


Imprimantes 3D résine :SLA, DLP et LED-LCD
L'impression 3D de résines photopolymérisables a gagné du terrain ces dernières années pour devenir la deuxième technologie d'impression 3D la plus populaire après la FFF , à la fois dans les environnements professionnels et maker. Ce boom est le résultat de deux facteurs importants . D'une part, le coût inférieur des imprimantes 3D résine en raison de l'émergence de nouvelles technologies a placé les imprimantes à résine dans le même segment de prix que FFF. D'autre part, l'émergence de nouveaux matériaux tels que les résines dentaires, flexibles et techniques a permis de produire des pièces en résine qui n'étaient auparavant viables qu'avec FDM ou SLS.
Le principal atout de l'impression 3D résine, qui a attiré l'attention de certains secteurs professionnels comme la dentisterie ou la joaillerie , est la haute résolution il est capable d'atteindre, allant de 50 µm à 150 µm en XY et de 30 µm à 200 µm en Z , qui est inférieure à la résolution minimale d'une imprimante 3D FFF. En conséquence, les pièces imprimées en résine ont une haute qualité de surface et un haut niveau de détail, leur donnant la qualité esthétique la plus élevée de toutes les technologies de fabrication additive.
Base pour l'impression 3D en résine
L'impression 3D résine est basée sur un principe complètement différent de celui utilisé dans la plupart des technologies d'impression 3D telles que FFF ou SLS. Alors que dans ceux-ci, un polymère thermoplastique est utilisé comme point de départ et chauffé à la température de fusion pour former la pièce, l'impression à la résine est basée sur la polymérisation d'un mélange réactif de monomères et d'oligomères par application sélective de lumière. Cela signifie qu'au lieu d'utiliser le plastique comme matière première, dans l'impression à la résine, les composants de base qui composent le plastique sont utilisés et le plastique est formé par réaction chimique au cours du processus d'impression.
Les résines pour l'impression 3D sont principalement composées de trois composants :
Monomères et oligomères : Ce sont de petites molécules qui réagissent les unes avec les autres pour former un long polymère chaînes, qui sont le composant fondamental du plastique. La longueur de ces chaînes déterminera en grande partie leurs propriétés
Agent de réticulation : Se compose de molécules plus grandes ou plus petites avec deux groupes réactifs ou plus capable de se lier en divers points aux chaînes polymères. Sa fonction est de maintenir les chaînes fermement connectées les unes aux autres. En général, les plastiques formés en présence d'agents de réticulation donnent naissance à ce que l'on appelle des plastiques ou résines thermodurcissables.
Photoinitiateur : Ceci est responsable de la promotion de la réaction entre les monomères ou de ceux-ci avec l'agent de réticulation. Ce sont des molécules organiques, généralement des colorants ou des fluorophores, capables de produire des cations ou des radicaux libres en présence de lumière à une longueur d'onde donnée, initiant ainsi des réactions de polymérisation radicalaire ou cationique.
La lumière, généralement bleue (405 nm) ou violette (365 nm - 385 nm), est utilisée pour activer les photoamorceurs et solidifier la résine, car c'est la bande la plus énergétique du spectre visible. Pour ce faire, seules les zones qui feront partie de la pièce sont éclairées dans chaque calque.
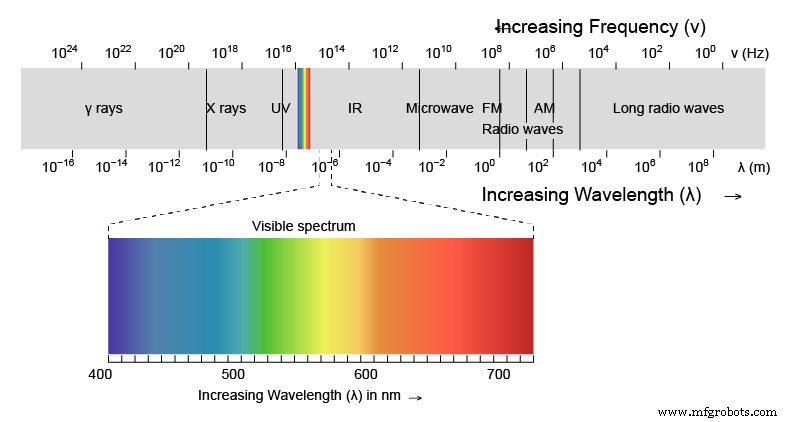
Image 1 :Spectre de la lumière visible. Source :Wikipédia.com
The 3D resin printing technologies are determined by the type of light source and the method of selective lighting used. Currently there are three common technologies:SLA, DLP and LED-LCD.
3D SLA printing
3D SLA or stereolithography printing is the oldest commercial 3D printing technology. It was developed during the first half of the 1980s and was patented in 1986 by 3D Systems founder Chuck Hull, just three years before Stratasys founder Scott Crump patented FDM technology.
In 3D SLA printing, the resin is cured using a laser beam between 150 and 300 µm in diameter. The laser sweeps the surface of each layer using a moving mirror system called a galvanometer. The main advantage of this technology is the high precision it can achieve , especially in the central area of the construction platform, which is only surpassed by SLS technology.
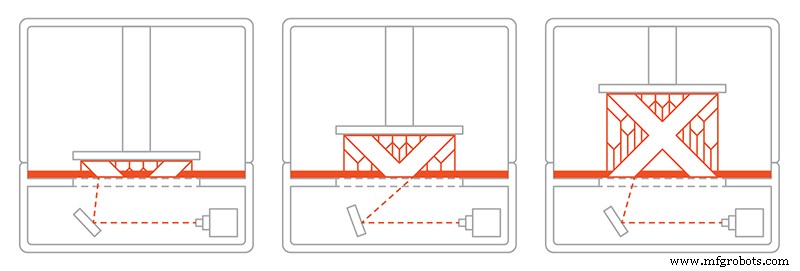
Image 2:SLA printing process. Source 3Dhubs.com
Another of its advantages, derived in part from this high precision, is that it achieves a superior surface finish to that obtained in DLP and LED-LCDs as it does not present the staircase effect that can be seen in the latter.

Image 3:Surface finish in 3D SLA and DLP printing. Source:Formlabs.com
However, not everything is an advantage, as this is the slowest resin printing technology. For each layer it is necessary to sweep the entire surface of the part with the laser, which is a slow process, which increases the more parts we position in the construction space. In addition, it is necessary to keep the sweeping speeds within a specific range, as very high speeds would result in a loss of precision, the main strength of this technology.
Video 1:How SLA printing works Source:Formlabs.com
This is the technology used by the renowned Formlabs printers , the benchmark brand for resin printing. Printers such as Form 3 or Form 3B use this technology in conjunction with high precision galvanometers to offer the highest quality standards in critical sectors such as high jewellery, dentistry or medicine.
 Image 4:Form 3B printer. Font:Formlabs.com
Image 4:Form 3B printer. Font:Formlabs.com
3D DLP printing
DLP 3D printing technology was developed with the aim of reducing 3D resin printing times . Instead of sweeping the surface of the part with a laser, the entire layer is projected simultaneously using a light source, a device consisting of a moving micro-mirror array known as a DMD (Digital Micromirror Device) and a set of lenses responsible for projecting the image onto the resin.
Video 2:How a DMD works. Source:TI.com
This technology was a revolution , since each layer is formed in a few seconds and the printing time is independent of the number of pieces placed on the base, only of the height of these.
Its main disadvantage is that the printing resolution is determined by the density of micro-mirrors that form the DMD and the projected surface. For the same DMD system, a larger printing surface will always result in a proportional decrease in resolution, which is not the case with SLA systems, where the resolution is determined by the diameter of the laser beam and is independent of the printing surface.
In addition, the use of projection lenses can cause distortions in areas far from the centre , which are greater the larger the construction size. It is possible to correct these distortions by using more complex optical systems, however, they often make the device very expensive and therefore not very popular.
The surface quality of the pieces is usually slightly lower than those produced by SLA, and in many cases the staircase effect appears.
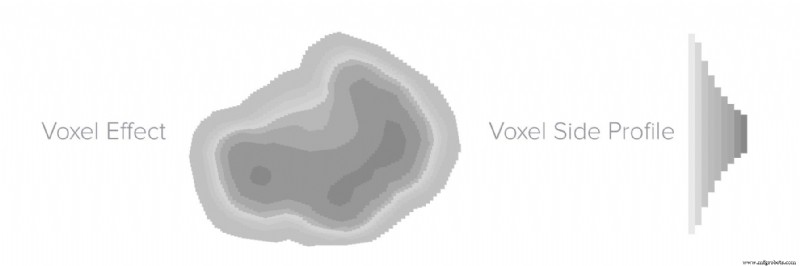
Image 5:Staircase effect derived from the use of square voxels in DLP Source:theorthocosmos.com
Although printing times were critically shortened, this technology did not displace SLA technology. Today, it is a technology that has fallen into disuse, displaced mainly by the appearance of LED-LCD technology.
3D LED-LCD or MSLA printing
It is the latest technology to reach the market and has experienced significant growth in recent years. It was developed as an evolution of DLP technology , and today has virtually replaced it.
Operation is similar to DLP technology, however, instead of reflecting light using a digital micromirror device (DMD), it uses an LCD device in which each pixel acts as a small window that blocks or lets light through.
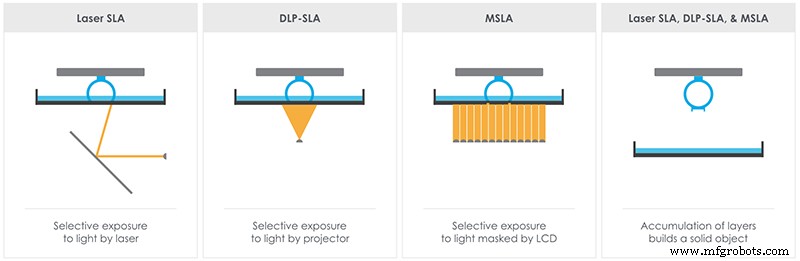
Image 6:SLA vs DLP vs MSLA. Source:theorthocosmos.com
LCD devices are the same as those used in mobile screens or TV or computer panels, so the cost is much lower than that of DMD devices. In addition, they are available in sizes from 3" to 80", so the projection is direct and perpendicular to the base over the entire surface. This avoids the use of expensive and complex projection lens systems and the distortions they cause in DLP produced parts.
Among its main advantages are its high printing speed and low cost . In addition, it outperforms DLP technology in two key ways. As noted above, perpendicular projection prevents distortion from the oblique projection provided by lenses in DLP systems. Secondly, LCD devices not only block or allow light to pass through, but can also filter it by varying the light intensity independently at each pixel. This makes it possible to use anti-aliasing processes that reduce the staircase effect and allow for surface qualities very close to those obtained by SLA
.
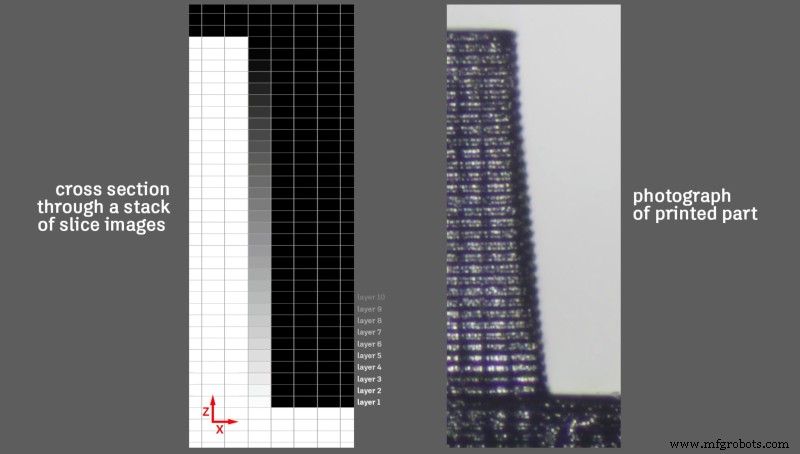
Image 7:Sub-pixel or anti-aliasing sampling to avoid staircase effect Source:hackaday.com
All of this has meant that its growth in recent years has not only displaced DLP technology but is beginning to replace SLA technology in industries such as dentistry, where SLA technology is a standard.
One of the main drawbacks is the high level of heating produced by the LED matrixes used , which means that effective cooling systems must be implemented to prevent the resin from heating up in long prints.
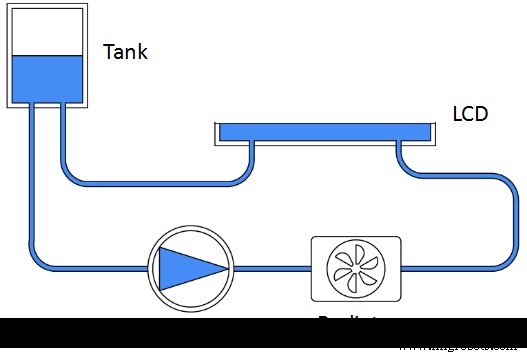
Image 8:Liquid cooling system of a Uniz printer. Source:Uniz.com
It is the technology present in all low-cost resin 3D printers and also the latest professional models such as the Uniz Slash.

Image 9:Uniz Slash Plus printer. Source:Uniz.com
Which technology to choose
Today the dilemma could be reduced to two technologies:SLA or LED-LCD.
Despite the growth of LED-LCD technology, SLA technology is still the majority in professional environments. There are two reasons for this, firstly the high quality and accuracy achieved by SLA with printers such as Formlabs is difficult to match. On the other hand, new technologies need a transition period to make room in companies due to the need to amortise current equipment and the distrust of new systems with low implementation in their sector.
However, the new professional LED-LCD printers, such as the Uniz, can provide an important competitive advantage by allowing small series to be produced with a quality similar to SLA and in a fraction of the time. For example, in the production of models for lost-wax moulding, which is widely used in some branches of the jewellery industry and which can lead to significant savings, not only in time and resources, but also in costs.
The decision between one or the other must be based on the user's needs between precision and production capacity. In many cases they should be thought of not as rival technologies, but as complementary, having a team dedicated to the production of small series and another for more delicate and precise works.
impression en 3D
- Entretien d'experts :un aperçu des imprimantes 3D SLA ultra-rapides et de qualité industrielle de Nexa3D
- Fabrication agile et impression 3D
- Technologies du futur :impression 3D
- Mythes et idées fausses sur les imprimantes 3D
- FDM vs SLA - Répartition du processus d'impression 3D
- Qu'est-ce que l'impression 3D ?
- SLA/DLP industriel vs SLA/DLP de bureau
- Impression 3D par stéréolithographie (SLA) :Présentation de la technologie
- Qu'est-ce que l'impression 3D résine ?