


Savez-vous vraiment ce qu'est l'EDM ?
Peut-être êtes-vous quotidiennement exposé à l'EDM en production, mais connaissez-vous bien l'EDM ?
Tout d'abord, savez-vous comment la technologie EDM est née ? En 1943, lorsque Lazarenko et sa femme, académiciens de l'ancienne Académie des sciences de l'Union soviétique, ont étudié le phénomène et les causes des dommages causés par la corrosion par décharge d'étincelles aux contacts de commutation, ils ont découvert que la température élevée instantanée de l'étincelle électrique pouvait faire fondre et vaporiser les métaux locaux. et les éroder.
Les gens utilisent également Wire EDM Service à travers la méthode pour terminer efficacement et rapidement le processus de traitement des produits dans les domaines des produits industriels et de la fabrication de pièces.
Alors, quel est le principe de l'EDM ? Continuons à lire pour comprendre le principe de l'usinage électrique et son processus de mécanisme microscopique.
Quel type de méthode de traitement peut être appelé EDM ?
L'EDM est une méthode de traitement qui fond et érode les matériaux grâce à la haute température (température instantanée jusqu'à 10 000 °C) générée lors du processus microscopique de décharge pulsée.
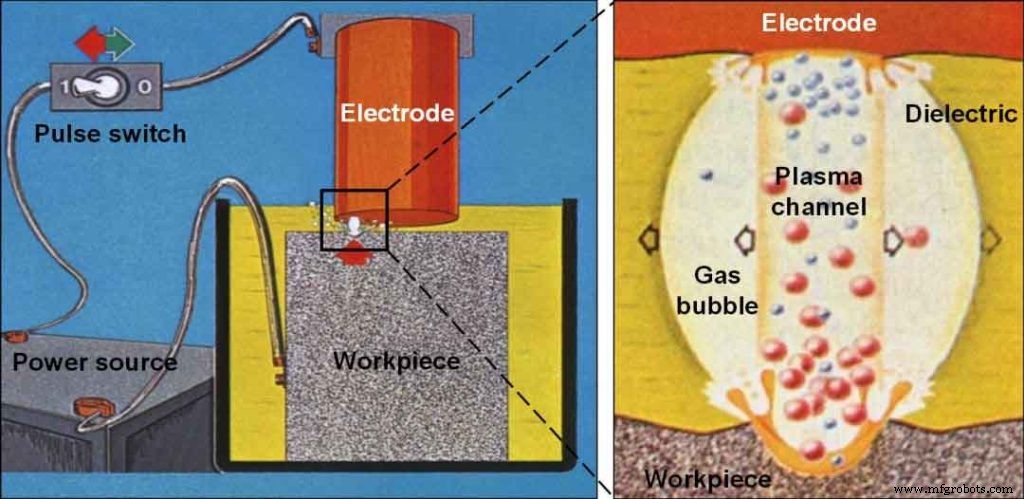
Processus microscopique d'une décharge pulsée
L'EDM est le processus d'élimination continue du métal par décharge électrique. Bien que le temps d'une décharge impulsionnelle soit court, il s'agit d'un processus complexe dû à l'action combinée de l'électromagnétisme, de la thermodynamique et de la mécanique des fluides. En résumé, le processus d'une décharge pulsée peut être divisé en plusieurs étapes :
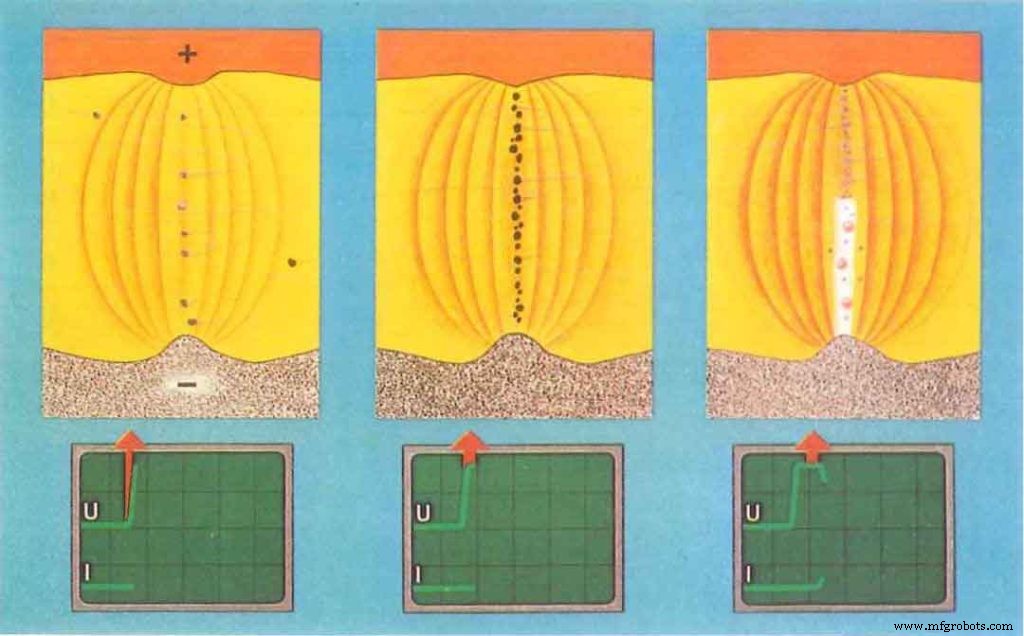
Ionisation, claquage et formation des canaux de décharge des diélectriques interpolaires
Lorsqu'une tension pulsée est appliquée entre l'électrode de l'outil et la pièce, un champ électrique se forme immédiatement entre les deux électrodes. L'intensité du champ électrique est proportionnelle à la tension et inversement proportionnelle à la distance. Avec l'augmentation de la tension entre les électrodes ou la diminution de la distance entre les électrodes, l'intensité du champ électrique entre les électrodes augmentera également.
Étant donné que la surface microscopique de l'électrode de l'outil et de la pièce est inégale et que la distance entre les électrodes est très petite, l'intensité du champ électrique entre les électrodes est très inégale et l'intensité du champ électrique au point ou à la pointe en saillie la plus proche de les deux électrodes est généralement la plus grande. Lorsque l'intensité du champ électrique augmente jusqu'à une certaine quantité, le diélectrique est décomposé, la résistance de l'intervalle de décharge diminue rapidement de l'état isolant à une fraction d'ohm et le courant d'intervalle augmente rapidement jusqu'à une valeur maximale.
En raison du petit diamètre du canal, la densité de courant dans le canal est élevée. La tension d'écart chute rapidement de la tension de claquage à la tension de maintien de l'étincelle (généralement environ 20 ~ 30 V), et le courant passe de 0 à un certain courant de crête.
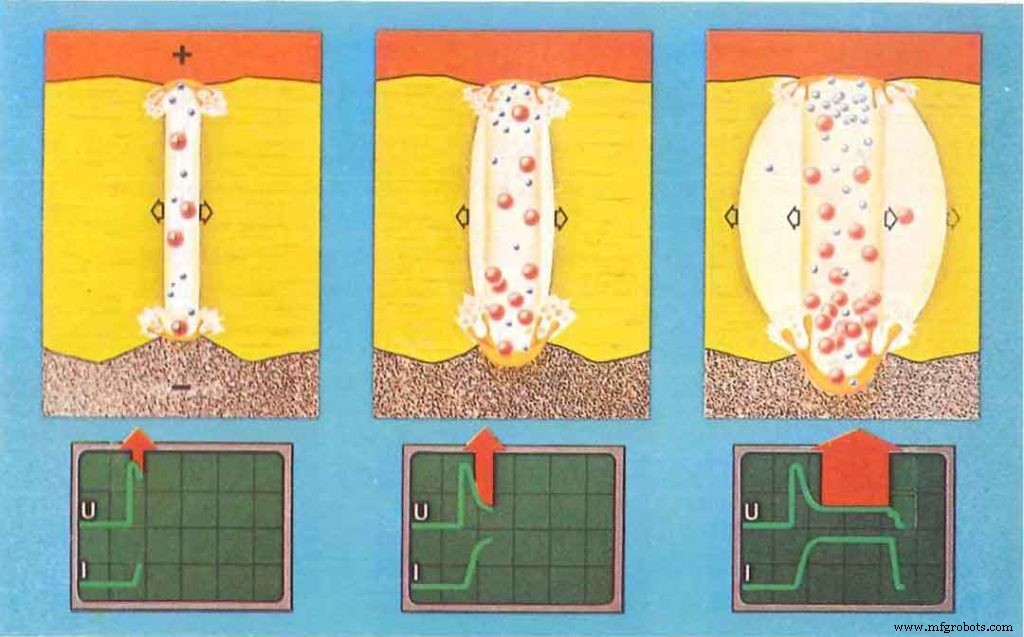
Décomposition thermique du milieu, fusion du matériau d'électrode, dilatation thermique de la vaporisation
Une fois que le milieu inter-électrodes est ionisé et décomposé pour former un canal de décharge, l'alimentation pulsée fait passer les électrons entre les canaux de l'EDM à grande vitesse vers l'électrode positive et les ions positifs vers l'électrode négative.
L'énergie électrique devient de l'énergie cinétique et l'énergie cinétique est convertie en énergie thermique par collision. Par conséquent, les surfaces des électrodes positive et négative dans le canal deviennent respectivement des sources de chaleur instantanées, atteignant des températures très élevées. La température élevée du canal vaporise le fluide de travail, puis le craquage thermique le décompose et le vaporise.
Ces fluides de travail vaporisés et ces vapeurs métalliques augmentent soudainement de volume et deviennent des bulles dans l'espace de décharge. Ces bulles se dilatent rapidement et thermiquement et ont les caractéristiques des explosions.
En observant le processus EDM, on peut voir que des bulles émergent de l'espace de décharge, le fluide de travail devient progressivement noir et un son d'explosion léger et net se fait entendre.
En effet, l'EDM repose principalement sur la dilatation thermique et la micro-explosion locale pour faire fondre et vaporiser le matériau de l'électrode et corroder la surface du matériau, afin d'atteindre l'objectif de coupe.
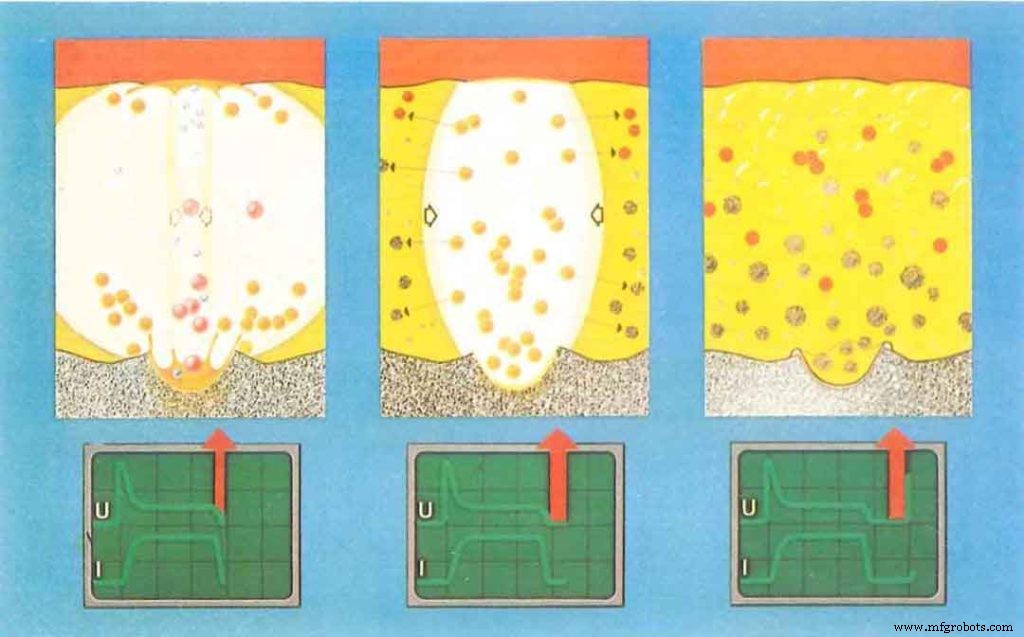
Manipulation des matériaux d'électrode
Pendant le processus de travail de l'EDM, la température élevée instantanée du point de décharge à la surface du canal EDM et des électrodes positive et négative fait vaporiser le liquide de travail et le matériau métallique fond et se vaporise. Une telle dilatation thermique générera des pressions transitoires élevées.
La pression au centre du canal est la plus élevée, de sorte que le gaz vaporisé se dilate continuellement vers l'extérieur, et le liquide de métal en fusion et la vapeur à haute pression sont expulsés et jetés dans le fluide de travail.
En raison de l'action de la tension superficielle et de la cohésion, le matériau projeté a la plus petite surface et se condense en fines particules sphériques lorsqu'il est condensé.
Lorsque le métal fondu et vaporisé est éjecté de la surface de l'électrode, il éclabousse partout. Sauf que la majeure partie est jetée dans le fluide de travail et se rétrécit en petites particules, une petite partie est éclaboussée, plaquée et adsorbée sur la surface d'électrode opposée.
Ce phénomène d'éclaboussures mutuelles, de placage et d'adsorption peut être utilisé pour réduire ou compenser la perte d'électrodes d'outil pendant le traitement dans certaines conditions.
Le processus de gravure et de projection de matériaux métalliques est bien plus compliqué que cela.
Ionisation du milieu interpolaire
Avec la fin de la tension d'impulsion, le courant d'impulsion tombe également rapidement à zéro, mais il devrait encore y avoir un peu de temps après cela pour que le milieu interstitiel se désionise, c'est-à-dire que les particules chargées dans le canal de décharge se recombinent en particules neutres.
En récupérant rapidement la rigidité diélectrique du milieu dans le canal de décharge et en réduisant la température de surface de l'électrode et d'autres mesures, la décharge d'arc causée par la décharge répétée au même endroit la prochaine fois est évitée.
On peut voir que pour garantir que le processus EDM se déroule normalement, il doit généralement y avoir un temps d'intervalle d'impulsion suffisant entre deux décharges d'impulsions.
De plus, les points de claquage et de décharge doivent avoir un espace pour la dispersion et le transfert, sinon ne déchargez qu'à proximité d'un point, et il est facile de former un arc.
Technologie industrielle
- Ce que vous devez savoir sur la certification CMMC
- Savez-vous ce que vaut votre entreprise ?
- Ce que vous devez savoir sur les tests d'huile de transformateur
- Qu'est-ce que l'usinage par électroérosion (EDM) ?
- Ce que vous devez savoir sur l'assemblage de PCB
- Qu'est-ce que la conformité TAA ? 5 choses que vous devez savoir
- Moteurs AC et DC :ce que vous devez savoir
- Ce que vous devez savoir sur le perçage par électroérosion
- Qu'est-ce que le moletage ? Voici ce que vous devez savoir