


Buse d'imprimante 3d qui fuit :comment y remédier !
Avez-vous déjà remarqué des cheveux en plastique dans votre impression allant d'un mur à l'autre ? Ou avez-vous trouvé de petites boules en plastique sur les côtés de la pièce ? Ou peut-être des fuites sur chaque couche ?
Ce type d'erreur peut se produire lorsque la buse "fuit", ce qui fait que le plastique s'écoule de la buse lorsque nous ne le voulons pas.
Dans cet article, nous allons en apprendre un peu plus sur les fuites de buses, l'un des problèmes d'impression 3d les plus ennuyeux et récurrents. Nous allons également apprendre son origine, quelles en sont les principales causes et comment le prévenir.
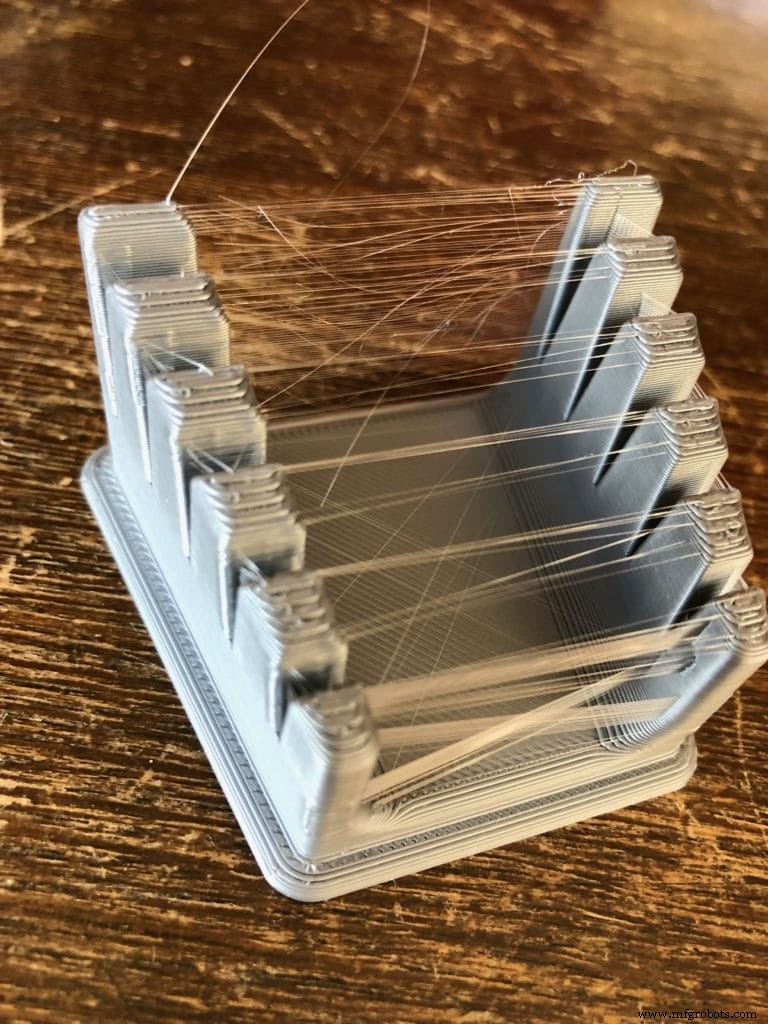
Vous pouvez identifier une buse qui fuit si vos impressions affichent de fins « cheveux » ou « ficelles » en plastique à des endroits où aucun plastique n'aurait dû être extrudé. Cela est dû à des températures d'extrusion trop élevées et/ou à des paramètres de rétraction incorrects. Réglez la température selon les spécifications du fabricant du filament. De plus, vous pouvez commencer par régler la distance de rétraction sur 6,5 mm, la vitesse de rétraction sur 25 mm/s et la distance de déplacement minimale sur 1 mm.
Nous approfondirons chaque aspect afin de dépanner et de résoudre votre buse qui fuit, mais avant de commencer, n'hésitez pas à utiliser le tableau suivant comme référence :
| Paramètre | Description | Valeur de base | Trop bas | Trop élevé | Modèle de test |
|---|---|---|---|---|---|
| Température | Température à laquelle le filament s'échauffe lorsqu'il est extrudé | Vérifiez les spécifications du fabricant. PLA :190° à 220°C. ABS :240° à 270°C. | -Sous-extrusion. -La buse n'extrude pas. | La buse fuit | Tour de température |
| Rétractation : Distance | De combien de millimètres le filament se rétracte à chaque fois | 6,5 mm. | -La buse fuit | Test de rétraction | |
| Rétractation : Vitesse | La vitesse à laquelle la distance de rétraction sera parcourue | 25 mm/s. | -Aucune amélioration -Le filament ne s'étire qu'à l'intérieur de la buse | -Laisser des marques sur le filament | |
| Rétraction :distance de déplacement minimale | Distance de déplacement minimale pour permettre la rétraction | 1mm. | - La rétractation peut ne jamais se produire |
Problèmes d'impression 3D
Comme vous le savez probablement déjà, la forme finale d'un objet imprimé en 3D est obtenue en déplaçant l'extrudeuse au moyen d'un contrôleur CNC. Cet extrudeur est alimenté par une bobine de filament et peut arrêter l'extrusion lorsqu'il y a un espace vide entre deux positions sur la même couche.
Si tout fonctionne correctement, le résultat sera un morceau des mêmes mesures en hauteur, largeur et profondeur que le modèle numérique d'origine. Il aura également la forme exacte de l'objet prévisualisé sur votre ordinateur. De préférence, il comportera également peu d'imperfections de qualité.
Bien sûr, ce ne sera pas toujours le cas, surtout lorsque vous débutez ou lorsque vous achetez une nouvelle imprimante qui n'a pas encore été correctement calibrée.
Parmi les nombreuses erreurs qui peuvent survenir, on peut trouver une buse qui fuit, l'un des problèmes les plus courants en impression 3d. Heureusement, résoudre ce problème est possible et facile si vous savez ce qui le cause.
Pourquoi une buse fuit-elle ?
L'extrudeuse est la partie chargée de chauffer le plastique à une température qui lui permet de s'écouler. A l'entrée, le filament mesure environ 1.75mm. L'extrudeuse pousse ensuite le filament chaud dans un trou plus petit, qui peut mesurer entre 0,1 et 1 mm. La pression provenant de l'intérieur de l'extrudeuse fait s'écouler le plastique à travers le petit trou, appelé buse.
C'est la théorie de la façon dont le système d'extrusion est censé fonctionner, qu'il soit direct ou Bowden. Parfois, le matériau ne sort pas comme il le devrait parce que l'extrudeuse n'est pas capable d'alimenter correctement ou parce que certains paramètres n'ont pas été correctement définis.
Étant donné que l'impression 3D consiste à fondre, nous devrions établir la température comme l'un des principaux paramètres à prendre en compte.
Lorsque nous sélectionnons le type de matériau à utiliser, il arrive souvent que le fabricant nous fournisse une fiche technique qui comprend une plage de température optimale pour son utilisation. Différents matériaux ont des gammes différentes, et même le même plastique de différents fabricants peut ne pas être le même.
Vérifiez toujours la fiche technique. Vous pouvez probablement le trouver publié sur le site Web du fabricant ou, si vous êtes chanceux, au dos de l'emballage du filament.
Parfois, cette plage de température est trop grande, comme « 190 à 220 °C ». Je ne sais pas pour vous, mais cette gamme n'est pas très utile. Comment choisiriez-vous de vous habiller si la météo annonce que la température de demain sera comprise entre 0°C et 30°C ?
Bon, revenons à l'extrudeuse :si la température est trop basse, le plastique ne sera pas assez liquide pour s'écouler et il se coincera probablement . Vous pouvez le remarquer lorsque vous voyez que l'imprimante 3D est censée fonctionner mais n'extrude pas du tout de filament. Une rayure ronde typique est laissée sur le filament où se trouve l'engrenage de poussée de l'extrudeuse.
Une température élevée provoque le contraire :le plastique devient trop fluide et il n'est pas nécessaire de le pousser pour s'écouler à travers la buse. Son propre poids fait que le matériau à l'intérieur du baril commence à suinter.
Cela signifie que le plastique coulera même lorsqu'il n'est pas censé le faire. La buse laissera une traînée en se déplaçant, comme un mince "cheveux en plastique ” ou “chaîne ”. C'est la raison pour laquelle nous l'appelons "stringing ”, “empreintes poilues » ou encore « moustaches ”.
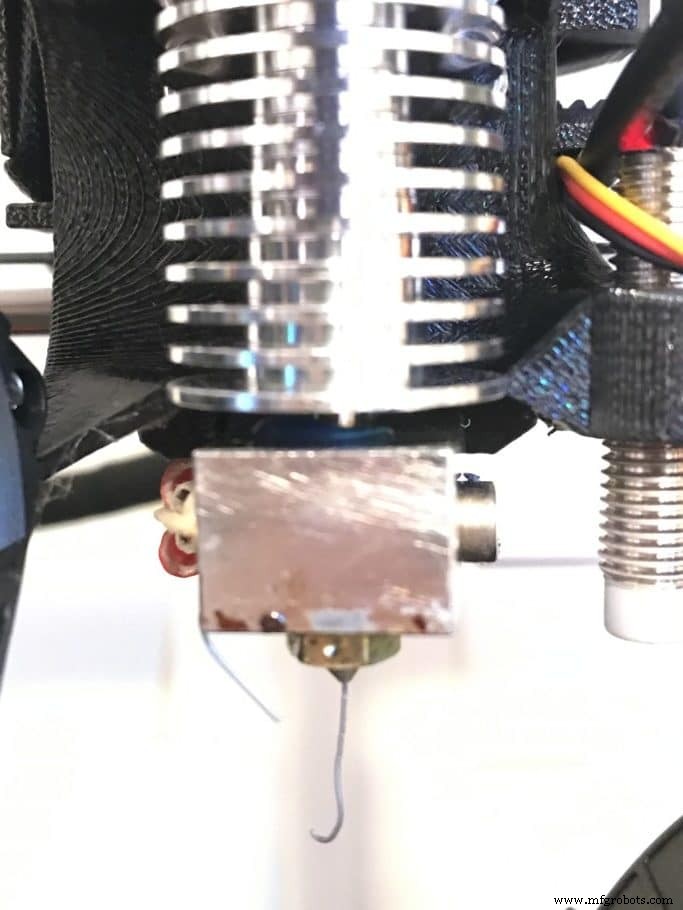
Je suppose que vous savez déjà ce qu'est vraiment le cordage. Néanmoins, si vous n'êtes pas sûr et que vous souhaitez comparer le problème que vous rencontrez avec un cas réel de buse qui fuit, jetez un œil à la photo suivante :
À ce stade, il est nécessaire de différencier les fuites qui se produisent lors du réglage d'une température élevée des fuites normales lors du préchauffage de votre impression. Le plastique, comme tout autre matériau, change de volume lorsqu'il est chauffé.
La pression interne à l'intérieur du canon augmente au moment du chauffage initial, à mesure que le filament se dilate. C'est un processus normal et vous n'avez rien à craindre.
D'autre part, si la buse est vide au début de l'impression, l'extrudeuse parcourra une certaine distance sans filament à l'intérieur. Une solution rapide et efficace consiste à ajouter des lignes de jupe avant que l'objet ne commence à être imprimé.
Une buse qui fuit peut également entraîner le vidage de la pointe pendant la première partie de chaque couche. L'engrenage de l'extrudeuse tourne mais aucun plastique ne sort de la buse. Il en résulte des lignes vides dans les coutures des calques. L'objet semble mauvais, surtout dans les zones minces.
Comment résoudre une buse qui fuit
Les deux paramètres les plus importants qui nous aideront à résoudre ce problème sont la température et la rétraction.
Température d'extrusion optimale
Afin de trouver la température d'impression optimale, vous pouvez imprimer de nombreuses pièces uniquement en faisant varier la température. Vous remarquerez que les impressions sont opaques à basse température et qu'elles deviennent plus lumineuses lorsque vous réglez des températures plus élevées. Choisissez un point au milieu, avec un peu de brillant mais pas trop brillant.
Votre imprimante vous permet probablement aussi de modifier la température pendant une impression. C'est une alternative plus rapide pour changer la température par intervalles discrets de 3° ou 5° C et laisser l'impression fonctionner pendant quelques couches.
Si vous constatez que la qualité d'impression s'améliore, continuez à modifier la température dans cette direction jusqu'à ce qu'elle recommence à se détériorer.
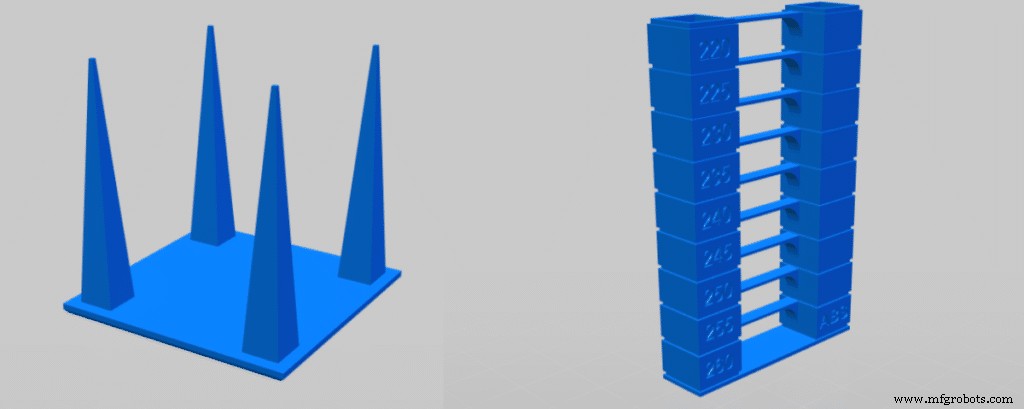
Comme cette méthode peut prendre beaucoup de temps, certaines personnes ont déjà généré des fichiers de code G qui font varier la température de la buse tous les un certain nombre de couches, vous n'avez donc pas besoin d'imprimer beaucoup de pièces.
Par exemple, vous pouvez essayer d'imprimer cette tour de température depuis Thingiverse
Vous pouvez également rechercher "tour de température ” sur notre propre moteur de recherche et choisissez celui qui convient le mieux à votre imprimante. Il existe des dizaines de tests spécifiques que vous pouvez essayer. Assurez-vous de vérifier si le g-code a été généré pour une imprimante 3D similaire à la vôtre. Si vous le souhaitez, vous pouvez modifier le code pour modifier les paramètres que vous devez tester.
N'oubliez pas qu'une température élevée aide à l'adhérence de l'objet au lit. Vous pouvez définir une température plus élevée pendant les premières couches pour assurer l'adhérence, puis la réduire pour le reste du temps d'impression. Ceci est particulièrement utile à garder à l'esprit si votre imprimante n'a pas de plateau chauffant.
Qu'est-ce que la rétractation ?
Lors de l'impression, l'engrenage de l'extrudeuse tourne dans une direction, forçant le filament à travers la buse. Pour éviter les fuites, vous pouvez configurer votre imprimante 3D pour qu'elle tourne sur une petite distance dans la direction opposée lorsqu'elle doit se déplacer jusqu'à un certain point sans extrusion. Cette rotation rétracte le filament à l'intérieur du canon et supprime la pression dans la buse. Si cette rétraction est correctement réglée, aucun plastique ne suintera pendant le déplacement et aucune ficelle ne restera.
Vous pouvez définir trois paramètres de rétraction :distance , vitesse, et la distance parcourue . Découvrons comment ils fonctionnent :
Lorsque vous définissez Distance , vous spécifiez de combien de millimètres le filament se rétracte à chaque fois. Une petite distance rendra les cordes plus fines mais cela n'arrêtera pas le problème.
Au contraire, si vous définissez une distance trop longue, la buse sera vide lorsqu'elle reprendra l'extrusion, laissant des trous comme nous en avons déjà discuté.
N'oubliez pas non plus que si vous configurez votre imprimante pour qu'elle se rétracte trop, le filament peut se boucher et votre impression sera ruinée.
Vitesse de rétraction définit la vitesse à laquelle cette distance sera parcourue. Comme le plastique fondu respecte les propriétés des fluides, si vous essayez de vous rétracter trop lentement, le filament ne fera que s'étirer et aucune amélioration ne sera obtenue. Cependant, une rétraction rapide peut également causer des problèmes.
Enfin, Distance de déplacement spécifie la course minimale que l'extrudeuse doit effectuer lorsqu'elle n'extrude pas, avant de se rétracter.
Paramètres de rétraction optimale
Encore une fois, il existe plusieurs façons de résoudre ce problème, mais, à mon avis, les tests d'étalonnage sont les plus simples.
Ce test de rétraction est mon préféré, mais vous pouvez toujours en choisir un autre simplement en recherchant "test de rétraction ” sur search.3dsolved.com (notre propre moteur de recherche).
La procédure est simple et directe :imprimez l'objet, modifiez les paramètres de distance et de vitesse (un à la fois) et imprimez-en un autre jusqu'à obtenir une belle impression. Chaque test s'imprime en 15 à 20 minutes environ, vous serez donc en mesure de dépanner et de résoudre ce problème en quelques itérations seulement.
Comme bonne base de départ, je recommande d'utiliser les valeurs suivantes :
- Distance de rétraction :6,5 mm
- Vitesse de rétraction :25 mm/s
- Distance de déplacement minimale :1 mm
Une autre façon d'éviter le cordage consiste à définir une vitesse de déplacement plus rapide lorsqu'il n'y a pas d'extrusion. Moins de fuites de temps se traduit par moins de chaînes et de meilleures impressions.
Si vous souhaitez en savoir plus sur la rétractation, j'ai rédigé un article complet sur les paramètres à utiliser.
Maintenant que nous en savons plus sur les fuites de buses, c'est à nous de calibrer nos imprimantes !
Conclusion
Maintenant, vous savez non seulement comment identifier une buse qui fuit, mais vous possédez également des connaissances techniques approfondies sur les causes du problème, les solutions et, surtout, pourquoi ces solutions fonctionnent. Comme vous pouvez le constater, il est toujours avantageux de comprendre les problèmes au lieu de simplement suivre une recette.
Consultez notre section de produits recommandés
Nous avons créé une section de produits recommandés qui vous permettra d'éliminer les conjectures et de réduire le temps passé à rechercher quelle imprimante, filament ou mises à niveau obtenir, car nous savons que cela peut être une tâche très ardue et qui entraîne généralement beaucoup de confusion. .
Nous avons sélectionné une poignée d'imprimantes 3D que nous considérons comme bonnes pour les débutants comme pour les intermédiaires, et même les experts, facilitant la décision, et les filaments, ainsi que les mises à niveau répertoriées, ont tous été testés par nos soins et soigneusement sélectionnés. , vous savez donc que celui que vous choisirez fonctionnera comme prévu.
impression en 3D
- Comment : modifier l'astuce de l'imprimante 3D sur votre Stratasys
- Comment remplacer la buse sur un Ender 3 (Pro &V2) !
- Ender 3 :Comment nettoyer la buse (la déboucher) !
- Problèmes de nivellement du lit Ender 3 ; Comment les réparer !
- L'imprimante 3D arrête de s'extruder en cours d'impression :comment résoudre ce problème
- Combien de temps dure 1 kg de filament d'imprimante 3D ?
- Chevauchement et suintement de remplissage à double extrusion ; Comment réparer !
- Rétraction :comment ça marche en impression 3D
- Comment réparer un cylindre hydraulique qui fuit