


Technologie du fraisage/tournage :comprendre les orientations des outils motorisés
Dans le dernier article de blog, nous avons abordé les bases de la technologie de fraisage-tournage. Aujourd'hui, je voudrais construire sur cette base de base. Un domaine de confusion pour de nombreux opérateurs est l'outillage - en particulier les descriptions d'orientation du porte-outil (outils radiaux par rapport aux outils axiaux). J'espère que nous pourrons éclaircir un peu cela pour certains d'entre vous qui ont du mal avec cela. J'aimerais également discuter de l'utilisation de différentes options d'outillage pour conserver les stations de tourelle lors de l'exécution de pièces qui ont beaucoup de fonctionnalités et d'opérations de coupe. Usiner des pièces complexes sans manquer de stations d'outillage est une difficulté courante lors de la création de pièces sur une machine de fraisage-tournage.
Supposons que vous utilisez une machine dotée d'une tourelle à 12 stations, et une fois que vous commencez à charger tous les outils nécessaires pour compléter toutes les fonctionnalités de la pièce, vous vous rendez compte que vous n'avez pas assez d'espace pour chaque outil. Que fais-tu? Eh bien, vous avez en fait deux options prévisibles…
La première option consiste simplement à exécuter la pièce dans plusieurs configurations, en usinant la plupart des fonctionnalités dans la première configuration, puis en configurant la machine pour exécuter les fonctionnalités restantes lors d'une opération de configuration distincte. Bien que ce ne soit pas le moyen le plus efficace de résoudre ce problème, cela fonctionnerait certainement !
La deuxième option que vous avez est de résoudre le problème avec des porte-outils multi-outils disponibles dans le commerce. Ces porte-outils vous permettront de monter plus d'un outil dans chaque station de tourelle et sont capables de contenir deux, quatre ou même six outils dans une seule station. Bien qu'un axe Y soit nécessaire pour bon nombre de ces types de supports, il s'agit d'une solution assez simple à un problème assez complexe.
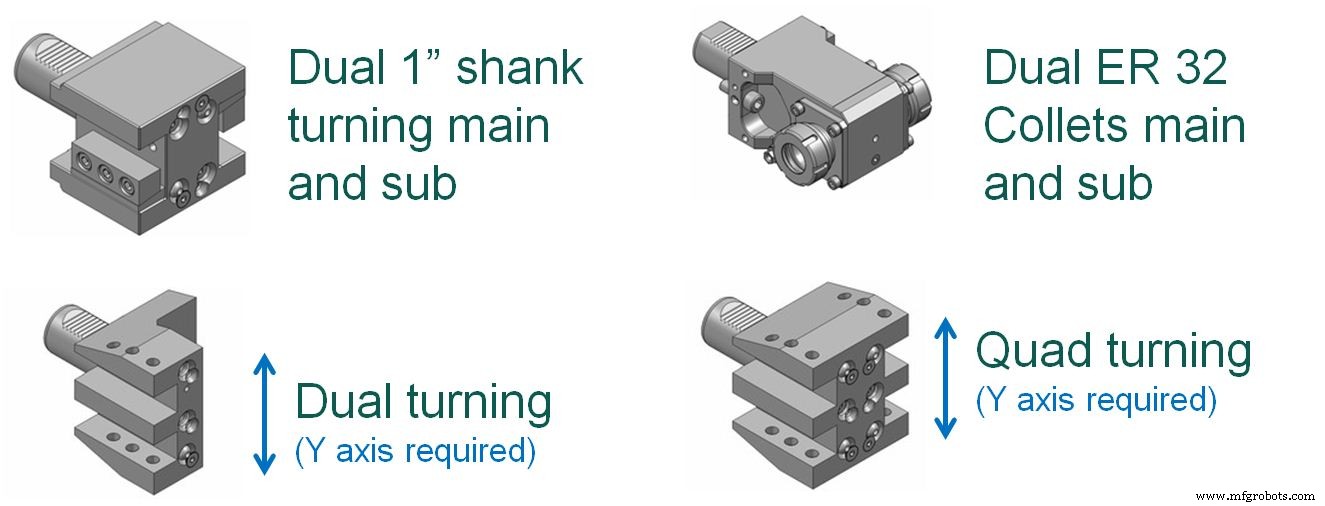
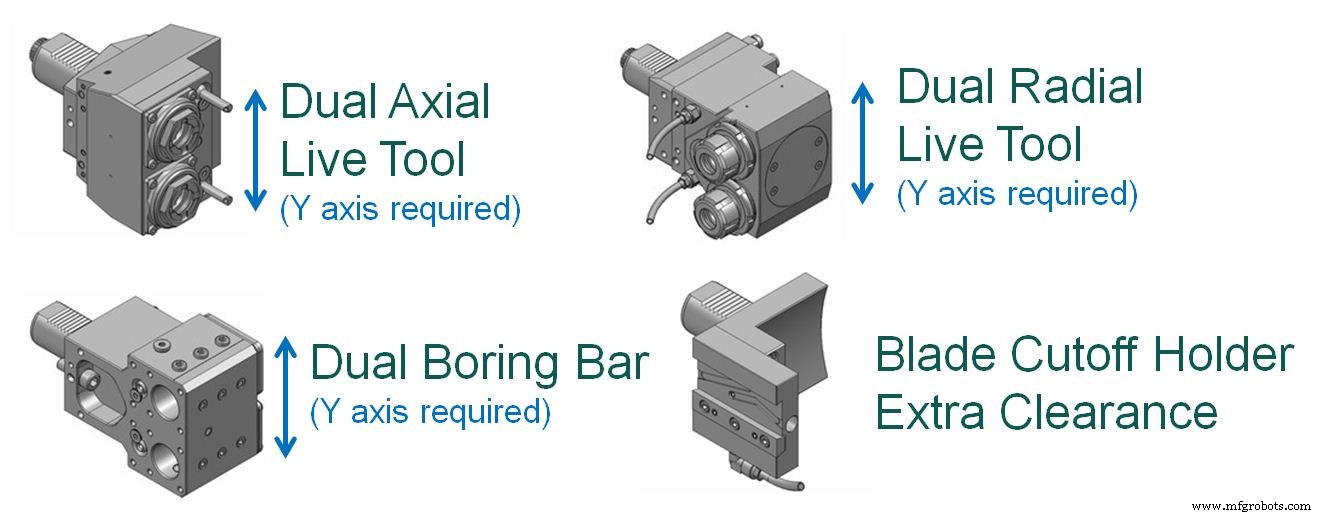
Non seulement les porte-outils créatifs et les options peuvent aider à résoudre le défi des stations de tourelle limitées, mais ils peuvent également être utilisés pour répondre à de nombreuses autres nécessités d'outillage telles que :outils à angle fixe, outils à angle réglable, outils de refendage et outils créés pour tourner les plats sur les pièces. (polygone tournant) extrêmement rapide.
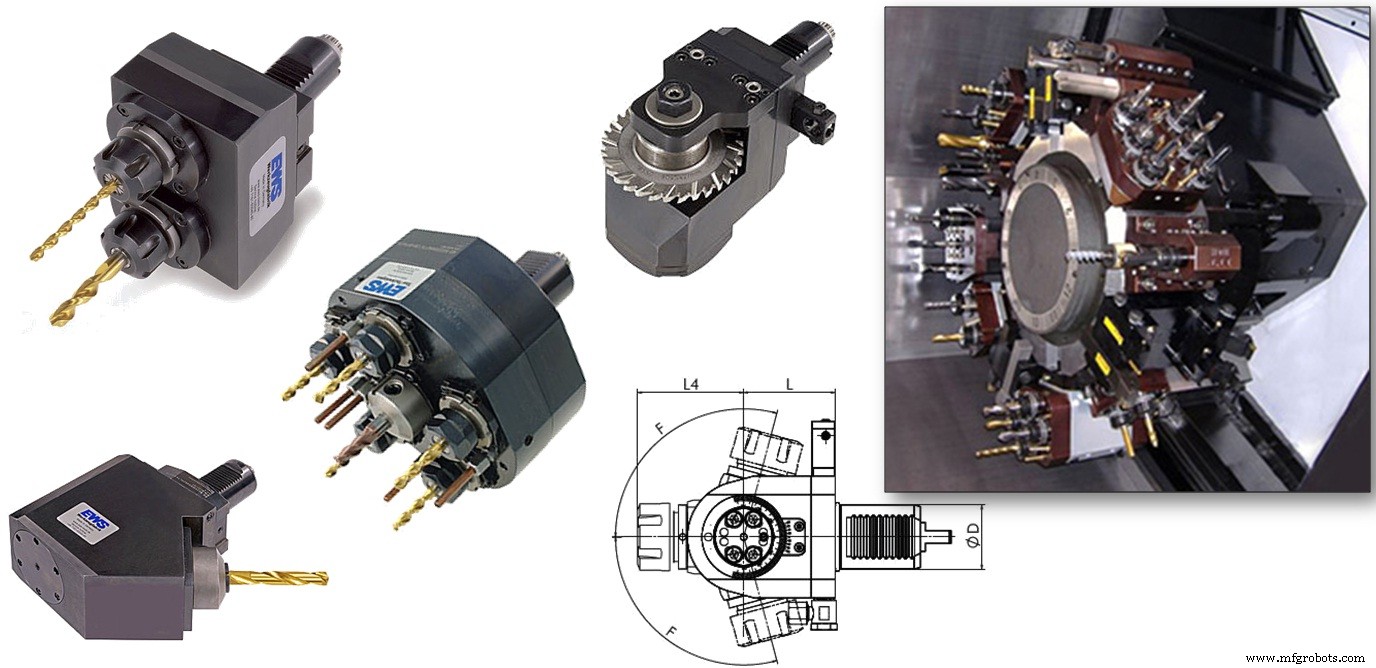
Nous devons maintenant discuter des orientations des porte-outils… outils radiaux contre outils axiaux. Bien que l'industrie soit assez cohérente en ce qui concerne la description du corps du porte-outil réel, c'est lorsque nous commençons à discuter de la programmation de ces outils et de la manière dont ils se montent réellement dans la tourelle que la confusion commence. Fondamentalement, lorsque vous faites affaire avec des entreprises d'outillage (comme Benz ou Eppinger), tous les porte-outils à angle droit que vous achetez sont considérés comme des outils radiaux, et tous les porte-outils droits sont des outils axiaux - cependant, lors de la programmation, ce n'est pas si facile. . Puisque je suis un Hurco-ite dévoué, je vais parler de la façon dont nous gérons cette énigme; mais chaque constructeur et programmeur (en particulier lors de la programmation conversationnelle) doit y remédier d'une manière ou d'une autre.

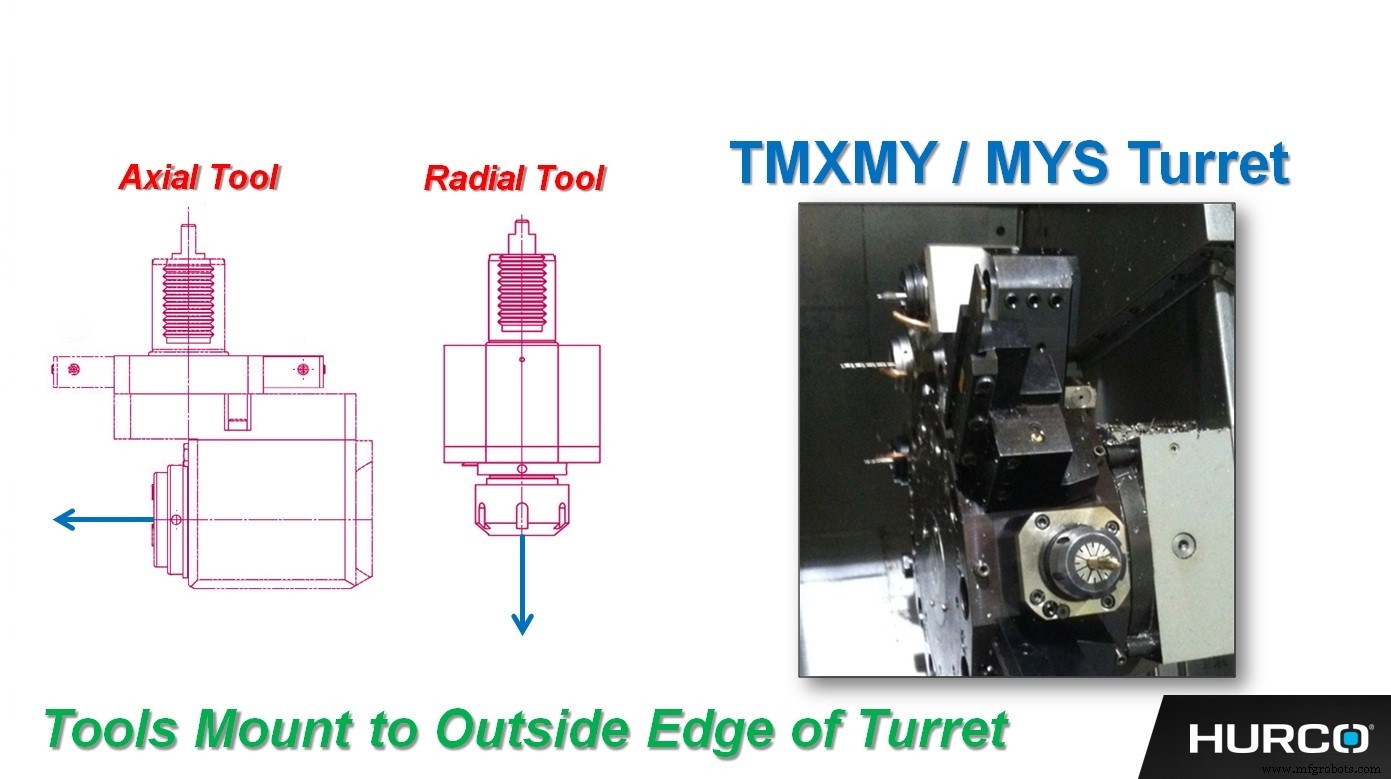
Pour comprendre correctement le défi, vous devez réaliser qu'il existe deux manières courantes de monter les outils dans la tourelle - soit directement sur la face de la tourelle, soit autour de la circonférence extérieure de la tourelle. … sans oublier qu'il existe même deux types distincts de conventions de montage de tourelle (VDI et BMT); mais c'est un sujet pour un autre jour. Pour nos besoins, concentrons-nous sur le type VDI (illustré ci-dessus).
Si vous deviez monter un porte-outil de chaque style dans une tourelle montée sur face (à angle droit et droit), vous auriez le porte-outil droit pointant vers le mandrin et l'outil à angle droit pointant vers le centre de la broche - parallèle à l'axe X. Cependant, si vous les montiez tous les deux dans une tourelle où les outils sont montés autour de la circonférence, vous auriez la situation exactement opposée.
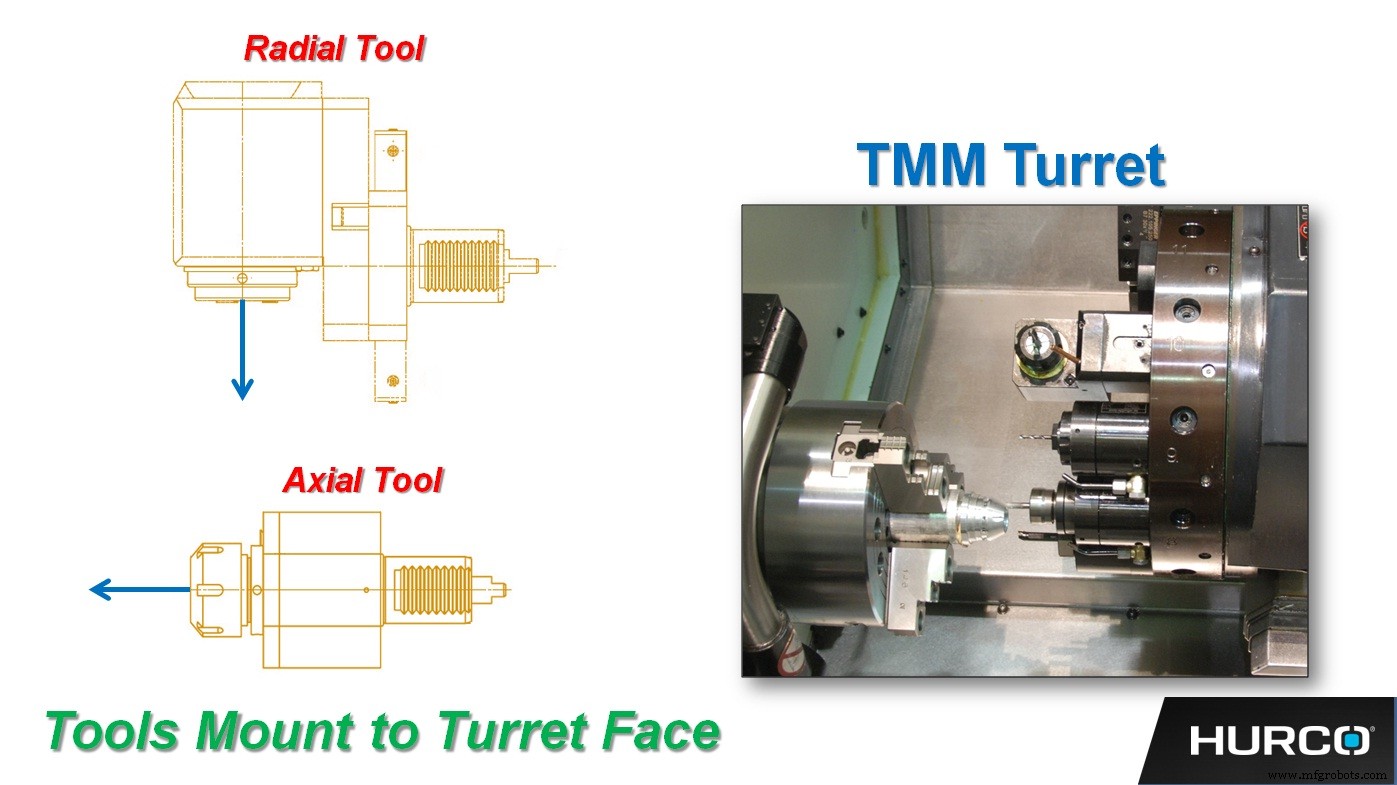
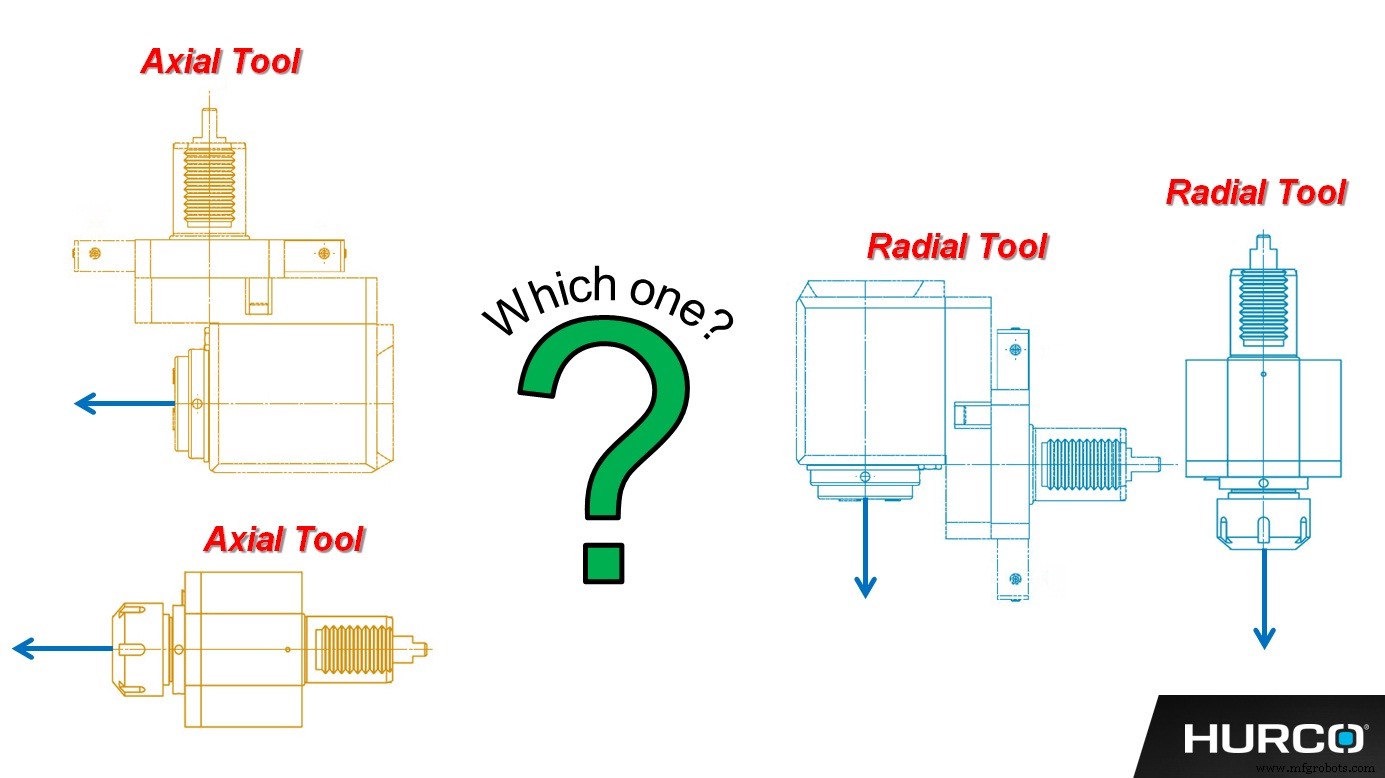
Pour programmer des outils motorisés dans la commande Hurco, nous devons normaliser la différence entre un outil radial et un outil axial. Nous avons décidé d'utiliser la direction dans laquelle pointe la pointe de l'outil… quel que soit le type de support dans lequel il est monté et le type de tourelle auquel il est attaché. Si la pointe de l'outil se trouve le long de l'axe Z, nous l'appelons un "outil axial", et si la pointe de l'outil se trouve le long de l'axe X (qui contrôle le rayon de la pièce), nous l'appelons un "outil radial". Une fois que vous avez compris cette standardisation de l'orientation des info-bulles, la programmation d'outils en direct, en particulier à l'aide du contrôle Hurco Conversational, devient un jeu d'enfant !
commande numérique par ordinateur
- Comprendre le fraisage CNC
- Qu'est-ce qu'un machiniste ?
- Comprendre le moulage sous pression
- Centre de tournage Live-Tool pour une planification de ligne flexible
- Comprendre la précision et le processus de la technologie de découpe laser
- Les Nuances de Mill Turn et Turn Mill :regardez de plus près !
- Porte-outils conventionnels et technologie de tourelle moderne :une comparaison
- Qu'est-ce qui rend les machines Turn Mill viables ?
- Les machines de tournage-fraisage sont des moteurs de productivité