


Prototypage rapide à l'aide du moulage en uréthane
La saturation des industries a fait du fabricant l'objectif principal non seulement de fabriquer des produits, mais également d'utiliser des méthodes innovantes afin de produire plus de produits dans un laps de temps plus court pour augmenter la production. Avec le développement de la technologie, différentes techniques de prototypage rapide sont à la disposition des fabricants qui peuvent être utilisées pour produire des produits en moins de temps avec une plus grande efficacité.
Outre le gain de temps, ces méthodes sont également rentables. Une telle technique de prototypage rapide utilisée de nos jours est le moulage à l'uréthane qui est assez similaire au moulage par injection avec de légères différences. Cette technique produit le meilleur prototype fonctionnel avec les caractéristiques souhaitées.
1. Moulage en uréthane
Moulage en uréthane est une technique de prototypage rapide utilisée pour fabriquer des produits avec des pièces en caoutchouc souple qui ne peuvent pas être usinées à l'aide d'une machine CNC ou de toute autre machine similaire. Le moulage en uréthane utilise un modèle maître imprimé en 3D et des moules en silicone qui sont utilisés pour fabriquer les produits de haute qualité souhaités jusqu'à la taille de 30 pouces.
Ce processus est assez similaire au moulage par injection dans lequel un outil dur est utilisé à la place d'un outil en silicone souple. Des précautions doivent être prises lors de la conception du modèle principal pour le moulage en uréthane afin de s'assurer qu'il possède les propriétés souhaitées. Une pièce en plastique fonctionnelle est le résultat d'un moulage en uréthane qui peut être présenté comme un modèle ou utilisé dans un produit entièrement fonctionnel.
Les dimensions des produits finis produits par moulage à l'uréthane dépendent de la précision du modèle principal et du matériau de coulée. Généralement, un taux de retrait de 0,15 % est attendu dans les produits fabriqués par cette technique de fabrication.
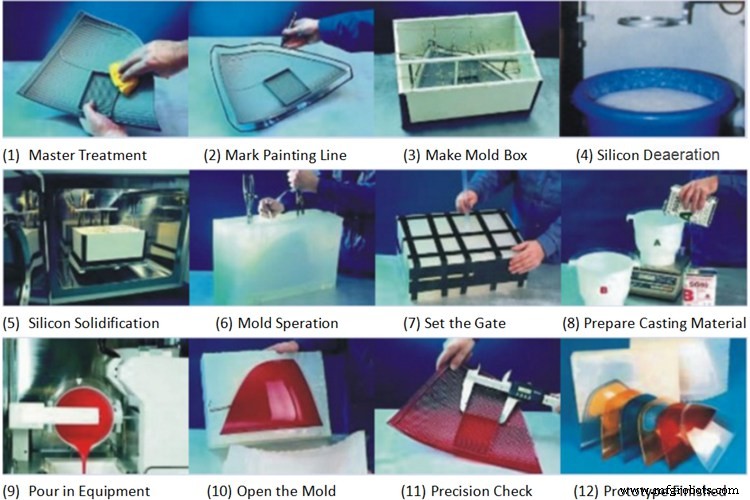
2. Étapes du moulage en uréthane
Généralement, quatre étapes sont suivies dans le moulage d'uréthane comme indiqué ci-dessous
Étape 1
Tout d'abord, un modèle maître est conçu et imprimé par prototypage rapide ou technique d'impression 3D. Un modèle maître est essentiellement la pièce d'origine ou la représentation de celle-ci. Ce modèle principal est également utilisé pour créer les moules qui peuvent être utilisés dans la coulée. Ceci est conçu avec précision car les dimensions des produits dépendent de ce modèle maître. De plus, plusieurs options d'usinage peuvent être utilisées dans ce cas.
Étape 2
Dans la deuxième étape, le modèle maître produit est enfermé dans du silicium liquide afin de produire un moule précis.
Étape 3
Une fois le moule durci, il est coupé en deux moitiés. La cavité résultante produite est utilisée pour la coulée du produit final.
Étape 4
Dans la dernière étape, le fabricant injecte de l'uréthane ou une autre résine pour combler les vides. Une fois le matériau durci, il sera retiré de l'outil. Ce processus est répété jusqu'à ce que le produit souhaité soit fabriqué.
3. Système de moulage
Un système de coulée est un ensemble d'éléments nécessaires pour effectuer correctement l'opération de coulée. Dans le moulage en uréthane, le système de coulée se compose d'un entonnoir, d'un canal de coulée, de canaux d'air, d'un agent de démoulage en uréthane et d'accessoires pour maintenir les moitiés de moule ensemble. Tous ces éléments sont disposés d'une manière particulière afin d'exécuter correctement le processus de coulée.
Le canal de coulée et l'entonnoir sont des tubes en plastique reliés au trou du moule. Le matériau est versé dans ce trou et s'écoule à travers le canal et l'entonnoir. Plus la hauteur de l'entonnoir est grande, plus la pression de coulée sera grande afin que le polymère puisse remplir toutes les caractéristiques du motif.
Des évents d'aération sont présents sur le côté opposé du moule afin que l'air puisse s'écouler lorsque le matériau est versé dans le modèle pour la fabrication du produit. Un agent de démoulage en uréthane est essentiellement un film d'air qui empêche la pièce coulée de coller au moule. L'agent de démoulage est utilisé pour éliminer l'élément en saillie produit à la suite du frottement présent entre la pièce moulée et le moule. Il couvre également certains des trous microscopiques produits lors de la coulée, ce qui rend le produit coulé plus lisse.
4. Tolérance générale dans la pièce coulée
Une tolérance de ± 0,010 po ou ± 0,003 po par pouce de la pièce est généralement attendue dans la pièce moulée. Un taux de retrait de + 0,15 % peut être attendu en raison de la dilatation thermique du liquide et de la réponse du moule flexible. Des géométries irrégulières ou trop épaisses peuvent provoquer des écarts ou des déviations en raison du retrait.
L'extrémité de surface est lissée vers l'extérieur en un matériau ou une surface mate. Des lignes de croissance peuvent être présentes sur des éléments internes ou masqués. Le polissage ou les finitions personnalisées doivent être clairement définis. Le retrait ou la finition de surface du produit dépend de la conception du modèle maître. Des précautions doivent donc être prises dans la conception du patron maître.
5. Matériel utilisé
Le moulage en uréthane est utilisé pour fabriquer des produits ayant certaines propriétés physiques. Ainsi, le matériau utilisé dans le processus de coulée affectera grandement les propriétés physiques. Par conséquent, il est propice à de nombreux types de plastiques polyuréthanes, allant du rigide au flexible. Certains des matériaux les plus couramment utilisés dans le processus incluent :
- Uréthane rigide à fort impact
- Uréthane rigide et résistant à la chaleur
- Uréthane souple et transparent
6. Option de coloration
Il existe deux options de coloration dans le moulage d'uréthane, chacune ayant ses propres avantages et inconvénients
1) Couleurs coulées
La coulée de couleur donne une texture spécifique au produit. De plus, la couleur coulée ne peut pas être décollée de la surface et il n'y a pas d'écaillage. Mais les couleurs moulées sont en nombre limité, de sorte que la couleur de la spécification peut ou non être disponible.
2) Peindre
Lors de la peinture de l'objet après sa coulée, de nombreuses couleurs sont disponibles afin que la couleur soit conforme aux spécifications. De plus, lorsque la peinture est effectuée après la coulée, les lignes qui restent après la séparation du produit du moule peuvent être éliminées, donnant ainsi un aspect de surface uniforme au produit. Mais la peinture après coulée nécessite de la main d'oeuvre après usinage ce qui entraîne une augmentation du coût de production. De plus, la peinture peut offrir une excellente protection contre les rayons ultraviolets, mais peut être facilement décollée, ce qui est un autre inconvénient de peindre la surface.

7. Comparaison du moulage par injection et du moulage en uréthane
Le moulage par injection et l'uréthane sont généralement des processus similaires. Les différences résident dans les détails liés aux pratiques de fabrication.
1) Fabrication d'outils
La première différence entre le moulage par injection et le moulage en uréthane réside dans la fabrication de leurs outils. Le moulage par injection utilise un outil dur par rapport à l'outil souple utilisé dans le moulage d'uréthane. Par conséquent, les moulages en uréthane sont fabriqués en moulant un modèle imprimé en 3D de la pièce finie, tandis que les outils de moulage par injection sont usinés par meulage, fraisage et autres processus CNC.
2) Quantité et volume de production
Le moulage en uréthane est utilisé pour produire seulement quelques pièces à la fois, par conséquent, pour les tirages à faible volume, le moulage en uréthane est préféré. Pour les volumes de production élevés, la qualité et la durée de vie d'un moule en acier à outils donneront généralement le meilleur rendement. Par conséquent, il est plus économique d'investir dans une configuration de moulage par injection pour une production à grand volume. Si le coût initial reste faible, le moulage en uréthane est préférable.
3) Coût des matériaux
Le plastique de haute qualité utilisé dans le moulage par injection est plus cher que la résine d'uréthane ou de polyuréthane utilisée dans le moulage d'uréthane. Si l'on doit produire moins de prototypes, il est préférable d'utiliser des résines d'uréthane. Pour les produits censés être utilisés à long terme ou avec des applications présentant certaines propriétés physiques difficiles, un plastique approprié doit être utilisé et le processus de moulage par injection doit être utilisé.
4) Délais
L'outil de moulage par injection nécessite un usinage plus complexe et plus étendu pour être créé et n'est généralement pas prêt avant plusieurs semaines. Un délai typique de près de deux mois peut être nécessaire pour la fabrication d'un outil de moulage par injection. Alors que les moulages en uréthane consomment relativement moins de temps pour la production, ils ne nécessitent généralement qu'un modèle imprimé en 3D et un moule souple à créer autour.
5) Coût par pièce par rapport au coût global
En général, les coûts par pièce pour le coulage d'uréthane sera plus élevé que pour le moulage par injection, principalement en raison du moindre volume de pièces créées. Cependant, les coûts globaux sont généralement inférieurs pour la coulée d'uréthane en raison des coûts d'outillage et de matériaux inférieurs.
6) Tolérance
Les tolérances d'uréthane sont de +/- 0,010 pouce pour le premier pouce et de +/- 0,005 pouce pour chaque pouce par la suite, tandis que dans le moulage par injection, les tolérances sont de +/- 0,005 pouce pour le premier pouce et de +/- 0,002 pouce pour chaque pouce par la suite.
7) Candidatures
Comme les prototypes sont fabriqués par des moules en silicone dans un moulage en uréthane qui est comparativement moins durable et ne dure pas plus de 20 à 25 pièces. Par conséquent, ce processus convient aux situations où le volume de production est faible et où des pièces de haute qualité, de précision et de performance seraient nécessaires. Certaines des applications du moulage en uréthane sont énumérées ci-dessous :
- Passerelle vers la production
- Pièces d'affichage de point de vente
- Pièces d'exposition
- Évaluation de l'utilisateur
- Tests consommateurs
- Campagnes de financement participatif
- Modèles conceptuels
- Échantillons de vente
- Modèles d'ingénierie
- Échantillons de tests marketing
- Exécutions de pré-production
- Tester des prototypes
- Prototypes rapides
- Centres de distribution
- Impression
- Roues pour planches à roulettes, robots et autres applications rotatives
- Systèmes de convoyeurs

8. Avantages du moulage en uréthane
Ce processus est le plus efficace pour réduire le coût de l'outil et le temps de production. Les pièces produites sont majoritairement composées d'uréthane ou de sa résine augmentant leurs propriétés physiques. Les pièces constituées de moulage en uréthane présentent les avantages suivants
Résistant à l'abrasion : Les produits fabriqués par moulage d'uréthane surpasseront le caoutchouc, le plastique ou le métal dans les applications d'abrasion et d'usure sévères.
Résistances chimiques : Les produits fabriqués par moulage d'uréthane ont une excellente résistance à la plupart des solvants, produits chimiques, huiles à base aliphatique et graisses.
Coloration : Deux options de coloration sont disponibles dans le moulage en uréthane, chacune ayant ses avantages et ses inconvénients. Généralement, on utilise des couleurs coulées qui résistent au pelage.
Stabilité dimensionnelle :Les résines d'uréthane ont une excellente stabilité dimensionnelle sur une large gamme de pressions et de températures. Les produits fabriqués par cette méthode sont très élastiques et peuvent être étirés à des allongements substantiels sans déformation.
Résistance environnementale : L'uréthane est sensiblement inerte en présence d'ozone et d'oxygène. Il est plus résistant que le caoutchouc naturel ou synthétique à la lumière du soleil et aux conditions météorologiques générales.
Dureté :Les polymères d'uréthane peuvent être formulés pour couvrir une large gamme de dureté, du duromètre 20 Shore A (la dureté d'un élastique) au duromètre 75 Shore D (la dureté de l'os) par conséquent, le prototype produit aura ces propriétés.
Résistance aux chocs : Alors que les matières plastiques conventionnelles peuvent devenir cassantes à mesure qu'elles deviennent plus dures, l'uréthane conserve son élasticité et sa résistance sur toute la plage de dureté.
Usinabilité : Les produits en uréthane peuvent être percés, taraudés et usinés comme des produits métalliques.
Résilience : Les polymères d'uréthane peuvent être formulés sur mesure pour donner aux polyuréthanes durs une résilience similaire à celle des matériaux beaucoup plus souples, faisant de l'uréthane un excellent matériau pour l'absorption des chocs/vibrations.

9. Limites du moulage en uréthane
Le moulage en uréthane présente quelques inconvénients. En cas de production d'une pièce complexe, le modèle maître qui est conçu peut ne pas couvrir toutes les fonctionnalités. De plus, ils impliquent beaucoup de travail acharné pour éliminer les moulages et les excès de matière, ce qui introduit des erreurs. En cas de bulles d'air piégées dans le moulage, les matériaux rendront le moulage cassant ou empêcheront les parois minces de se remplir complètement. Une autre limitation du moulage en uréthane est que le moule est assez sensible à la température et ne peut pas supporter de longues périodes de temps au-dessus de 270 degrés Fahrenheit.
Remarques finales
Alors moulage en uréthane est l'une des principales techniques de prototypage rapide qui est employée lorsque le volume de production est faible. Il permet de produire un prototype et de le présenter au public avant sa production en série en économisant des coûts et beaucoup d'argent d'outillage. De plus, les propriétés physiques des produits en uréthane tels que décrits ci-dessus lui confèrent un avantage par rapport aux matériaux conventionnels qui ont moins de résistance et de dureté. Ainsi, si la quantité de production est faible, le moulage à l'uréthane est l'une des meilleures techniques de fabrication à appliquer qui est assez similaire à celle du moulage par injection qui est utilisée en cas de volume de production élevé et utilise un outil plus dur au lieu d'un outil souple.
Technologie industrielle
- Un cours accéléré sur le prototypage rapide dans la fabrication
- 5 faits amusants sur le prototypage rapide
- Guide de prototypage rapide pour le développement de produits
- Qu'est-ce que le prototypage rapide ? - Types et fonctionnement
- Prototypage rapide de PCB
- Sélection rapide du processus de prototypage
- Application de la technologie de prototypage rapide dans le moulage de précision
- Caractéristiques du prototypage aérospatial
- Avantages et applications du prototypage rapide