


Aux prises avec le graphite :un guide d'usinage
Bien qu'il s'agisse d'un matériau plus tendre, le graphite est en fait l'un des matériaux les plus difficiles à usiner. Les machinistes doivent tenir compte de nombreuses considérations en termes d'outillage, d'utilisation de liquide de refroidissement et de sécurité personnelle lorsqu'il s'agit d'usiner ces pièces. Cet article "In The Loupe" examinera les propriétés des matériaux, les principales techniques d'usinage à prendre en compte et des conseils pour sélectionner correctement les outils de coupe pour réussir dans ce matériau délicat.
Qu'est-ce que le graphite ?
Bien que le graphite soit un allotrope du carbone, les deux termes ne sont pas simplement interchangeables. Le carbone est un élément qui peut former plusieurs allotropes différents, notamment le graphite, le diamant et la fullerite. Le graphite se trouve être la forme de carbone la plus stable et la plus courante, car le carbone se présente naturellement sous forme de graphite dans des conditions standard.
Le graphite est surtout reconnu pour sa conductivité supérieure et sa résistance à la chaleur élevée et à la corrosion. Cela en fait un matériau courant dans les situations de chaleur élevée et de haute pression dans les industries aérospatiale, des électrodes, nucléaire, énergétique et militaire.

Même si le graphite peut gérer facilement des situations de haute pression intenses, il s'agit en fait d'un matériau très doux, abrasif et cassant. Cela peut poser de sérieux problèmes lors de l'usinage, car le graphite peut consommer des outils de coupe et réduire considérablement la durée de vie d'un outil. Cependant, avec l'outillage et les techniques appropriés, il existe des moyens d'optimiser l'usinage du graphite pour qu'il soit plus rentable que la concurrence.
Techniques d'usinage du graphite
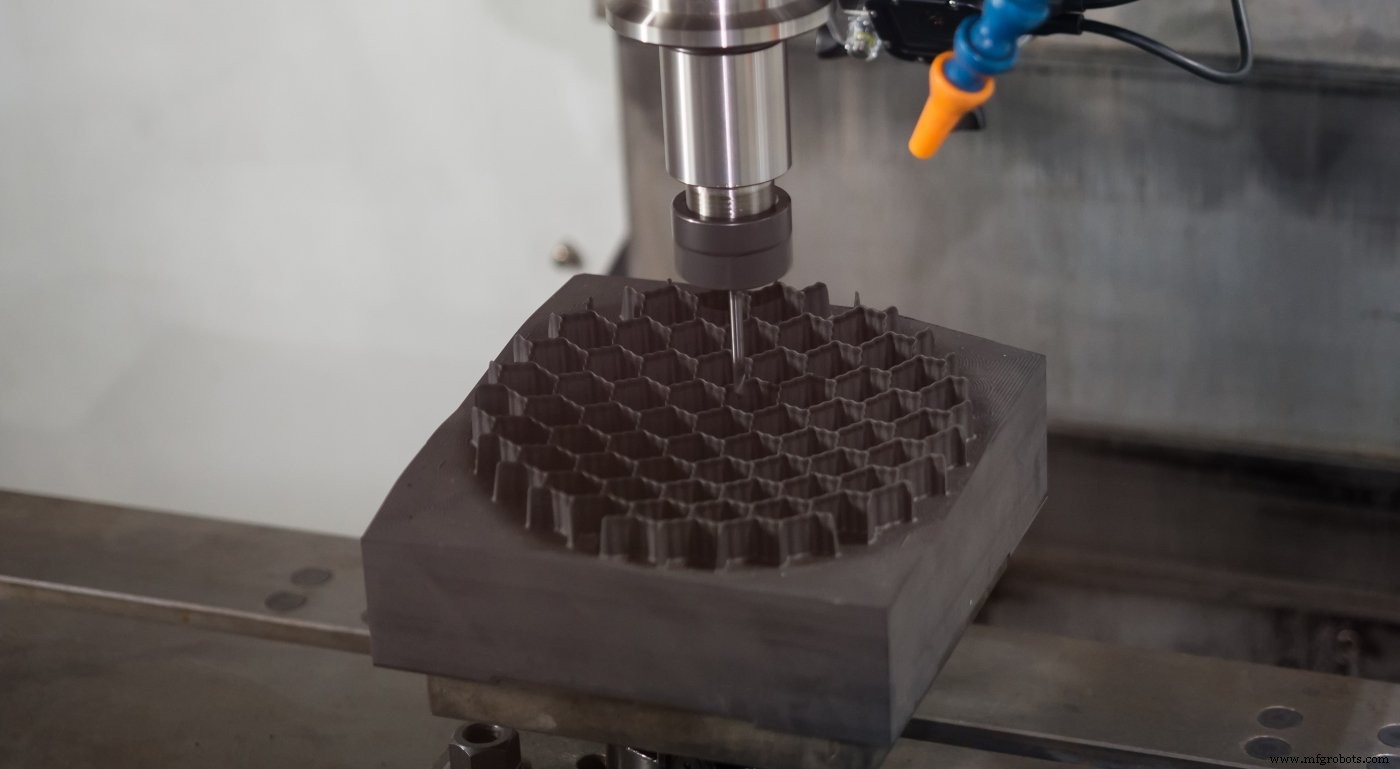
Étant donné que le graphite est un matériau si doux et cassant, une attention particulière doit être portée lors de l'usinage pour éviter de l'ébrécher. Pour obtenir une bonne coupe, il est recommandé de prendre des charges de copeaux légères et d'utiliser des vitesses d'avance plus faibles dans le graphite. Si vous deviez effectuer une coupe lourde à une vitesse d'avance rapide, vous commenceriez à ébrécher le graphite et pourriez le casser complètement. Pour donner un point de comparaison, les charges de copeaux pour le graphite sont similaires à celles des matériaux en aluminium, mais avec moins de la moitié de la vitesse d'alimentation.
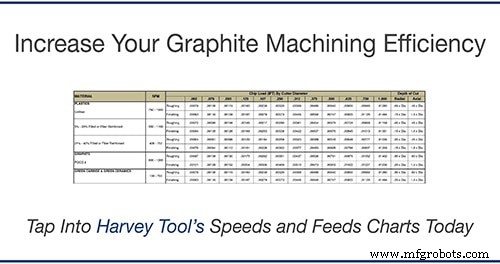
Pour vous donner une idée des vitesses et des avances pour le graphite, voici un exemple utilisant une fraise carrée 1/4″ Harvey Tool CVD Diamond Coated, 4 cannelures. Si cet outil fonctionnait à un RPM standard de 12 000 à 780 SFM, la charge de copeaux recommandée serait de 0,00292 pour une vitesse d'alimentation de 140 IPM.

En termes de configuration de la machine, le seul conseil majeur à retenir est de toujours éviter d'utiliser du liquide de refroidissement. Le graphite est un matériau assez poreux, et il peut donc absorber le liquide de refroidissement et agir comme une « éponge de liquide de refroidissement », ce qui causera des problèmes avec les pièces finies. À l'intérieur de la machine et sur l'outillage, le liquide de refroidissement peut en fait réagir avec la poussière de graphite et créer une boue abrasive, ce qui causera des problèmes lors de l'usinage. Un système d'aspiration est recommandé pour nettoyer le matériau lors de l'usinage du graphite. Sinon, les outils revêtus devraient pouvoir fonctionner à sec.
Une autre chose à noter lors de l'usinage du graphite est que, comme le graphite ne produit pas de copeaux, mais plutôt un nuage de poussière très abrasive, il peut être nocif pour les opérateurs et les machines sans un entretien approprié. Les opérateurs doivent porter un masque de protection pour éviter d'inhaler la poussière de graphite. Une bonne ventilation et le maintien de la qualité de l'air dans l'atelier sont également essentiels pour la protection des machinistes lorsqu'ils travaillent dans le graphite.
Étant donné que la poussière de graphite est également extrêmement conductrice, elle peut facilement endommager les circuits non protecteurs à l'intérieur de votre machine CNC, ce qui peut causer des problèmes électriques majeurs. Bien que le liquide de refroidissement ne soit pas recommandé, un système d'aspiration peut aider à éliminer la poussière, en l'empêchant de s'accumuler trop à l'intérieur de la machine et en évitant de graves problèmes.
Augmentez l'efficacité de votre usinage du graphite :exploitez dès aujourd'hui les tableaux de vitesses et d'avances de Harvey Tool
Outils de coupe pour l'usinage du graphite
Comme mentionné précédemment, le graphite est un tueur d'outils de coupe notoire en raison de sa nature extrêmement abrasive. Même les fraises en bout en carbure de la plus haute qualité, si elles ne sont pas revêtues, s'useront rapidement sur la plupart des travaux. Cette usure extrême peut forcer un changement d'outil au cours d'une opération, ce qui peut conduire à une imperfection de la pièce lors d'une tentative de reprise de l'opération là où l'outil usé s'est arrêté.
Lors de la sélection d'un outil de coupe pour l'usinage du graphite, le revêtement et l'arête de coupe sont les considérations les plus importantes. Le nombre de cannelures, les angles d'hélice et d'autres caractéristiques clés de la géométrie de l'outil passent finalement après le revêtement lors de l'achat de l'outillage.
Pour l'usinage du graphite, un revêtement diamant CVD (dépôt chimique en phase vapeur) est recommandé dans la mesure du possible pour maximiser la durée de vie et les performances de l'outil. Ces revêtements sont développés directement dans la fraise en carbure, améliorant la dureté et laissant l'outil avec une couche de revêtement 5 fois plus épaisse qu'un revêtement diamant PVD. Bien qu'il ne s'agisse pas de l'arête la plus tranchante, le revêtement en diamant CVD offre une durée de vie beaucoup plus longue que les autres revêtements en diamant en raison de la couche de diamant plus épaisse.
Même si les coûts d'outillage initiaux peuvent être plus élevés avec les outils revêtus CVD par rapport aux outils non revêtus, étant donné que les outils revêtus CVD ont une durée de vie considérablement plus longue que les outils non revêtus, cela réduit considérablement le coût par pièce. Dans les matériaux difficiles et abrasifs comme le graphite, l'outil en carbure non revêtu durera peu de temps avant que l'abrasivité du graphite n'use complètement le tranchant. Avoir un outil à revêtement CVD vous donnera une longueur d'avance sur la concurrence, maintiendra votre machine en marche avec moins de temps d'arrêt pour les changements d'outils et, en fin de compte, vous permettra de réaliser des économies substantielles.

Dans l'ensemble, le graphite peut être un matériau difficile à usiner, mais avec les bons outils de coupe et les vitesses et avances appropriées, vous fabriquerez des pièces de qualité en un rien de temps. Harvey Tool propose une large sélection de fraises en bout revêtues CVD dans différents diamètres, portées et longueurs de coupe pour vous assurer d'avoir ce dont vous avez besoin pour n'importe quel travail qui se présente à vous.
commande numérique par ordinateur
- Renégocier les coûts avec les fournisseurs existants :un guide
- Attaquer l'aluminium :un guide d'usinage
- Guide de sélection des matériaux pour l'usinage CNC
- Premiers pas avec l'IA dans l'assurance :un guide d'introduction
- Guide de sélection des matériaux d'usinage CNC
- Guide de sélection des plastiques CNC
- À quoi s'attendre pour l'usinage du graphite ?
- Coûts associés à l'usinage CNC de précision
- Usinage CNC 5 axes :le guide complet