


Réussir dans le travail du bois CNC
Développer une stratégie de direction de coupe réussie
Il existe un certain nombre de facteurs qui peuvent affecter les pratiques d'usinage du bois dans le travail du bois. Un aspect qui revient souvent pour certains bois durs est le sens de coupe, en particulier en ce qui concerne le motif du grain du bois. Le bois est un matériau anisotrope. Cela signifie que différentes propriétés du matériau sont présentées dans différentes directions de coupe. En termes de bois d'œuvre, il existe différentes qualités structurelles de bois liées à l'orientation du grain. Si la direction moyenne des fibres de cellulose est parallèle aux côtés de la pièce de bois, alors les grains sont dits droits. Tout écart par rapport à cette ligne parallèle et à la planche est considéré comme « contre-fil ». La figure 1 ci-dessous représente une planche à grain principalement droit avec des flèches indiquant les différents axes. Chacun de ces axes présente différents ensembles de propriétés mécaniques. En raison de ces différences, il faut être conscient de la trajectoire de l'outil dans le travail du bois et minimiser la quantité de forces de coupe placées sur la fraise afin de maximiser sa durée de vie.
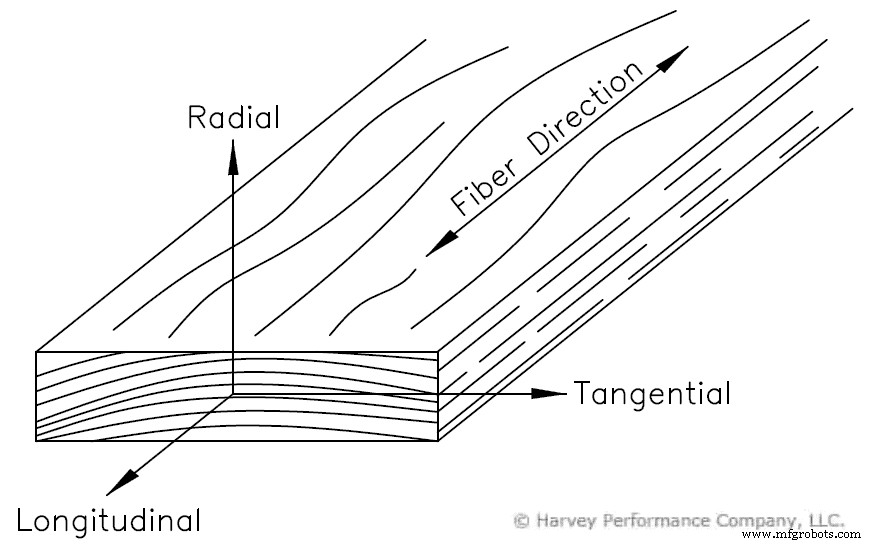
La coupe perpendiculaire au grain est connue sous le nom de coupe "à travers le grain" dans le travail du bois. Dans la figure 1 ci-dessus, cela serait considéré comme coupant dans la direction radiale ou tangentielle. La coupe parallèle au fil est connue sous le nom de coupe "le long du fil" (longitudinalement selon les termes de la figure 1). Plus vous vous rapprochez d'une coupe à 90° par rapport au grain du bois dans n'importe quelle direction, plus la force de coupe sera importante. Par exemple, un outil avec son axe central parallèle à la direction tangentielle et une trajectoire d'outil le long de la direction longitudinale aurait moins d'usure qu'un outil avec le même axe central mais se déplaçant dans la direction radiale. Le deuxième type d'orientation de l'outil coupe à travers plus de joints de grains et produit donc des efforts de coupe plus importants. Cependant, vous devez être prudent lorsque vous coupez dans le sens du fil, car cela peut provoquer des arrachements et entraîner une mauvaise finition de surface.
La bonne formation des copeaux de bois avec le travail du bois CNC
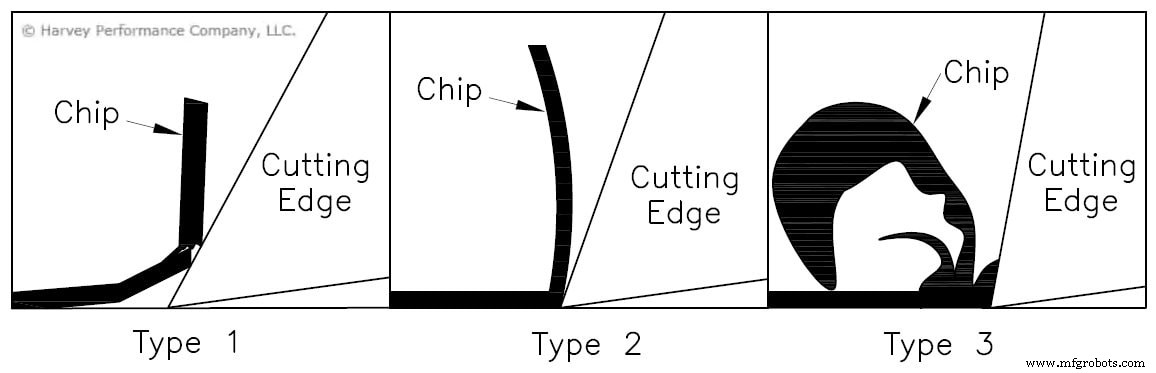
Lors de la coupe du bois parallèlement au grain, trois types de copeaux de base se forment. Lors de la coupe perpendiculaire au fil, les types de copeaux appartiennent généralement à ces 3 mêmes catégories, mais avec beaucoup plus de variabilité en raison de la large gamme de propriétés du bois par rapport au sens du fil.
Puces de type 1
Les copeaux de type 1 se forment lorsque le bois se fend devant le bord de coupe par clivage jusqu'à ce qu'une rupture de flexion se produise sous forme de poutre en porte-à-faux. Une grande force perpendiculaire au plan de cisaillement est produite, provoquant le fendage du bois devant le tranchant, formant cette minuscule poutre en porte-à-faux. Lorsque la force ascendante dépasse finalement la force de ce petit faisceau, il se brise. Ces types de copeaux provoquent relativement peu d'usure par rapport aux types 2 et 3, car le matériau se fend avant d'entrer en contact avec le bord pointu. Les fraises en bout avec des angles de coupe extrêmement élevés ou très faibles produisent souvent des copeaux de type 1. Cela est particulièrement vrai lors de l'usinage contre des pentes de fil supérieures à 25°. Les bois dont la teneur en humidité est inférieure à 8 % forment des copeaux discontinus et présentent un risque plus élevé d'arrachement.
Puces de type 2
Les copeaux de type 2 sont les plus recherchés des trois types en termes de finition de surface. Ils sont le résultat d'une rupture de matériau le long d'un plan de cisaillement diagonal, s'étendant de l'arête de coupe à la surface de la pièce. Les copeaux de type 2 se forment lorsqu'il existe un bon équilibre entre les propriétés du bois, les paramètres de coupe et la géométrie de la fraise. Les bois avec une teneur en humidité entre 8 % et 20 % ont beaucoup plus de chances de former des copeaux continus de type 2 tout en laissant une bonne finition de surface.
Puces de type 3
Le dernier type de copeaux se forme lorsque l'angle de coupe d'une fraise est beaucoup trop faible. Dans ce scénario, la force de coupe est presque parallèle à la direction de déplacement. Cela provoque l'écrasement d'un matériau mou, tel que le bois, plutôt que le cisaillement, laissant une mauvaise finition de surface. Généralement, la surface laissée ressemble à de minuscules faisceaux d'éléments en bois, un défaut de surface communément appelé «grain flou». Ce type de copeaux se produit plus fréquemment dans les bois tendres car la situation d'écrasement est aggravée dans les bois à faible densité.
Prolonger la durée de vie de l'outil lors du travail du bois
Règles empiriques sur les vitesses et les flux
Il existe plusieurs catégories différentes d'usure des outils qui se produisent lors du travail du bois cnc. Les règles générales d'usinage s'appliquent toujours car la vitesse de rotation a la plus grande influence sur le taux d'usure. Une alimentation excessive peut augmenter l'usure de l'outil de manière exponentielle et également provoquer la rupture de l'outil. Comme pour la plupart des opérations d'usinage, un équilibre entre ces deux est essentiel. Si vous cherchez à augmenter votre productivité en augmentant votre vitesse, vous devez augmenter votre avance proportionnellement afin de maintenir un équilibre qui maintient l'outil correctement engagé dans le matériau.
Bonne gestion de la chaleur
Lorsque les outils de coupe sont exposés à une chaleur élevée, ils commencent à s'user encore plus rapidement en raison de la corrosion. Le liant au cobalt présent dans la plupart des outils en carbure du marché commence à s'oxyder et à se détacher du tranchant. Cela déclenche une réaction en chaîne, car lorsque le liant est retiré, le carbure de tungstène se détache également. Différentes essences de bois et types de bois d'ingénierie ont des comportements corrosifs différents à des températures élevées. Il s'agit du type d'usure le plus constant observé lors de l'usinage de MDF ou de panneaux de particules. L'usure est due aux sels de chlore et de sulfate présents dans les adhésifs, car cela accélère la corrosion à haute température. Comme pour l'aluminium, lorsque la teneur en silice d'un bois augmente, sa corrosivité augmente également.
Généralement, une usure accrue des outils est observée dans le bois à forte teneur en humidité. Ce trait est dû à l'usure électrochimique accrue causée par les produits d'extraction du bois., La teneur en humidité du bois comprend des substances telles que les résines, les sucres, les huiles, les amidons, les alcaloïdes et les tanins en présence d'eau. Ces molécules réagissent avec la constitution métallique de l'outil de coupe et peuvent émousser le tranchant. Le carbure est plus résistant à ce type d'usure que l'acier rapide.
Meilleurs revêtements pour une durée de vie prolongée de l'outil dans le bois
Si vous voulez un outil plus durable qui conservera son tranchant (et qui ne le fait pas), vous voudrez peut-être envisager un revêtement en diamant amorphe. Il s'agit d'un revêtement extrêmement résistant à l'abrasion destiné aux opérations non ferreuses dans lesquelles la température de la zone de coupe ne dépasse pas 750 °F. Ce type de revêtement est l'un des revêtements les plus fins de Harvey Tool, minimisant ainsi le risque d'arrondissage des bords et maximisant la durabilité de ce bord.
Éviter les accidents courants du travail du bois
Déchirer
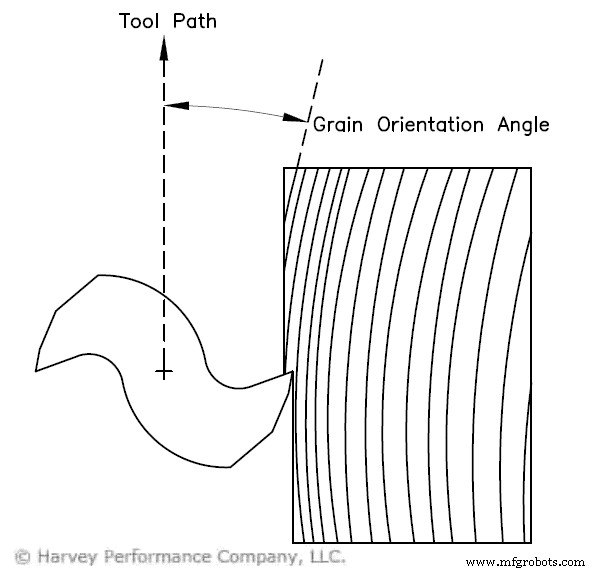
L'arrachement, parfois appelé grain ébréché ou éclatement, se produit lorsqu'un morceau du matériau en bois usiné se déchire de la pièce principale et laisse un défaut peu attrayant là où il se trouvait. C'est l'un des défauts les plus courants lors de l'usinage de produits en bois. Il existe de nombreuses raisons différentes pour lesquelles une déchirure se produit. Les caractéristiques des matériaux sont quelque chose à considérer. L'arrachement est plus susceptible de se produire si l'orientation du grain est inférieure à 20° par rapport à la trajectoire de l'outil, si la teneur en humidité du bois est trop faible ou si la densité du bois est trop faible. La figure 4 montre l'angle d'orientation du grain par rapport à la trajectoire de l'outil. En termes de paramètres d'usinage, cela peut également se produire si la charge de copeaux, la profondeur de coupe ou l'angle de coupe sont trop élevés.
Finition grain flou
Le grain flou ressemble à de petites touffes de bois attachées à la face nouvellement usinée et se produit lorsque les fibres de bois ne sont pas coupées correctement. Les outils de coupe peu inclinés ou émoussés indentent les fibres jusqu'à ce qu'elles se détachent de leur motif naturel à l'intérieur, provoquant la formation de copeaux de type 3, entraînant une mauvaise finition. Cela peut être exacerbé par une faible avance ou profondeur de coupe car l'outil n'est pas correctement engagé et laboure le matériau au lieu de le cisailler correctement. Les bois plus tendres avec des quantités de grain de plus en plus petites sont plus sensibles à ce type de défaut. Le bois juvénile est connu pour être particulièrement responsable du grain flou en raison de sa forte teneur en humidité.
Marques de brûlure
Les marques de brûlure sont un défaut particulièrement important dans le cas de l'usinage du bois, car ce n'est généralement pas un problème lors de l'usinage d'autres matériaux. Rester trop longtemps à un endroit, ne pas engager suffisamment la fraise en bout dans une coupe ou utiliser des outils émoussés crée une quantité excessive de chaleur par frottement, ce qui laisse des marques de brûlure. Certains bois (tels que l'érable ou le cerisier) sont plus sensibles aux marques de brûlure, par conséquent, les trajectoires d'outils pour ces types doivent être programmées judicieusement. Si vous rencontrez beaucoup de problèmes avec les marques de brûlure lors d'une opération particulière, vous pouvez essayer de pulvériser la fraise en bout avec un lubrifiant commercial ou une cire en pâte. Veillez à ne pas en utiliser trop car l'excès d'humidité peut provoquer des déformations. L'augmentation de l'engagement de votre outil ou la diminution du régime moteur peuvent également combattre les marques de brûlure.

Marques de copeaux
Les marques de copeaux sont des compressions peu profondes à la surface du bois qui ont été pulvérisées ou pressées dans la surface. Ces défauts peuvent gonfler avec une augmentation de la teneur en humidité, aggravant encore plus la finition. Ce type de défaut est généralement causé par une mauvaise évacuation des copeaux et peut généralement être corrigé en appliquant un liquide de refroidissement à jet d'air sur la zone de coupe pendant l'opération.
Céréales surélevées
Le grain surélevé, un autre défaut courant des bois, se produit lorsqu'une ou plusieurs parties de la pièce sont légèrement plus basses que le reste. Cette tache est particulièrement un problème lors de l'usinage de bois plus tendres avec des outils émoussés, car les fibres se déchirent et se déforment plutôt que d'être proprement cisaillées. Cet effet est accentué lors de l'usinage avec des avances lentes et le bois a une forte teneur en humidité. Les variations de gonflement et de retrait entre les sections de bois endommagées et non endommagées aggravent ce défaut. C'est pour cette raison que le grain surélevé est un spectacle courant sur les bois battus par les intempéries. Les dispositifs de maintien des pièces trop serrés peuvent également provoquer des grains surélevés.
Différenciation des fraises Harvey Tool pour la coupe du bois et de la coupe du plastique

https://www.harveytool.com/products/material-specific-end-mills/woodMachinists utilisent souvent des fraises en bout de coupe en plastique pour le travail du bois, car cet outil a des géométries internes très similaires à celles d'une fraise en bout pour le bois. Les deux outils ont de grandes vallées de cannelure et des arêtes de coupe vives, avantageuses pour l'usinage du plastique et du bois. La principale différence entre les couteaux en plastique Harvey Tool et les bûcherons est l'angle de coin (une combinaison du relief primaire et de l'angle de coupe). La ligne de bûcheron a un râteau inférieur mais a toujours un angle de relief élevé pour maintenir la netteté du tranchant. Le râteau inférieur est conçu pour ne pas être aussi "accrocheur" que les couteaux en plastique peuvent l'être lors du travail du bois. Il était destiné à cisailler le bois et à laisser une finition de surface de qualité en ne provoquant pas d'arrachement.
L'offre de fraises en bout pour le bois de Harvey Tool comprend des options de coupe vers le haut et vers le bas. L'option de coupe ascendante est conçue pour fraiser les bois naturels et d'ingénierie, avec un style à 2 cannelures et un angle de coin conçu pour cisailler les matériaux en fibre de bois sans provoquer de déchirure ni laisser une finition de grain floue. L'offre de coupe descendante est optimisée pour le fraisage de bois naturels et d'ingénierie et aide à prévenir le soulèvement sur les tables aspirantes.
Pour plus d'aide sur la réalisation d'une opération d'usinage réussie, ou pour plus d'informations sur l'offre de fraises en bout pour le bois de Harvey Tool, veuillez contacter l'équipe d'ingénieurs de Harvey Tool au 800-645-5609.
commande numérique par ordinateur
- Guide du prototypage CNC
- Guide de coupe CNC
- Bases de l'outillage CNC pour une meilleure coupe et sculpture du bois
- Meilleur routeur CNC pour le travail du bois
- Glossaire 2 des bits de routeur CNC
- Manuel complet des machines de découpe CNC
- Faites passer le travail du bois au niveau supérieur avec le routeur à bois CNC
- Comparaison du tour à bois CNC avec le tour à bois traditionnel
- En quoi le routeur CNC pour le travail du bois OMNI est-il bénéfique ?