


Ender 3 (Pro, V2) meilleurs paramètres de support ; Le guide complet
Dans l'impression 3D, chaque nouvelle couche a besoin de quelque chose en dessous pour coller, il peut s'agir soit du lit, soit d'une couche précédente. Généralement, il serait préférable de concevoir une pièce pour tenir compte de cette limitation, mais il existe des supports lorsque ce n'est pas possible.
Les supports sont généralement évités car ils utilisent plus de matériau, allongent votre temps d'impression et peuvent être difficiles à retirer. Mais il existe certaines situations où les supports sont incontournables ou qu'ils améliorent la qualité d'impression finale. Avec un profil de trancheur bien réglé, les résultats peuvent être époustouflants et avec peu d'efforts de post-traitement.
Je vais entrer dans beaucoup plus de détails, mais si vous êtes pressé, ce sont de bons paramètres de support pour vous lancer sur un Ender 3 Pro/v2 :définissez la structure de support sur "Normal ", prise en charge du placement sur "Touching Buildplate", angle de surplomb entre 45º et 60º, densité de support à 20 %, distance de support Z à 0,2 mm et distance de support X/Y à 0,6 mm.
Dans les sections suivantes, je passerai en revue chacun d'eux et discuterai en détail de ce à quoi ils servent, et des heuristiques que vous pouvez utiliser pour les changer. De plus, je passerai également en revue quelques paramètres supplémentaires qui ne doivent pas rester inchangés.
Si vous ne voulez pas avoir à passer par tous les essais et erreurs que nous avons faits afin de trouver les paramètres idéaux pour créer des impressions de haute qualité sur votre Ender 3, alors consultez certainement nos propres profils Cura spécialement conçus pour la série d'imprimantes Ender 3 (vous pouvez toutes les obtenir pour seulement 7 $).
Que sont les supports et pourquoi les utilisons-nous ?
Les supports sont des structures imprimées qui ne font pas partie du modèle 3D, conçues pour empêcher l'impression en l'air. Les supports peuvent être soit générés automatiquement par le trancheur, soit modélisés au préalable lors de la conception de la pièce. Ces structures doivent ensuite être retirées de la pièce en post-traitement. Les imprimantes à double extrudeuse peuvent imprimer des supports hydrosolubles ou solubles dans les solvants, mais celles-ci ont un ensemble de règles et de paramètres différents qui ne seront pas abordés dans cet article.
Différents types de supports (Normal ou Arbre)
Les supports générés automatiquement peuvent être soit des structures simples constituées de lignes ou d'une grille, soit des structures plus complexes avec des branches arborescentes. La décision de choisir l'un plutôt que l'autre n'est pas toujours claire, mais pour les modèles plats ou carrés, les supports normaux devraient bien fonctionner et pour les figures plus organiques, les supports d'arbres laisseront une meilleure surface après avoir été retirés. Les deux dépendent fortement de la façon dont ils sont configurés, mais fondamentalement, les structures de support normales peuvent généralement être écrasées ou retirées et les supports d'arbre ont tendance à être plus solides. Les supports d'arbres rendront votre temps de tranchage sensiblement plus long, vous devrez donc être patient avec des modèles plus grands.
Différents modèles d'assistance
Les trancheuses ont de nombreux modèles de support différents pour les supports normaux, mais cela se résume à seulement deux catégories :fort ou fragile. Les structures entrelacées comme le motif quadrillé sont solides et se détachent en une seule pièce une fois l'impression terminée ou parfois, elles ne se détachent pas du tout parce qu'elles n'ont pas été réglées correctement. D'autre part, les structures fragiles comme les lignes, les zigzags ou les motifs concentriques peuvent être écrasées. Le nettoyage est plus compliqué mais ils sortent toujours d'une manière ou d'une autre. Ni l'un ni l'autre n'est meilleur pour chaque modèle, et c'est surtout une question de goût et des outils disponibles.
La première hypothèse la plus sensée serait d'utiliser des structures fragiles car elles impriment plus rapidement et utilisent moins de matériau. Néanmoins, si la structure est trop fragile, elle échouera et ruinera votre impression. Il existe d'autres paramètres pour rendre votre support plus robuste. Essayez d'activer le bord de support ou d'augmenter le nombre de lignes de mur de support à 1.
Qu'est-ce que le "placement d'assistance"
Le paramètre "Placement du support" vous permet de décider si les supports seront placés partout ou uniquement ceux qui touchent la plaque de construction. Lorsque vous sélectionnez "partout", les supports automatiques peuvent démarrer sur le modèle en cours d'impression. Cela signifie que lorsque vous retirez les supports, vous aurez une surface supplémentaire à nettoyer.
Si vous ne voulez pas que les supports démarrent sur le modèle, vous pouvez sélectionner "toucher la plaque de construction" et le trancheur ne générera des supports que là où il a une place libre sur la plaque de construction juste en dessous. C'est mieux pour le nettoyage, mais cela peut laisser des pièces non prises en charge qui ne s'imprimeront pas correctement. La dernière option consiste à passer à des "supports d'arborescence" qui ne commenceront que sur la plaque de construction mais étendront les branches partout où elles en auront besoin.
Densité de prise en charge
La densité de support fait référence au nombre de lignes qu'il imprimera pour constituer la structure de support comme il le fait avec le remplissage. Trop dense et les supports seront plus difficiles à retirer, utilisez plus de matière et imprimez plus longtemps. Trop épars et l'objet peut ne pas être bien pris en charge ou même pas du tout pris en charge. Un bon point de départ est de 20 %. Il faut vérifier sur la "vue des calques ” pour voir les supports générés. Avec cette vue, vous pourrez avoir une idée claire de la façon dont l'impression se déroulera et de la difficulté du nettoyage par la suite.
Que sont les surplombs et les ponts et comment limitent-ils l'impression ?
Lorsque l'imprimante essaie d'imprimer des éléments en porte-à-faux, le plastique est extrudé dans les airs et a tendance à se recourber ou à s'affaisser. Ces caractéristiques sont appelées surplombs et peuvent être imprimées jusqu'à un certain point avec le taux d'extrusion et le refroidissement corrects.
Un pont est également une caractéristique du modèle 3D et implique également une impression dans les airs. Cette fois, il y a un autre point d'ancrage en ligne droite où le mouvement d'impression se termine. Si les points d'ancrage sont suffisamment proches et que le refroidissement est suffisant, le toron en plastique reste presque à l'horizontale. Il y a toujours un certain affaissement, mais dans de nombreux cas, ça peut aller.
Imprimer un test de surplomb et de pontage
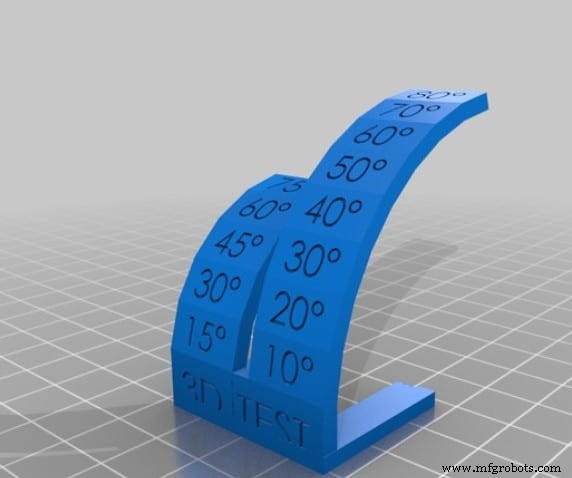
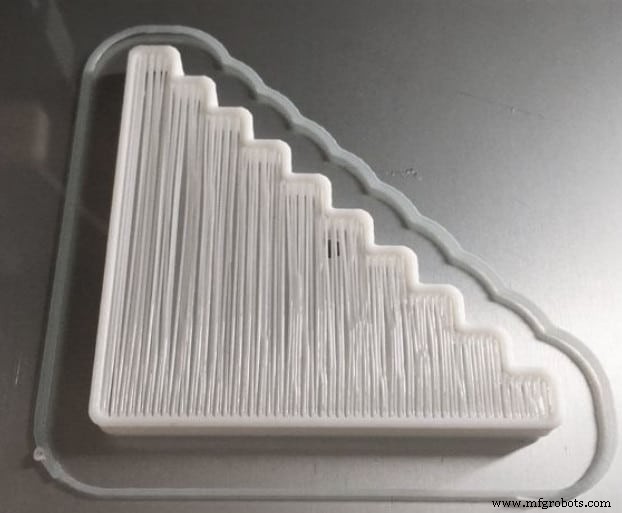
Pour connaître les capacités de surplomb et de pontage de votre imprimante, il existe des modèles conçus pour les tester. La vaste communauté a fait de nombreux tests mais vous trouverez ici deux modèles simples qui sont un bon début.
Ce que vous découvrez avec les tests peut généralement être amélioré en ajustant votre profil de découpage.
#1Test de pontage en porte-à-faux
Test de pontage en porte-à-faux #2
Angle de porte-à-faux, ponts et comment les améliorer
La plupart des imprimantes peuvent s'en tirer avec des surplombs d'angle de 45º, Ender 3 peut aller jusqu'à 60º avec les bons réglages. Le succès d'un pont dépend de l'affaissement que vous êtes prêt à accepter. Jusqu'à 5 mm, vous réussirez probablement. Plus que cela, vous devriez envisager de prendre le temps de régler votre imprimante ou d'utiliser des supports. Il est possible de faire des ponts de 150 mm avec certains filaments.
Un meilleur refroidissement peut entraîner de meilleurs surplombs et ponts, vérifiez que vous avez poussé le ventilateur à 100 % pour obtenir les meilleurs résultats en PLA et PETG. Pour d'autres polymères tels que l'ABS, cela peut entraîner un délaminage, alors soyez prudent.
Réduire la température d'impression jusqu'à 5 ou 10 ºC peut également aider avec les surplombs et les ponts, mais l'adhérence des couches sera également affectée. Si vous avez besoin de pièces solides, essayez de ne pas trop baisser la température d'extrusion.
Enfin, il y a le taux d'extrusion. Avec une légère sous-extrusion, les ponts et les surplombs auront une meilleure qualité, mais comme avec la température d'extrusion, l'adhérence de la couche de température sera également affectée et vous pouvez commencer à voir des pièces qui manquent de plastique. Vous pouvez jouer avec le débit dans la trancheuse en le diminuant de 1 à 5 % à chaque fois et voir les résultats.
Quelle est la distance Z de support et la distance X/Y ?
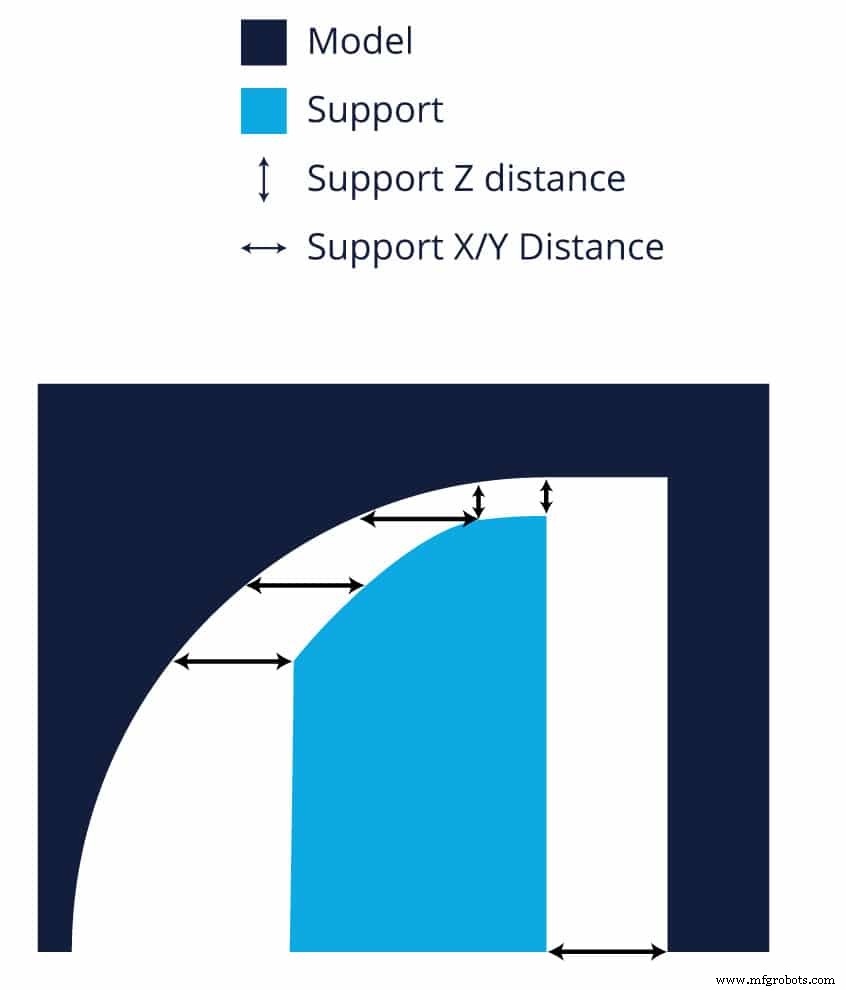
Une fois la structure de support imprimée, la machine doit laisser un espace avant d'imprimer une autre couche afin qu'elle ne colle pas trop bien. Cela facilite le processus de retrait mais laisse une certaine rugosité dans la surface de contact. Cet écart est appelé distance Z et il est recommandé de mesurer au moins une couche ou deux. 0,2 mm est généralement la norme, mais si la hauteur de votre couche est beaucoup plus petite ou plus élevée, vous devez la modifier. Plus l'écart est grand, plus il est facile à enlever, mais aussi plus la surface de contact est pauvre.
La distance X/Y, en revanche, n'est pas aussi sensible. C'est le dégagement que la trancheuse laisse dans la direction X et Y afin que les supports ne touchent pas le modèle. Une valeur de 0,6 mm ou 0,7 mm devrait convenir. Si vous rencontrez des problèmes pour détacher les supports, vous pouvez les agrandir.
Quand avez-vous besoin d'assistance ? (règles 45° &5mm)
Il existe deux règles pour les porte-à-faux et les ponts qui sont généralement pris en compte pour concevoir des pièces pour l'impression 3D et lors du tranchage.
- Si l'angle de porte-à-faux est supérieur à 45°, ils auront probablement besoin de supports.
- Si un pont est supérieur à 5 mm, il aura probablement besoin d'un support.
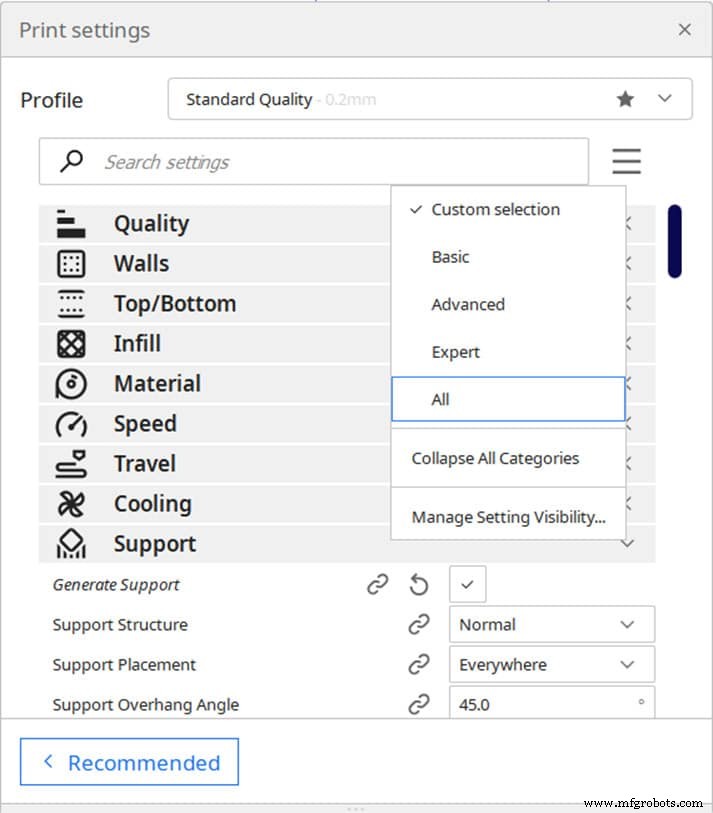
Comment accéder aux paramètres d'assistance dans Cura
Pour accéder aux paramètres de support, vous devez cliquer sur l'icône hamburger. Tous les paramètres de cet article devraient être disponibles lorsque vous sélectionnez "Avancé" dans le menu déroulant, à l'exception des supports d'arbres qui se trouvent sous "Expérimental" avec "expert" sélectionné.
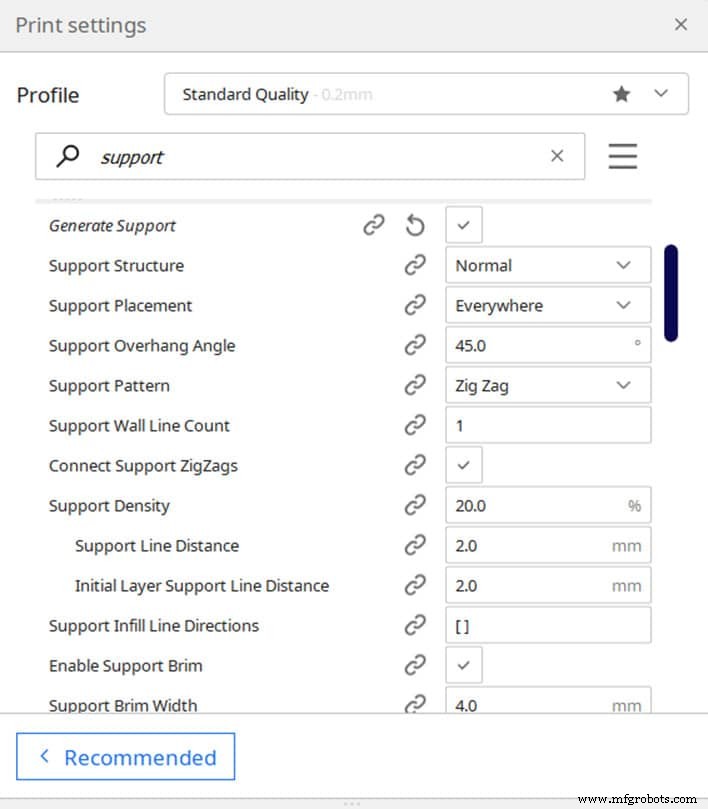
Paramètre de support idéal pour l'Ender 3
- Structure de support :normale
- Placement de l'assistance :"Toucher la plaque de construction"
- Angle de porte-à-faux de support :45º - 60º
- Modèle de support :Zig Zag
- Densité de prise en charge :20 %
- Distance Z de support :0,2 mm
- Prise en charge de la distance X/Y :0,6 mm
- Activer le toit de support
- Activer le bord de support
Si vous ne voulez pas avoir à passer par tous les essais et erreurs que nous avons effectués afin de trouver les paramètres idéaux pour créer des impressions de haute qualité sur votre Ender 3, alors consultez certainement nos propres profils Cura spécialement conçus pour la série d'imprimantes Ender 3 (vous pouvez toutes les obtenir pour seulement 7 $).
Conclusion
Le réglage correct des supports peut rendre l'expérience d'impression 3D beaucoup plus facile. Avec la règle de 45º et de 5 mm et quelques réglages, vous devriez être prêt à partir.
N'oubliez pas d'utiliser le mode calque sur le slicer pour vérifier les supports !
Consultez notre section de produits recommandés

Nous avons créé une section de produits recommandés qui vous permettra d'éliminer les conjectures et de réduire le temps passé à rechercher quelle imprimante, filament ou mises à niveau obtenir, car nous savons que cela peut être une tâche très ardue et qui entraîne généralement beaucoup de confusion. .
Nous avons sélectionné une poignée d'imprimantes 3D que nous considérons comme bonnes pour les débutants comme pour les intermédiaires, et même les experts, facilitant la décision, et les filaments, ainsi que les mises à niveau répertoriées, ont tous été testés par nos soins et soigneusement sélectionnés. , vous savez donc que celui que vous choisirez fonctionnera comme prévu.
impression en 3D
- Structures de support d'impression 3D :un guide complet
- Le guide complet pour choisir un moteur antidéflagrant
- Le guide complet du bon stockage des moteurs électriques
- L'atelier d'usinage CNC :Un guide complet
- Le guide complet de l'impression 3D
- Le guide complet des pièces usinées
- Les bases des freins humides industriels :un guide complet
- Votre guide des meilleures marques de grues
- Usinage CNC 5 axes :le guide complet