


Réglage du décalage de travail sur la fraiseuse CNC Hermle UWF 851 avec commande Sinumerik
Cet article décrit brièvement l'ensemble du processus de réglage du décalage de travail sur la fraiseuse CNC Hermle UWF 851 avec la commande CNC Siemens Sinumerik.

Fraiseuse CNC Hermle UWF 851 avec commande CNC SINUMERIK 810
Maintenez le travail dans un étau de 5 à 10 mm de profondeur.
Préparation de la fraise
Serrez (saisissez) la fraise de Ø 12 mm dans le porte-outil à l'aide d'un dispositif de serrage de porte-outil.
Prenez le même porte-outil dans votre main gauche et appuyez sur le bouton de changement d'outil pour ouvrir le mécanisme de changement d'outil situé sur le côté droit de la tête de la fraiseuse cnc.
Placez le porte-outil dans la tête de la machine et poussez vers le haut, avec l'autre main appuyez sur le bouton de changement d'outil de fermeture à côté du bouton de changement d'outil.
Sélectionnez Jog Mod et appuyez sur> (bouton Page suivante) pour trouver la page Over Store. Sélectionnez la page Over Store.
Entrez S =450 (vitesse rmp) et M =03 (rotation CW).
Appuyez sur le bouton Cycle Start. La broche commencera à tourner.
Sélectionnez le module incrémental, dans ce module, les étalonnages 1 (0,001 mm), 10 (0,01 mm) et 100 (0,1 mm) peuvent être définis pour l'utilisation du volant.
Axes tels que X, Y, Z, C- les axes peuvent être sélectionnés à partir de la zone du clavier.
Réglage du décalage de travail sur l'axe X
Sélectionnez l'étalonnage 100 (0,1) et appuyez sur X pour activer l'axe X pour le mouvement.
Utilisez le volant pour rapprocher la fraise de la tâche sur le côté indiqué dans la figure ci-dessous (axe X).
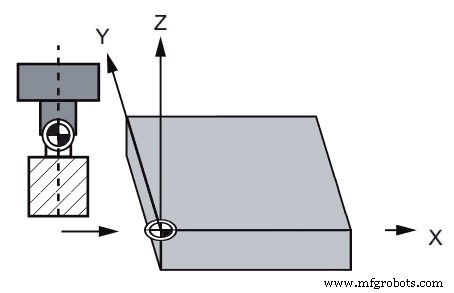
Réglage du décalage de travail sur l'axe X
Donnez à la fraise une certaine profondeur (5-10 mm).
Maintenant, déplacez-vous à nouveau dans l'axe X et lorsque vous êtes suffisamment proche pour ne pas voir l'écart entre votre travail et la fraise, réduisez l'étalonnage du module incrémentiel à 10 ( 0,01 mm), placez un morceau de papier entre le massicot et le travail.
Continuez à vous déplacer lentement, à un moment donné, votre papier va couper maintenant arrêtez-vous là, c'est la valeur de position de l'axe qui est nécessaire pour le réglage du décalage.
Saisie de la valeur de l'axe X dans Zero Offset
Amenez la page Zero Offset sur l'écran de contrôle cnc en appuyant sur la page de l'onglet Setting Data, puis sur la page de l'onglet Zero Offset.
Placez la valeur de l'axe X prise à l'étape ci-dessus dans Zero Offset (G54 X =………… …….).
Réglage du décalage de travail sur l'axe Y
Sélectionnez 100 (0,1 mm) Mod incrémental. Sélectionnez l'axe Z pour déplacer la fraise vers le haut.
Sélectionnez l'axe Y pour déplacer la fraise vers le côté indiqué dans la figure ci-dessous.
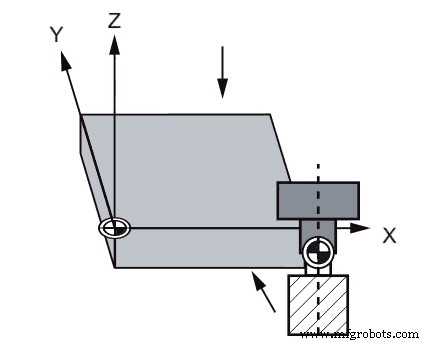
Axe Y de réglage du décalage de travail
Sélectionnez l'axe Z pour prendre une profondeur de coupe de 5 à 10 mm.
Sélectionnez l'axe Y pour vous rapprocher de la tâche.
Lorsque vous êtes suffisamment proche pour ne pas voir l'écart entre votre tâche et la cutter, réduisez le calibrage incrémental Mod à 10 (0,01 mm), placez un morceau de papier entre le cutter et le travail.
Continuez à avancer lentement, à un moment donné, votre papier sera coupé. C'est maintenant la position de l'axe Y qui sera utilisée pour le réglage du décalage zéro.
Saisie de la valeur de l'axe Y dans Zero Offset
Appuyez sur la page de l'onglet Setting Data, puis sur la page de l'onglet Zero Offset pour afficher la page Zero Offset. Entrez maintenant la valeur de l'axe Y prise à l'étape ci-dessus en
Placez la valeur dans Zero Offset (G54 Y =………………… ).
Maintenant, sélectionnez 100 (0,1 mm) Incrémental Mod. Sélectionnez l'axe Z pour déplacer la fraise vers le haut.
Pas encore terminé…
Une fois la procédure ci-dessus terminée, lorsque votre programme s'exécutera en mode automatique, votre découpeuse commencera (G00 X0 Y0) à travailler au point indiqué ci-dessous, ce qui est incorrect.
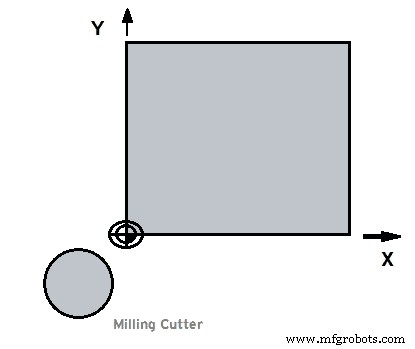
Position incorrecte de l'outil de réglage du décalage de travail
Dernière étape
Ce que nous voulons, c'est que la fraise commence au point médian exactement en haut du point de départ du travail, où les deux côtés (dont les valeurs sont mesurées ci-dessus) se rencontrent.
Comme c'est le bon point à partir duquel toutes les dimensions des composants sont calculé, voir dans la figure.
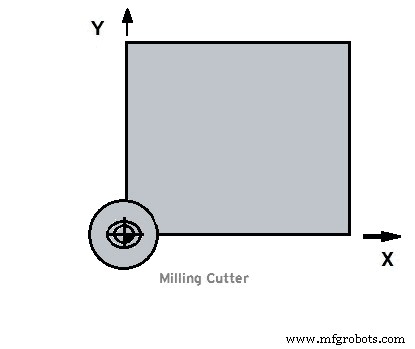
Position correcte de l'outil de réglage du décalage de travail
Pour corriger la position de la fraise, nous allons soustraire le rayon de la fraise qui est de 6 mm (car notre fraise est de Ø12 mm) de l'axe X et ajouter 6 mm à l'axe Y dans les valeurs Zero Offset X, Y.
commande numérique par ordinateur
- SIEMENS 808D Control System Cnc Wood Router Machine Start avec la date de sauvegarde
- Pourquoi faire affaire avec un atelier d'usinage avec une aléseuse CNC ?
- Qu'est-ce qu'une aléseuse CNC et comment fonctionne-t-elle ?
- Contrôle de la qualité dans l'usinage CNC
- Tour avec CNC
- Pourquoi s'embêter avec un tour de fraisage CNC?
- Décalage d'outil dans un tour CNC avec commande Fanuc
- Programmation CNC Sinumerik 840D
- Codes M Haas Mill