


Types de copeaux dans la coupe des métaux [Notes avec PDF]
Lors du processus de découpe de métaux de différentes formes et tailles, il y a une perte de matière sous forme de copeaux. Différents processus de coupe entraînent la production de différents types de copeaux. Par conséquent, dans cet article, je vais vous montrer les différents types de copeaux que l'on peut trouver lors de l'usinage de différents matériaux.
Qu'est-ce que le copeau dans le processus de coupe du métal ?
Afin de donner au métal la forme et la taille souhaitées, le métal supplémentaire est retiré de la surface métallique à l'aide de diverses machines-outils et techniques. Ce métal enlevé et déformé s'appelle une puce.
Avant d'approfondir la puce, examinons les terminologies de base utilisées lors de la coupe du métal.
Rake face :
C'est la face de l'outil de coupe utilisé.
Angle de coupe :
- C'est l'angle entre la face de coupe et la normale à la surface d'usinage.
- Un angle de coupe plus élevé assure une meilleure coupe et réduit également la force de coupe.
- Mais, il peut être augmenté dans une certaine limite car il réduit la réserve de métal disponible au niveau du râteau de l'outil et réduit ainsi la résistance de la pointe de l'outil ainsi que la dissipation de chaleur à travers l'outil.
- Elle doit être de l'ordre de 15 degrés et peut être nulle ou négative si nécessaire.
Angle de dégagement :
- C'est l'angle entre le dessous de l'outil (face de flanc) et la surface usinée.
- L'angle de dégagement est donné pour que l'outil ne frotte pas ou ne gâche pas la surface métallique.
- Il augmente les efforts de coupe et est donc utilisé de l'ordre de 5-6 degrés.
- C'est aussi appelé angle de relief.
Formation des copeaux :
- Lorsque l'outil entre en contact avec la surface métallique, il se produit une compression élastique puis une compression plastique de la face métallique en contact avec la face de coupe de l'outil. Cela développe un cisaillement et finalement une plastification ou une rupture commence.
- Enfin, le métal déformé ou le copeau coule sur la face de l'outil et est retiré.
- Le copeau sera retiré et se déformera davantage en raison du frottement, en fonction des conditions de coupe.
Types de copeaux dans l'usinage des métaux :
Il existe trois types de copeaux de base dans le processus de coupe du métal :
- Puces continues
- Puces discontinues
- Puces continues avec bords construits (BUE).
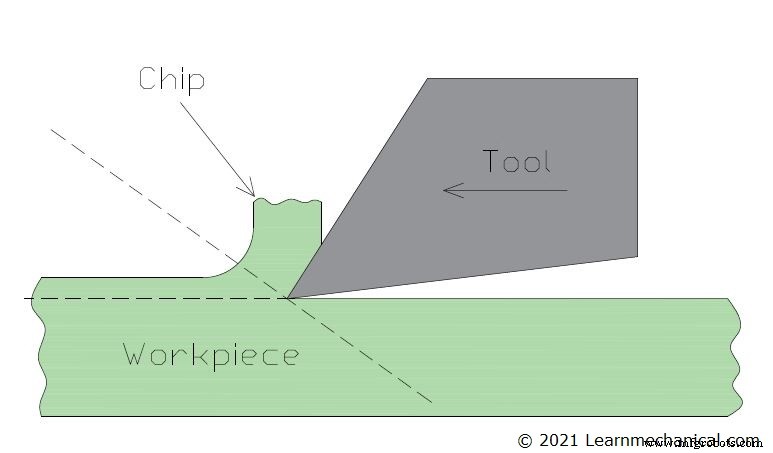
#1 Jetons continus :
Lorsque les copeaux formés pendant l'opération de coupe sont sans intervalles, ce type de copeaux est appelé copeaux continus. Ces copeaux se forment lors de la coupe d'un matériau ductile, par exemple de l'acier.
Raisons de la formation de puces continues :
- La vitesse de coupe doit être élevée :Pour la formation de copeaux métalliques continus, il est nécessaire que la vitesse de coupe ou vitesse de coupe soit élevée. Si la vitesse est suffisamment élevée, le nouveau matériau sera coupé avant la rupture du copeau.
- L'angle de coupe doit être important :Un plus grand angle de coupe aidera à la fluidité des copeaux de métal, créant ainsi des copeaux de métal continus.
- Le matériel doit être ductile :La ductilité d'un matériau est l'un des facteurs les plus importants dans la production de copeaux continus. Plus la ductilité est grande, plus les copeaux seront produits en continu.
- Le coefficient de frottement doit être le plus faible possible :Si le coefficient de frottement est élevé, il y aura une grande quantité de chaleur produite qui rendra le matériau cassant et ne conviendra pas à la production de copeaux continus.
- Profondeur de coupe :la profondeur de coupe pour produire des copeaux continus doit être faible. Si la profondeur de coupe est supérieure, cela aura tendance à casser les copeaux. Effets de copeaux continus et meilleure finition de surface. En raison de la faible profondeur de coupe et de la vitesse de coupe élevée, la finition de surface obtenue est excellente dans le cas de copeaux continus.
- Faible consommation d'énergie :Le faible coefficient de frottement et l'utilisation de lubrifiant entraînent une consommation d'énergie moindre lors du processus de coupe du métal en cas de copeaux continus.
- Meilleure durée de vie : La durée de vie de l'outil de coupe augmente car le matériau est ductile, les frottements sont moindres, et des lubrifiants sont utilisés.
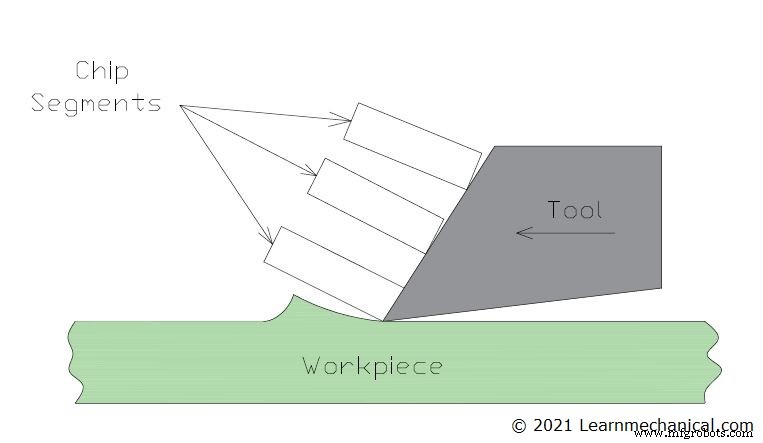
#2 Puces discontinues :
Lorsqu'il y a une cassure ou une fracture des copeaux lors du processus de coupe du métal, ces types de copeaux sont appelés copeaux discontinus. Ces copeaux se forment lorsque des matériaux fragiles comme la fonte sont coupés.
Raisons de la formation de puces discontinues :
- Faible vitesse de coupe :Une faible vitesse de coupe provoque la fracture du copeau avant que l'outil de coupe n'avance. Cela provoque la production de puces discontinues.
- angle de coupe faible :Un faible angle de coupe pousse le copeau vers l'extérieur au lieu de le courber, produisant ainsi des copeaux discontinus.
- Des matériaux fragiles sont utilisés :Contrairement aux matériaux ductiles, les matériaux fragiles ont tendance à casser d'où la formation de copeaux discontinus.
- Forces de frottement élevées :Comme indiqué précédemment, des forces de frottement élevées provoquent une génération de chaleur qui rend le matériau cassant, ce qui entraîne la formation de copeaux discontinus.
- Plus grande profondeur de coupe :Lorsque la profondeur de coupe augmente, l'épaisseur du matériau enlevé augmente également. L'augmentation de l'épaisseur du matériau provoque sa rupture, ce qui entraîne la formation de copeaux discontinus.
Effets des puces discontinues :
- Enlèvement de matière supérieur :Une plus grande quantité de matière est enlevée lors de la formation de copeaux discontinus, ce qui est utile lorsqu'il existe une énorme différence de taille entre la pièce et la dimension requise.
- Augmentation de la durée de vie de l'outil à basse vitesse : un faible angle de coupe contribue à augmenter la durée de vie de l'outil à basse vitesse.
- Les puces sont faciles à jeter : Les copeaux discontinus sont faciles à manipuler et à éliminer, en raison de leur petite taille et peuvent être facilement remplis dans un conteneur pour être éliminés ou recyclés.
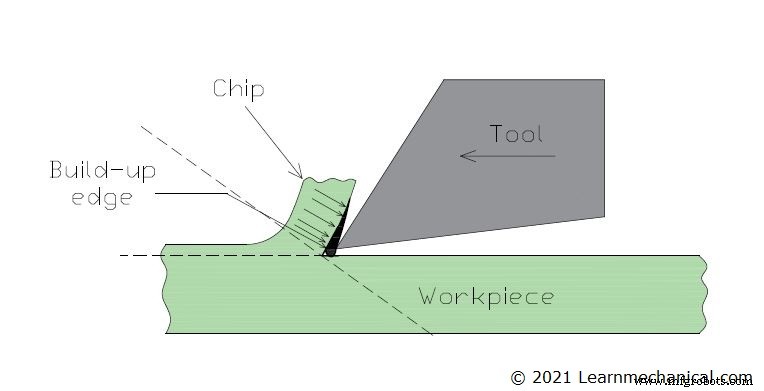
Puce continue #3 avec bord intégré (BUE) :
C'est le type de copeau continu formé lorsque le frottement entre l'outil et la pièce est très élevé. En raison du frottement et de la température élevés, une très petite quantité de matériau est soudée sur la puce.
Raisons de la création de BUE :
- Haute température :La principale raison de la formation d'un bord accumulé est due à une température excessive. En raison de la température très élevée (plus que le point de fusion du métal), une certaine quantité de métal est soudée, provoquant une accumulation sur la puce. Les autres raisons sont responsables de la température élevée.
- Frottement très élevé :La principale raison d'une augmentation de la température par rapport à l'outil et à la pièce est due au frottement élevé, qui à son tour devient la principale raison responsable de la formation d'arête rapportée.
- Liquide de refroidissement insuffisant : Un autre facteur responsable de l'augmentation de la température est l'utilisation insuffisante de liquide de refroidissement. Le liquide de refroidissement utilisé est généralement un mélange d'huile et d'eau.
- Type de matériau : Pour la formation d'un copeau continu, il est nécessaire que le matériau soit ductile. Ainsi, dans un matériau ductile, il y a formation d'un bord rapporté.
- Petit angle de coupe : Le petit angle de coupe est l'un des facteurs à cause desquels il y a formation d'arêtes rapportées. En effet, il est nécessaire à la formation de copeaux continus.
Effets des copeaux continus avec des bords accumulés :
- Durée de vie accrue de l'outil :La durée de vie de l'outil est augmentée car le copeau qui se forme protège l'outil des températures élevées, augmentant ainsi la durée de vie de l'outil.
- Finition de surface rugueuse :Il y a une formation de la surface rugueuse due à la présence de dépôts sur la surface de travail.
- Augmentation de la consommation d'énergie : En raison du petit angle de coupe et de la grande profondeur de coupe, la consommation d'énergie est augmentée.
Résumé :
Lors du processus de découpe des métaux, trois types de copeaux sont formés. La formation de copeaux continus donne un excellent état de surface qui a un impact positif sur la pièce.
La formation de copeaux discontinus a des effets à la fois positifs et négatifs sur la pièce. La formation du copeau continu avec des arêtes rapportées a un impact principalement négatif sur la pièce.
Technologie industrielle
- Steinerz est un atelier de fabrication et de découpe de métaux dans une petite ville avec des capacités ISO de grande envergure
- Qu'est-ce que l'estampage ? - Types, fonctionnement et application
- Qu'est-ce que le casting ? - Définition | Types de coulée
- Qu'est-ce que la formation de copeaux ? - Types de copeaux dans l'usinage des métaux
- Qu'est-ce que le placage métallique ? - Définition, types et avantages
- Types d'alliages métalliques
- Qu'est-ce que la formation de copeaux ? - Types de copeaux dans l'usinage des métaux
- Différents types de copeaux dans la coupe des métaux
- Différents types d'opérations de tôlerie avec diagramme