


Paramètres PETG Ender 3 (Pro et V2) idéaux !
J'ai décidé de tester la capacité de mon Ender 3 à imprimer du PETG et à imprimer plusieurs cubes de 20 mm et même un vase.
Dans cet article, je vais partager avec vous mes découvertes, quels paramètres ont fonctionné et lesquels n'ont pas fonctionné, et plus encore !
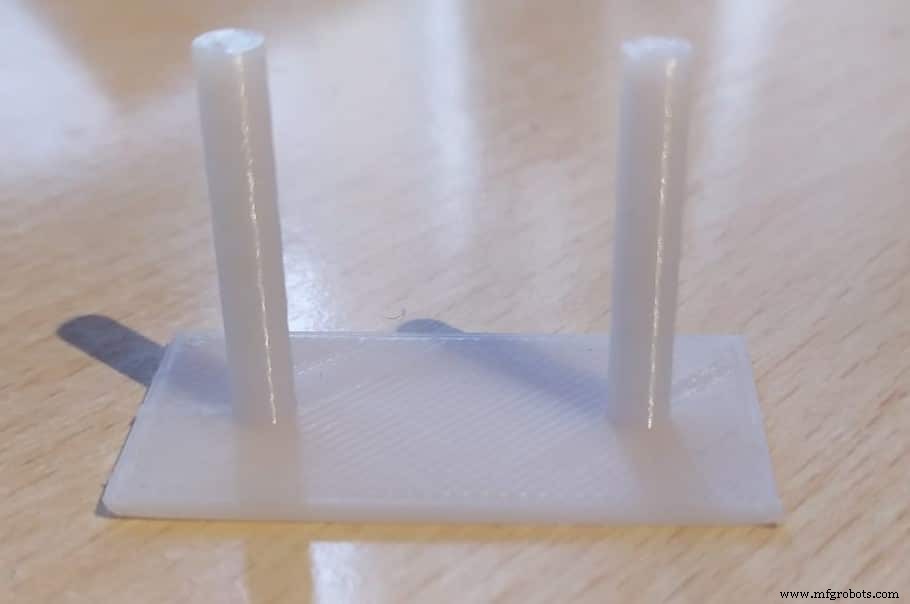
J'inclurai également quelques photos des modèles que j'ai créés afin que vous puissiez voir la qualité d'impression que j'ai réussi à obtenir.
Si vous ne voulez pas avoir à passer par tous les essais et erreurs que nous avons effectués afin de trouver les paramètres idéaux pour créer des impressions de haute qualité sur votre Ender 3, alors consultez certainement nos propres profils Cura spécialement conçus pour la série d'imprimantes Ender 3 (vous pouvez toutes les obtenir pour seulement 7 $).
Sans plus tarder, commençons !
Température d'impression
De manière générale, le PETG imprime très bien entre 220°C et 250°C. Cependant, l'Ender 3 utilise une configuration de type Bowden qui n'est pas conçue pour imprimer à plus de 240°C ou 245°C car elle pourrait être endommagée, je vous recommande donc de rester dans cette plage de 220°C à 240°C.
Lors de mes tests, l'impression à 220 °C a fourni la meilleure qualité d'impression globale.
Température d'impression PETG idéale sur l'Ender 3 :
- 220 °C à 240 °C (220 °C donnant des résultats légèrement meilleurs)
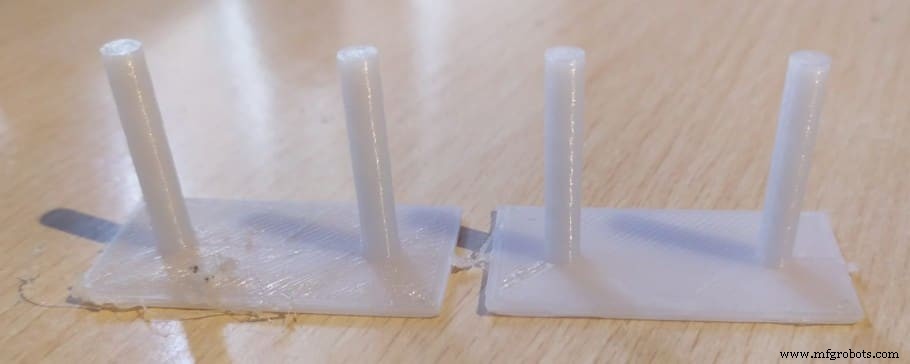
Après avoir essayé plusieurs températures d'impression différentes sur plus de 20 impressions différentes, j'ai trouvé que dans mon cas, 220°C donnait les meilleurs résultats. 230 ° C et plus créeraient des cordes et des gouttes sur les couches supérieures ou mes modèles, en fait, vous pouvez le voir ici dans les tests de cordage que j'ai effectués (j'ai imprimé plus de 10 tests de cordage en utilisant deux filaments différents jusqu'à ce que je réussisse):
Adhésion au lit
L'adhérence au lit est probablement le facteur le plus important à prendre en compte lors de l'impression, car vous voulez que votre première couche adhère correctement à la surface d'impression afin d'éviter le gauchissement et d'empêcher l'impression de se détacher.
Des facteurs tels que la température d'impression, la température du lit, le type de surface de construction que vous utilisez, etc. influenceront la capacité du modèle à rester collé à la surface.
Température du lit
Le PETG doit être imprimé à une température assez élevée, ce qui signifie que pour éviter le gauchissement, vous devrez régler le lit entre 60 ° C et 70 ° C (60 ° C est ce qui est généralement recommandé, mais je n'avais pas d'excellents résultats avec).
Maintenant, voici quelque chose que vous ne saviez peut-être pas, mais plus la température du lit est élevée, plus l'adhérence est forte. En fait, une étude a été menée où les résultats ont montré que l'adhérence au lit était la plus forte lorsqu'elle dépassait légèrement la température de transition vitreuse du plastique, qui dans le cas du PETG est de 80 ° C (essentiellement, vous devez régler la température du lit à un peu plus de 80°C).
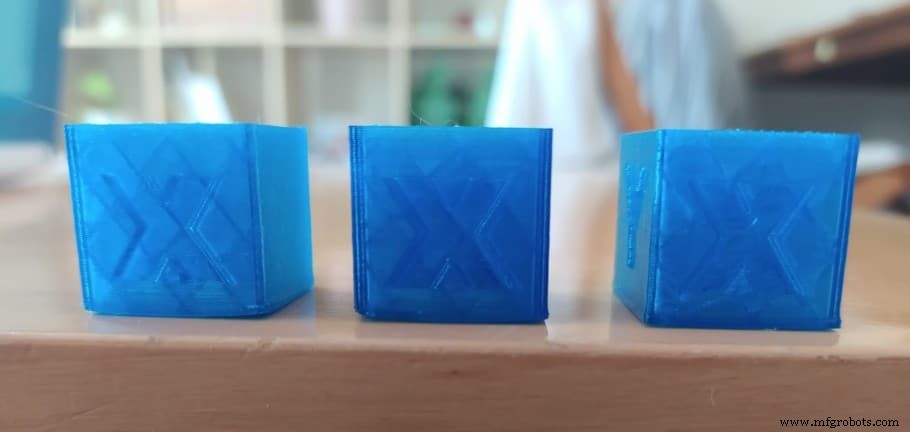
J'ai imprimé quelques cubes différents de 20 mm à 230 ° C avec des températures de lit variables (60 ° C, 70 ° C et 85 ° C), et les coins inférieurs des deux premiers cubes se sont déformés (60 et 70 ° C), mais à 85 °C, l'adhérence était suffisamment forte pour que le gauchissement soit presque éliminé.
Donc, commencez par 60 °C et si l'impression se déforme, envisagez d'augmenter la température du lit à 70 °C et si cela ne fonctionne pas, essayez 80 °C ou 85 °C.
Température idéale du lit PETG pour Ender 3 :
- Pour obtenir la plus forte adhérence possible, réglez le lit légèrement au-dessus de la température de transition vitreuse du PETG (80 °C). 85°C semble donner l'adhérence la plus forte.
Surface de construction

Mes tests d'impression PETG sur l'Ender 3 ont été effectués à l'aide du lit en verre Creality et même si de petits objets comme le cube de 20 mm souffraient d'un peu de déformation, ils ne se sont jamais détachés de la plaque de construction, même quelle que soit la température du lit.
De nombreuses personnes recommandent d'utiliser du ruban Kapton ou du ruban de peintre bleu, car les deux permettent au PETG d'adhérer beaucoup plus fortement.
Cependant, la solution idéale semble être la surface de construction fournie avec l'Ender 3 Pro et le V2, et non l'Ender 3, qui est le BuilTak ou la surface de construction magnétique, car elle offre une excellente surface à laquelle PETG peut adhérer, et enlever les empreintes est également assez simple.
Remarque importante :Certains sites Web disent que le PETG peut adhérer si bien à un lit de verre que le retirer pourrait faire casser le verre ou même qu'il pourrait emporter des morceaux de verre avec lui. Je n'ai pas du tout eu cette expérience, en fait, mon expérience avec le PETG était que l'adhérence n'était pas aussi forte qu'avec d'autres matériaux comme le PLA, le TPU, etc.
Testez-le par vous-même et voyez ce qui fonctionne. Si vous avez du mal à retirer l'empreinte, laissez d'abord le lit refroidir (même coller le lit dans le réfrigérateur peut l'aider à se contracter, ce qui devrait faciliter le retrait du PETG).
Imprimez en utilisant une jupe, un bord ou un radeau pour le PETG ?
J'ai écrit un article entier expliquant ce que sont une jupe, un bord et un radeau et vous devriez certainement le vérifier car ils peuvent vraiment aider à améliorer l'adhérence au lit.
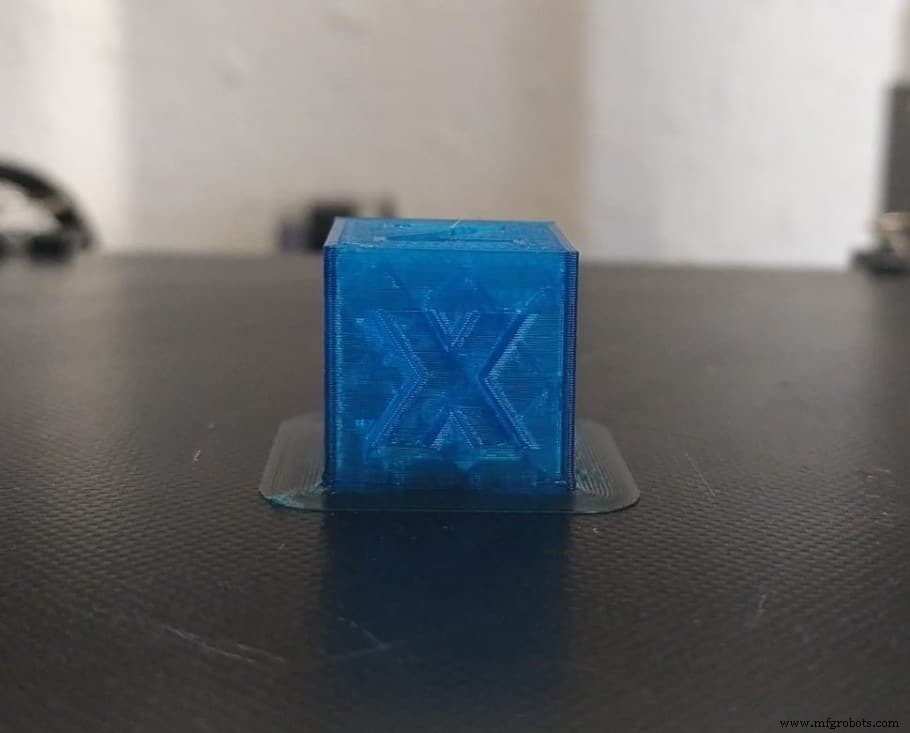
Lors de l'impression des différents cubes de test, ils se sont tous déformés lors de l'impression avec une jupe, j'ai donc essayé d'en imprimer un autre en utilisant un Brim avec le lit à 60 ° C et non seulement il s'est déformé, mais il s'est en fait détaché de la construction assiette (J'ai essayé plusieurs fois et j'ai toujours eu le même résultat).
Les meilleurs résultats absolus que j'ai obtenus ont été d'imprimer avec un Brim et de régler la température du lit à 85 °C car cela maintenait l'impression collée au lit à tout moment sans lui permettre de se déformer même un peu.
Un radeau augmentera encore plus l'adhérence du lit, mais assurez-vous de lire l'article que je viens de mettre en lien sur les radeaux, les bords et les jupes, car un radeau utilisera plus de matériau et laissera des marques sur le modèle.
Je recommande généralement d'utiliser une jupe, et si vous avez besoin d'une meilleure adhérence, optez pour un bord.
Paramètres de rétraction
La rétraction se produit lorsque l'extrudeuse tire le filament vers l'arrière pour soulager une certaine pression à l'intérieur de la hotend afin d'empêcher le filament de suinter, ce qui est essentiel pour éviter le cordage. Désormais, le PETG, lorsqu'il est à l'état fondu, est beaucoup plus visqueux que les autres filaments et nécessite l'activation des paramètres de rétraction appropriés si vous souhaitez éviter le cordage.
Cependant, le PETG imprime de manière très similaire au PLA et les paramètres de rétraction sont souvent identiques ou très similaires.
Donc, si vous utilisez Cura, les paramètres de rétraction par défaut devraient fonctionner correctement, dans la plupart des cas.
Paramètres de rétraction PETG idéaux pour l'Ender 3 :
- Distance de rétraction :6,5 mm.
- Vitesse de rétraction :25 mm/s.
- Nombre maximal de rétraction : 10.
- Fenêtre de distance d'extrusion minimale :10 mm.
- Mode de peignage :activé et réglé sur "Dans le remplissage" (pas de cordage).
Si vous voulez connaître tous les tenants et les aboutissants de la rétraction sur l'Ender 3, consultez cet article que nous avons écrit !
Vitesse d'impression
Le PETG n'a pas vraiment besoin d'être imprimé plus lentement que le PLA, donc les paramètres Cura par défaut pour l'Ender 3 devraient fonctionner correctement (50 mm/s).
Si vous souhaitez améliorer la qualité de l'impression, vous pouvez certainement la ralentir autant que vous le souhaitez, mais entre 30 mm/s et 50 mm/s semble être le point idéal.
Paramètres de vitesse PETG idéaux pour l'Ender 3 :
- 30 mm/s – 50 mm/s.
Refroidissement de l'impression
Comme je l'ai mentionné précédemment, vous voulez obtenir une première couche bien collée et pour ce faire, le ventilateur de couche doit être éteint pendant l'impression des deux premières couches.
Après cela, le ventilateur doit être à 100 % pour augmenter les détails et réduire le cordage.
Cependant, si le détail n'est pas une priorité et que la force est plus souhaitée, imprimez avec le ventilateur de couche éteint pendant toute la durée de l'impression. Cela assurera une meilleure liaison entre les couches et augmentera la résistance des couches ainsi que la résistance globale du modèle.
Paramètres de vitesse PETG idéaux pour l'Ender 3 :
- Pour plus de détails, l'éventail des couches doit être à 100 %, sauf pour les deux premières couches afin d'assurer une bonne adhérence de la première couche.
- Pour plus de solidité, imprimez le modèle entier avec le ventilateur de calque désactivé.
Avez-vous besoin d'un boîtier pour imprimer en PETG ?
Une enceinte n'est pas nécessaire lors de l'impression avec du PETG car c'est un matériau assez simple à utiliser, cependant, cela aidera certainement à empêcher les modèles de se déformer ou de se détacher de la surface de construction car la température à l'intérieur de celle-ci reste relativement chaude et constante. /P>
Désormais, l'impression avec un boîtier permet généralement d'éviter quelques problèmes et, bien que ce ne soit pas une nécessité, le fait d'avoir une imprimante fermée peut vous éviter quelques échecs d'impression.
Le PETG est assez simple à utiliser, mais il se déforme certainement plus que le PLA, mais pas autant que l'ABS, et si vous vivez dans un climat plus frais, vous voudrez peut-être l'enfermer pour réduire le risque de déformation.
Paramètres Ender 3 idéaux pour l'impression avec PETG
Les paramètres d'impression avec PETG sont très similaires à ceux utilisés pour imprimer avec PLA, car ce sont des matériaux similaires. Cependant, il existe quelques différences essentielles :
- Température d'impression : 220-240 °C (les couches supérieures sont plus belles à 220 °C).
- Température du lit : 85 °C pour une meilleure adhérence.
- Hauteur de la couche initiale : 0,2 mm pour une meilleure adhérence de la première couche.
- Distance de rétraction : 6,5 mm.
- Vitesse d'impression : 30mm/s – 50mm/s.
- Vitesse du ventilateur : 100 % pour le détail, moins pour la force.
Si vous ne voulez pas avoir à passer par tous les essais et erreurs que nous avons effectués afin de trouver les paramètres idéaux pour créer des impressions de haute qualité sur votre Ender 3, alors consultez certainement nos propres profils Cura spécialement conçus pour la série d'imprimantes Ender 3 (vous pouvez toutes les obtenir pour seulement 7 $).
Conclusion
Le principal problème que j'ai rencontré avec le PETG était l'adhérence au lit, en particulier lorsque j'essayais d'imprimer avec le lit à 60 °C, ce qui est généralement la température recommandée que j'ai vue en ligne, car les impressions se déformaient ou même se détachaient de la plaque de construction.
J'ai décidé d'augmenter la température du lit à 70°C mais il n'y a pas eu de réel changement.
Étant donné que la température de transition vitreuse du PETG est de 80 ° C, j'ai décidé d'essayer 85 ° C et cela a fonctionné comme un charme (consultez l'étude que j'ai liée plus tôt où la conclusion est qu'aller légèrement au-dessus de la température de transition vitreuse augmente l'adhérence), à la fois lors de l'impression avec - et sans bord, mais c'est peut-être parce que j'utilise un lit en verre et non celui BuildTak, peut-être qu'avec le lit BuilTak, vous pouvez imprimer confortablement à 60°C.
Donc, si vous rencontrez des problèmes d'adhérence au lit avec le PETG, essayez d'augmenter la température du lit !
En dehors de cela, l'Ender 3 est parfaitement capable d'imprimer du PETG sans aucun problème et les impressions sont superbes, même si je dois dire que le PLA semble mieux imprimer sur cette machine et obtient une meilleure finition, mais les impressions PETG sont toujours parfaitement acceptable.
Consultez notre section de produits recommandés

Nous avons créé une section de produits recommandés qui vous permettra d'éliminer les conjectures et de réduire le temps passé à rechercher quelle imprimante, filament ou mises à niveau obtenir, car nous savons que cela peut être une tâche très ardue et qui entraîne généralement beaucoup de confusion. .
Nous avons sélectionné une poignée d'imprimantes 3D que nous considérons comme bonnes pour les débutants comme pour les intermédiaires, et même les experts, facilitant la décision, et les filaments, ainsi que les mises à niveau répertoriées, ont tous été testés par nos soins et soigneusement sélectionnés. , vous savez donc que celui que vous choisirez fonctionnera comme prévu.
impression en 3D
- Impression 3D FDM :Comparaison des filaments ASA, PETG et PC
- Capteur de température et de luminosité Raspberry Pi
- Comment remplacer la buse sur un Ender 3 (Pro &V2) !
- Ender 3 Z Offset ; Comment l'ajuster !
- Ender 3 affaissement de l'axe X ; Comment résoudre !
- Le PLA résiste-t-il à la chaleur ? ABS, ASA, PETG et plus !
- Test de l'Ender 3 Pro :vaut-il la peine d'être acheté en 2022 ?
- Problèmes de nivellement du lit Ender 3 ; Comment les réparer !
- Ender 3 :comment niveler le lit et le maintenir !