


Éliminez les défauts des bandes de chant en PVC grâce à une optimisation experte des machines
Lors de l'utilisation d'une plaqueuse de chants, deux des problèmes de qualité les plus courants (les bords écaillés et les lignes de colle épaisses) peuvent rapidement compromettre l'intégrité des produits finis. Ces défauts surviennent généralement lorsque les réglages de la machine ne sont pas synchronisés avec les caractéristiques de l’adhésif. Ce guide explique cinq problèmes de colle fréquents, compare les adhésifs EVA et PUR et fournit des solutions de réglage automatique exploitables pour restaurer des bandes de chant impeccables.
1. Colle pour bandes de chant EVA ou PUR
Les adhésifs thermofusibles constituent l’épine dorsale des bandes de chant en PVC. L'EVA (éthylène-acétate de vinyle) et le PUR (polyuréthane) sont les options les plus largement utilisées dans l'industrie.

Vous trouverez ci-dessous une comparaison concise des attributs clés :
Fonctionnalité Colle EVA Colle PUR Quel est le meilleur Force de liaison BonTrès fortPURRésistance à la chaleur MoyenÉlevéPURRésistance à l'humidité MediumHighPURVisibilité de la ligne de colle Plus visibleMinimal(Zéro ligne de colle)PURCoût LowerHigherEVARéparabilité Refroidissement physique ; peut être refonduDurcissement chimique ; irréversibleEVAExigence de la machine Machines standardsPlaqueuse de chants PUREVAApplication Mobilier standard (armoires, penderies), production en sérieMobilier haut de gamme (cuisines, salles de bains), climats humides/chaudsDépend des cas d'utilisation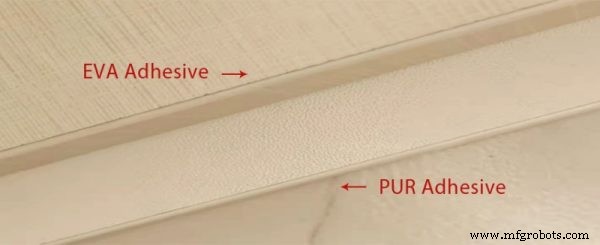
2. Cinq problèmes courants de colle et solutions de machine
Les bords écaillés, les lignes de colle visibles, les liaisons faibles, le délaminage induit par la chaleur et les dommages causés par l'humidité sont autant de symptômes d'un mauvais réglage de la machine ou d'un mauvais choix d'adhésif. Les sections suivantes détaillent chaque problème, sa cause première et comment le corriger grâce à des ajustements précis de la machine.
2.1 Décollage des bandes de chant
Pourquoi cela se produit : Une faible liaison adhésive causée par une température insuffisante ou des panneaux contaminés.
Corrections de machines :
- Stabiliser la température du pot de colle : Conserver l'EVA à 170-200°C ou le PUR à 110-130°C. Une chaleur constante garantit un flux fluide et une répartition uniforme.
- Nettoyer les bords du panneau : Utilisez des souffleurs de poussière ou une fraise préalable pour exposer une surface plane et sans poussière. La poussière ou l'humidité résiduelle affaiblit l'adhérence.
- Humidité du panneau de commande : Activez l'unité de préchauffage pour sécher l'humidité de la surface avant de coller.
2.2 Lignes de colle visibles
Pourquoi cela se produit : Application excessive ou pression inégale du rouleau, particulièrement visible sur les panneaux de couleur claire ou très brillants.
Corrections de machines :
- Réduire l'épaisseur de la colle : Objectif 80 à 120 g/m² pour l'EVA ou 60 à 90 g/m² pour le PUR. Une couverture adéquate sans excès évite la desquamation et le gaspillage.
- Ajuster la pression du rouleau : Calibrez à 4 à 6 bars (EVA) ou 5 à 7 bars (PUR) pour éliminer le surplus d'adhésif tout en maintenant un contact total.
- Concentrez-vous sur les panneaux à haute visibilité : Examinez particulièrement attentivement les panneaux clairs où les lignes de colle ressortent.

2.3 Mauvaise force d'adhérence et prédurcissement
Pourquoi cela se produit : Les vitesses d'alimentation lentes permettent à la colle thermofusible de refroidir et de durcir avant le contact.
Corrections de machines :
- Augmenter la vitesse du convoyeur : Exécutez à une vitesse de 12 à 23 m/min pour conserver la colle dans sa fenêtre collante optimale.
- Faire correspondre la température ambiante : Alignez la vitesse du convoyeur avec les conditions de l'atelier pour éviter un durcissement prématuré.
2.4 Délaminage des bords par temps chaud
Pourquoi l'EVA échoue : Les températures élevées ramollissent l'EVA, réduisant la force de liaison et provoquant le soulèvement des bords du PVC.
Corrections de machines :
- Passer à la colle PUR : La chimie réticulée du PUR résiste aux températures estivales élevées.
- Utilisez un système de fusion scellé : Les plaqueuses de chants PUR spécialisées empêchent l'interaction entre l'air et l'humidité avant l'application.
2.5 Dégâts d'eau et gonflement autour des bords
Pourquoi cela arrive : Des couches de colle épaisses ou poreuses permettent à l'humidité de pénétrer dans le bois, provoquant un gonflement.
Corrections de machines :
- Utilisez le PUR pour les cuisines et les salles de bains : La barrière imperméable du PUR bloque la pénétration de l'humidité.
- Activer le préchauffage : Séchez la surface du panneau avant de coller pour une adhérence plus forte.
- Mise à niveau vers le système à double pot de colle : Des machines comme la plaqueuse de chants automatique PUR E‑70JDSR vous permettent de basculer entre EVA et PUR à la demande.

3. Référence rapide :Tableau des paramètres et FAQ
3.1 Paramètres de machine recommandés
Les valeurs optimales varient selon la machine, le type de panneau et les objectifs de production. Utilisez le tableau ci-dessous comme référence.
Paramètres de la machine Fonction Référence EVA Référence PUR Conseil à l'opérateur Température du pot de colle Contrôle le débit de colle170-200°C110-130°C (préfusion)Maintient la température stable ; de grandes fluctuations dégradent la qualité du collage.Application de colle Contrôle la couverture et l'épaisseur80–120 g/m²60–90 g/m²Le PUR nécessite généralement une couche plus fine pour des bords plus nets.Pression du rouleau de pression Assure le contact4–6 bar5–7 barAugmentez la pression pour les panneaux épais en PVC ou à haute brillance.Vitesse d'alimentation Contrôle la fenêtre de collage12–23 m/min10–23 m/minAdaptez la vitesse à l'adhésif, au matériau du panneau et à l'épaisseur du bord.3.2 FAQ
Q1. Comment puis-je régler l'écart entre les rouleaux de colle ?
Commencez par l'écart standard de la machine, puis ajustez-le progressivement jusqu'à obtenir une couverture complète des bords sans écrasement excessif.
Q2. Quelle colle convient aux chants MDF, PET ou acryliques ?
Chants MDF : Utilisez EVA pour les meubles standard ; passez au PUR dans les cuisines et les salles de bains pour éviter les gonflements. Bords en PET et acrylique : Ces surfaces lisses nécessitent du PUR; assurez-vous que votre machine dispose d'une unité de grattage plate pour éviter les rayures brillantes.

Q3. Comment entretenir un système PUR ?
Rincer avec un nettoyant compatible lorsqu'il est chaud, éliminer les résidus durcis et garder l'humidité à l'extérieur. Un nettoyage régulier évite les obstructions.
Q4. Comment tester la force d'adhésion ?
Effectuez un test de pelage à 90° ou un test de traction. Une liaison solide extrait les fibres de bois du panneau ; si la surface reste propre, la liaison a échoué.
Q5. Meilleures méthodes pour les bords sans ligne de colle ?
Équilibrez la quantité de colle, la température, la pression du rouleau et la vitesse d'alimentation. Le PUR est idéal pour les bords sans couture sur les panneaux clairs ou très brillants.
Q6. Pourquoi les bords en PVC se soulèvent-ils dans des conditions chaudes ou humides ?
La chaleur adoucit l'EVA, tandis que l'humidité affaiblit la liaison. Dans de tels environnements, passez au PUR pour une adhérence supérieure.
4. Conclusion
L’efficacité des bandes de chant en PVC dépend de la sélection du bon adhésif, du calibrage des paramètres de la machine et du maintien des panneaux propres. En adaptant votre processus aux propriétés de la colle et à l’environnement de production, vous pouvez éliminer le pelage, les lignes de colle visibles et les défauts induits par l’humidité. Si vous envisagez de passer de l'EVA au PUR, investissez dans une machine avec un contrôle de température stable et un système de colle scellée pour un fonctionnement sans tracas.
Continuez à lire avec ces articles recommandés :
- Bande de chant en PVC ou en ABS :laquelle devriez-vous choisir ?
- Comment les usines de meubles bordent efficacement le contreplaqué à bandes
- 8 façons de gagner de l'argent avec une plaqueuse de chants
commande numérique par ordinateur
- Invitation exclusive pour les clients qatariens :visitez l'usine CNC avancée de Blue Elephant
- 50 conceptions de découpe laser non métalliques lucratives pour la réussite commerciale
- Accueil des clients égyptiens dans notre usine :découvrez le routeur CNC 2060 ATC
- Les bases des foyers à anneaux en métal
- Exemple de programmation de tour CNC
- pour usiner le titane
- Blue Elephant offre un service après-vente complet à ses clients de Hong Kong
- Machine de découpe de bois CNC Premium 1325 4x8 - Livrée en Mongolie
- Stratégie de fraisage CNC d'enlèvement de matière en vrac