingénieurs de mastering utilisent une machine à rainurer spéciale appelée tour de découpe à pas variable qui est équipée d'un stylet de découpe électronique pour graver les rainures dans un disque en plastique dur. Le disque master ressemble beaucoup à un disque, mais il est plus grand. Un disque de 7 pouces (17,8 cm) de diamètre et 45 tr/min est découpé sur un blanc de 10 pouces (25,4 cm) de diamètre. Un diamètre de 30,5 cm (12 po), 33,33 LP est coupé sur un flan de 35,6 cm (14 po) de diamètre. Les rainures ressemblent aux motifs des particules d'oxyde de fer sur la bande magnétique en ce sens qu'elles emprisonnent les vibrations sonores dans le plastique. Au fur et à mesure que la laque est coupée, le stylet est chauffé pour l'aider à couper plus facilement. Le tour de coupe a également un petit tube de production de vide monté à côté du stylet. Il aspire le fil continu de laque noire au fur et à mesure que les rainures sont coupées. Cette spirale de déchets de laque s'appelle la puce.
- 8 L'ingénieur de mastering inscrit (marque) le disque coupé sur le bord extérieur avec des informations d'identification comprenant le nom de la chanson ou de l'album, le numéro de master qui apparaît également sur la bande master et le type d'enregistrement sonore, qui est son monaural, stéréo ou quadriphonique. À ce stade de la fabrication, le producteur de disques et les artistes peuvent écouter un « acétate de référence » ou le disque maître avant qu'il ne soit terminé dans une série d'étapes finales. Une fois le disque maître découpé et approuvé pour la production, le disque est plaqué d'une très fine couche d'argent. Il s'appelle alors le métal master et sert de base à tous les disques fabriqués.
 Une fois le disque maître soigneusement inspecté, un moule métallique est formé à partir du maître métal et du nickel liquide est versé dans le moule pour produire un enregistrement d'estampage de nickel de chaque côté du maître en métal. Ces poinçons sont également plaqués de chrome afin d'éviter les rayures. Les tampons sont utilisés pour produire des disques vinyles à partir de carrés de vinyle appelés biscuits.
Une fois le disque maître soigneusement inspecté, un moule métallique est formé à partir du maître métal et du nickel liquide est versé dans le moule pour produire un enregistrement d'estampage de nickel de chaque côté du maître en métal. Ces poinçons sont également plaqués de chrome afin d'éviter les rayures. Les tampons sont utilisés pour produire des disques vinyles à partir de carrés de vinyle appelés biscuits. - 9 À l'usine de placage, un moule métallique est formé à partir de la matrice métallique et du nickel liquide est versé dans le moule pour produire un enregistrement d'emboutissage de nickel de chaque côté de la matrice métallique. Ces matrices sont également galvanisées avec du chrome d'une épaisseur inférieure à un cent millième de pouce (2,5 à 5 cm). La couche de chrome protège les tampons des rayures.
Produire des LPs
- 10 LP sont produits dans des usines appelées usines de pressage qui sont généralement situées à une certaine distance du studio d'enregistrement, du lieu de naissance du disque maître et de l'usine de placage où les estampes sont fabriquées. Une usine de pressage est capable de produire jusqu'à 185 000 disques par jour. Le plastique ou le vinyle pour les disques est produit en faisant fondre de la poudre de plastique dans un mélangeur chauffé. Le plastique est fondu et mélangé jusqu'à ce qu'il ait la consistance d'une gelée. Il est ensuite introduit dans une presse à rouleaux qui produit des feuilles longues et minces dans des tolérances strictes pour l'épaisseur et la fragilité du plastique. Lorsque les feuilles sont refroidies, elles sont coupées en carrés appelés biscuits. Une presse automatique est équipée de poinçons en nickel, un pour chacune des deux faces du disque. Les biscuits sont réchauffés pour les ramollir légèrement, et ils sont introduits dans la presse. L'opérateur s'assure de la bonne assise du biscuit et active la presse. Les rainures et le motif sonore sont enfoncés dans le plastique souple. Ce même processus est utilisé à la fois pour les disques de longue durée et les singles.
- 11 Toujours de forme carrée, les biscuits emboutis sont acheminés vers une autre machine où les étiquettes sont collées, et les coins carrés sont arrondis. Le bord du disque est lissé et le trou central est percé à travers les étiquettes et le disque fini.
- 12 Dans une version alternative du même procédé, la presse automatique est équipée des tampons (les deux faces de l'album), des étiquettes rondes et d'une bobine de plastique vinyle noir. La presse est chauffée à 300 °F (149 °C), ce qui fait fondre la bobine de plastique et l'étaler entre les matrices et dans les rainures dans un processus similaire au moulage par injection. Cette même machine forme le trou à travers le centre du disque. Un coupe-flash est utilisé pour couper et finir le bord du LP.
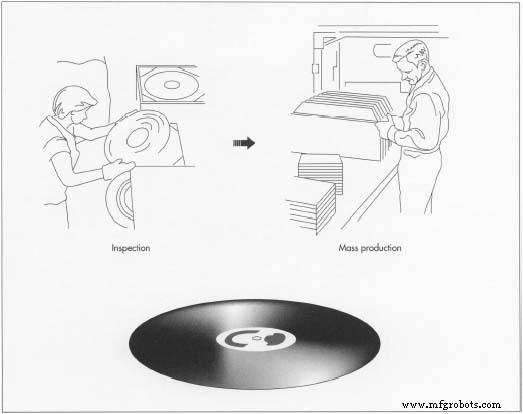
- 13 Dans le département de finition, chaque dossier est soigneusement inspecté avant l'emballage. Le disque nouvellement pressé se déplace vers une station d'emballage où il est inséré dans une enveloppe ou une pochette en papier ou en cellophane, glissé dans la jaquette du disque imprimée ou la couverture de l'album, puis emballé sous film rétractable. Des cartons d'emballage remplis des albums de disques emballés sont expédiés aux distributeurs.
Contrôle qualité
Historiquement, les ingénieurs du son en studio surveillaient attentivement tous les aspects de l'enregistrement pour s'assurer que la qualité sonore la plus souhaitable était enregistrée. Le travail de l'ingénieur de mastering consistait à transférer cette qualité sur un disque master reproductible dans les limites techniques de la taille du disque et de ses sillons. Après un test de pressage, le producteur de disques (et parfois les artistes) a eu la possibilité d'effectuer un important contrôle de qualité en examinant et en approuvant le test de pressage.
Dans la fabrique de disques, des opérateurs contrôlaient les biscuits et les mouvements de la presse et assuraient un suivi continu du pressage des disques. Le service de finition a également inspecté le produit final à la recherche de rayures, de bosses et d'autres irrégularités et a nettoyé chaque LP avant de l'emballer. Après que les disques aient été scellés dans leurs vestes et emballés en vrac, un groupe indépendant de testeurs a choisi des disques emballés au hasard et les a retirés de leur emballage. Ces testeurs ont vérifié l'emballage lui-même, ont joué les disques et les ont inspectés pour détecter d'éventuels défauts.
Sous-produits/Déchets
Les disques défectueux ont été fondus et pressés à nouveau, tout comme les coins carrés qui ont été retirés des biscuits pour en faire des LP ronds. L'éclat de laque provenant de la fabrication du disque maître a été recyclé, et tout nickel ou chrome provenant des parties de traitement des métaux de la production de disque maître a été soigneusement contrôlé et recyclé.
Le futur
La fabrication de disques longue durée appartient au passé. Les disques compacts sont passés au premier plan des enregistrements dans les années 1980 car ils ne sont pas usés par la lecture, leur taille est plus pratique et leur qualité de reproduction sonore est meilleure. Toutes les tailles de vinyles, cependant, ont de nombreux fans parmi les collectionneurs. Certains enregistrements n'ont tout simplement pas été refaits sous forme de disque compact et ne sont disponibles que sur des disques vinyles. Le plus souvent, les collectionneurs chérissent le caractère de collection de ces disques pour leurs sons, les types de musique qu'ils préservent, ainsi que les illustrations et les informations sur les pochettes de disques.
Processus de fabrication
- Enregistrements - Exemple VHDL
- Graphène dans les haut-parleurs et les écouteurs
- Enregistrer les ventes de robots
- Au-delà du smartphone :transformer les données en son
- Technologie Lidar - La puce MEMS offre une résolution record
- Une application pour smartphone détecte les infections de l'oreille chez les enfants
- De minuscules détecteurs de lumière enregistrent l'angle de lumière entrant
- 5 W de la SoundWatch
- Jumping Robot saute à des hauteurs record