


Perçage VS alésage VS alésage VS rodage, quelle est la différence ?
Selon les exigences de taille et de précision, l'usinage de trous de taille macro sur des surfaces solides nécessite plusieurs opérations de coupe de métal différentes. Le forage, l'alésage, l'alésage et le rodage sont des processus courants utilisés par les entreprises manufacturières. Tous les processus impliquent, dans une certaine mesure, la création de nouveaux trous dans la pièce ou la modification de trous existants. Le forage est le processus de forage, tandis que l'alésage agrandit le diamètre d'un trou existant. L'alésage et le rodage sont utilisés pour améliorer la finition de surface et les tolérances des trous existants. Les sections suivantes traiteront des similitudes et des différences entre les processus de forage, d'alésage, d'alésage et de rodage.
Perçage
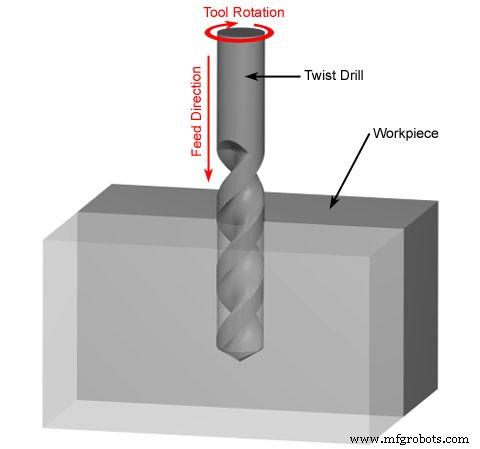
La précision de forage est faible, généralement seulement IT13 ~ IT11, et la rugosité de surface est également relativement grande, Ra est généralement de 50 ~ 12,5 m. Mais le taux d'enlèvement de métal de forage est élevé et l'efficacité de coupe est élevée. Le forage est principalement utilisé pour traiter des trous avec des exigences de qualité faibles, tels que des trous de boulons, des trous de fond filetés et des trous d'huile. Pour les trous nécessitant une précision d'usinage et une qualité de surface élevées, ils doivent être réalisés par alésage, alésage ou meulage lors du traitement ultérieur.
Le forage a les caractéristiques technologiques suivantes :
1. Le foret est facilement dévié.
Lors du perçage sur une perceuse, il est facile de faire en sorte que l'axe du trou soit décalé et non droit, mais le diamètre du trou ne change pas de manière significative; lors du perçage sur un tour, il est facile de provoquer le changement du diamètre du trou, mais l'axe du trou est toujours droit. Par conséquent, la face d'extrémité doit être traitée avant le perçage et un trou conique doit être pré-percé avec un foret ou un foret central pour faciliter le centrage du foret. Lors du perçage de petits trous et de trous profonds, afin d'éviter la déviation et la non-rectitude de l'axe du trou, la méthode de rotation de la pièce doit être utilisée autant que possible pour le perçage.
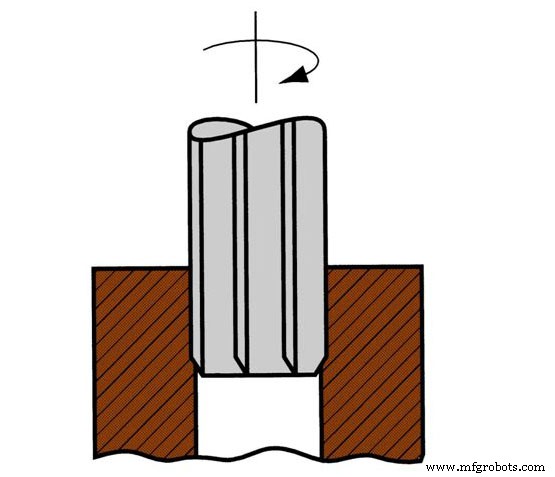
2. L'ouverture est facile à élargir.
Les forces radiales inégales des deux arêtes de coupe du foret pendant le forage entraîneront une expansion du diamètre du trou ; la déviation de coupe lors du perçage du tour horizontal est également une raison importante de l'expansion du diamètre du trou; de plus, le faux-rond radial du foret est également la raison de l'expansion du diamètre du trou.
3. La qualité de surface des trous est mauvaise.
Les copeaux de forage sont relativement larges et sont forcés de s'enrouler dans le trou. Lorsqu'ils s'écoulent, ils frottent contre la paroi du trou et rayent la surface traitée.
4. Grande force axiale pendant le perçage.
Ceci est principalement causé par le bord biseauté du foret. Ainsi, lorsque le diamètre de perçage est d>30mm, le perçage est généralement réalisé en deux temps. Percez (0,5 ~ 0,7)d pour la première fois et percez au diamètre de trou requis pour la deuxième fois. Étant donné que l'arête du burin ne participe pas à la coupe pour la deuxième fois, une avance plus importante peut être utilisée pour améliorer la qualité de surface et la productivité du trou.
Alésage
L'alésage est un processus de coupe qui consiste à utiliser un outil de coupe rotatif pour créer une paroi intérieure lisse dans un trou existant dans une pièce. Les outils de coupe rotatifs utilisés pour l'alésage sont appelés alésoirs. Comme les forets, les alésoirs peuvent également retirer de la matière de la pièce sur laquelle ils sont utilisés. Cependant, l'alésoir enlève beaucoup moins de matière que le foret. L'objectif principal de l'alésage est de créer des parois lisses dans les trous existants.
L'alésage est une méthode de finition des trous sur la base de la semi-finition (alésage ou alésage semi-finition). Par rapport au meulage et à l'alésage, la productivité d'alésage est élevée et la précision du trou est facilement garantie. Cependant, l'alésage ne peut pas corriger l'erreur de position de l'axe du trou et la précision de la position du trou doit être garantie par le processus précédent. La tolérance de taille du trou d'alésage peut atteindre IT9 ~ IT6 et la valeur de rugosité de surface peut atteindre Ra3,2 ~ 0,2 μm.
Ennuyeux
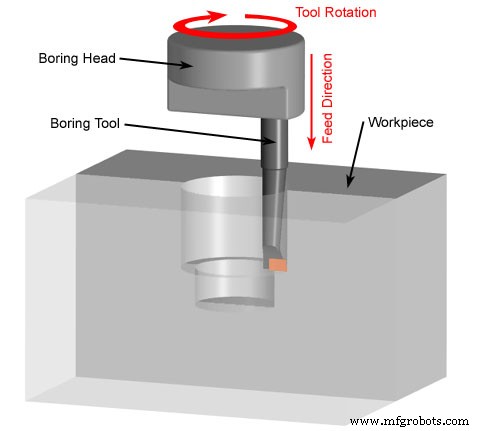
L'alésage est un processus de coupe qui implique l'utilisation d'un outil de coupe à point unique ou d'une tête d'alésage pour agrandir un trou existant dans une pièce. Cela contraste fortement avec le perçage, qui consiste à créer un premier trou dans la pièce.
Le diamètre du trou d'alésage n'est pas limité par la taille de l'outil et la capacité de correction des erreurs d'alésage est forte. La coupe multiple peut corriger l'erreur de déviation de l'axe du trou d'origine et le trou d'alésage est cohérent avec la surface de positionnement. Haute précision de positionnement.
La gamme de traitement de l'alésage est très large et des trous de différentes tailles et différents niveaux de précision peuvent être traités. Pour les trous et les séries de trous qui nécessitent un diamètre, une taille et une précision de position importants, l'alésage est une bonne méthode de traitement. La précision d'alésage est IT9~IT7 et la rugosité de surface est Ra 3,2~0,8m. L'alésage peut être utilisé dans les aléseuses, les tours, les fraiseuses et autres machines-outils, avec une grande flexibilité et de nombreuses applications de production.
Caractéristiques du processus d'alésage
(1) L'adaptabilité de l'alésage est forte.
L'alésage peut être effectué sur la base de trous de forage, de coulée et de forgeage. La gamme de degrés de tolérance dimensionnelle réalisables et de valeurs de rugosité de surface est large; à l'exception des trous petits et profonds, des trous de différents diamètres et de différents types de structures peuvent presque être percés.
(2) Difficile de contrôler la qualité ennuyeuse
L'alésage peut corriger efficacement l'erreur de position du trou d'origine, mais comme le diamètre de la barre d'alésage est limité par le diamètre du trou, sa rigidité est généralement médiocre, facile à plier et à vibrer, de sorte que le contrôle de la qualité d'alésage (particulièrement long et fin trous) n'est pas aussi pratique que l'alésage.
(3) La productivité du forage est faible.
Parce que l'alésage nécessite plusieurs passes avec une profondeur de coupe et une alimentation plus petites pour réduire la déformation en flexion de la barre d'outils, et l'alésage sur les aléseuses et les fraiseuses nécessite d'ajuster la position radiale de l'outil d'alésage sur la barre d'outils, donc L'opération est compliquée et chronophage.
(4) L'alésage est largement utilisé dans le traitement des trous de diverses pièces dans la production en une seule pièce et en petites séries.
Dans la production de masse, l'alésage des trous de roulement du support et du corps de boîte nécessite une matrice d'alésage.

(source de https://thehemloft.com/drilling-vs-boring-vs-reaming/)
Aiguiser
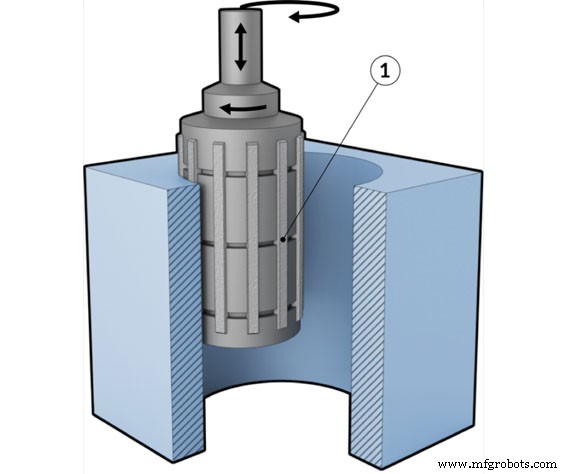
Le rodage consiste à utiliser une tête de rodage avec une tige de rodage pour polir le trou. Le rodage a une large gamme d'applications. Il peut traiter la fonte, l'acier trempé et non trempé, le bronze, etc., mais il ne convient pas au traitement des métaux plastiques faciles à bloquer la pierre à huile. Le diamètre du processus de rodage est de Φ5 ~ Φ500mm, et des trous profonds avec L/D>10 peuvent également être traités. Par conséquent, il est largement utilisé pour traiter les cylindres de moteur, les cylindres hydrauliques et divers trous de canon.
Caractéristiques du processus de rodage
- Le rodage peut atteindre une précision dimensionnelle et une précision de forme plus élevées, et la précision d'usinage est IT7 ~ IT6. Les erreurs de circularité et de cylindricité du trou peuvent être contrôlées, mais le rodage ne peut pas améliorer la précision de la position du trou en cours d'usinage.
- Une qualité de surface élevée peut être obtenue par rodage, la rugosité de surface Ra est de 0,2 à 0,025 m et la profondeur de la couche de défaut de détérioration du métal de surface est très faible (2,5 à 25 m).
- Par rapport à la vitesse de meulage, la vitesse circonférentielle de la tête de rodage n'est pas élevée (VC=16~60m/min). Cependant, en raison de la grande surface de contact entre la bande de rodage et la pièce et de la vitesse de va-et-vient élevée (VA =8 ~ 20 m/min), l'efficacité de rodage est encore relativement élevée.
Processus de fabrication
- Soudage à main levée vs soudage à main levée :quelle est la différence ?
- Fer contre acier :quelle est la différence ?
- Clous coupés ou clous métalliques :quelle est la différence ?
- Découpe plasma vs laser :quelle est la différence ?
- Fraisage vs meulage :quelle est la différence ?
- Moteur à courant continu ou à courant alternatif :quelle est la différence ?
- Quelle est la différence entre le polissage et le polissage ?
- Estampage à matrice progressive ou à matrice de transfert :quelle est la différence ?
- Différence entre forage, alésage et alésage