


Introduction à l'impression 3D par projection de liant
Qu'est-ce que le jet de liant ?
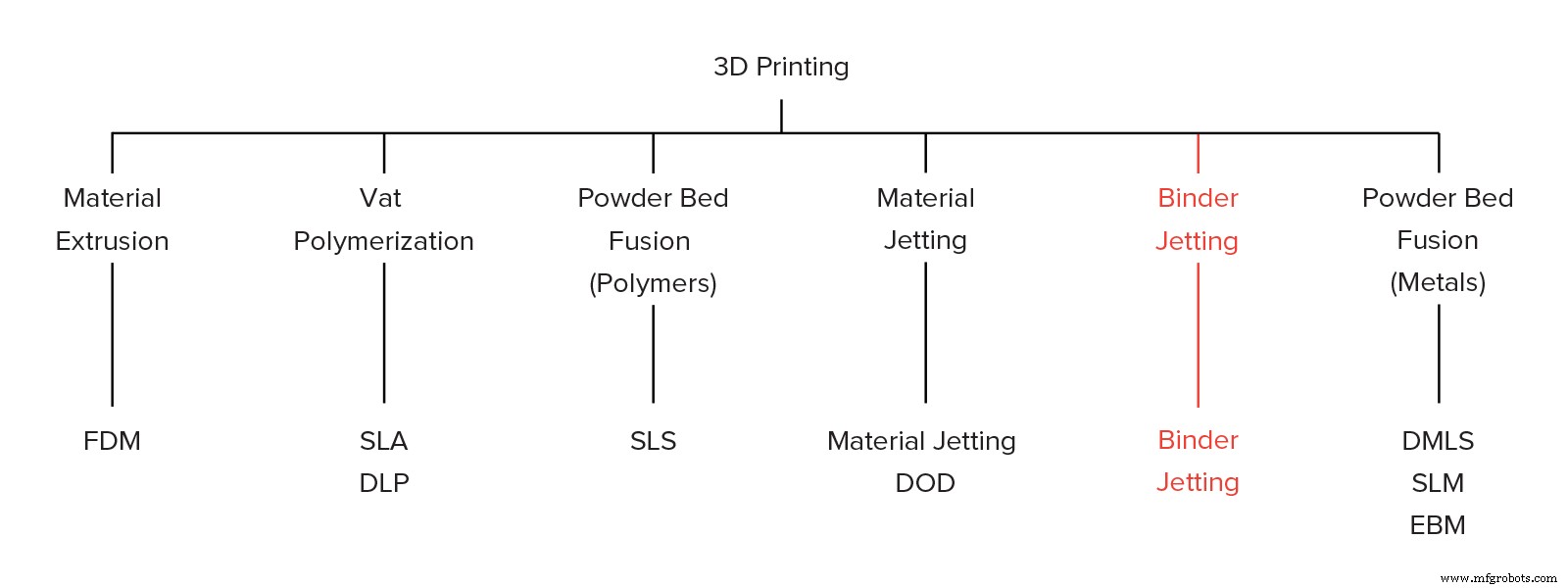
Binder Jetting est une famille de procédés de fabrication additive. Dans Binder Jetting, un liant est déposé de manière sélective sur le lit de poudre, liant ces zones ensemble pour former une partie solide une couche à la fois. Les matériaux couramment utilisés dans le jet de liant sont les métaux, le sable et la céramique qui se présentent sous forme de granulés.
Le jet de liant est utilisé dans diverses applications, y compris la fabrication de prototypes en couleur (telles que des figurines), la production de grands noyaux et moules en sable et la fabrication de pièces métalliques imprimées en 3D à faible coût.
Avec des applications aussi diverses, il est essentiel pour un concepteur qui souhaite utiliser les capacités du jet de liant au maximum, pour comprendre les mécanismes de base du processus et comment ceux-ci se connectent à ses principaux avantages et limites .
Comment fonctionne le jet de liant ?
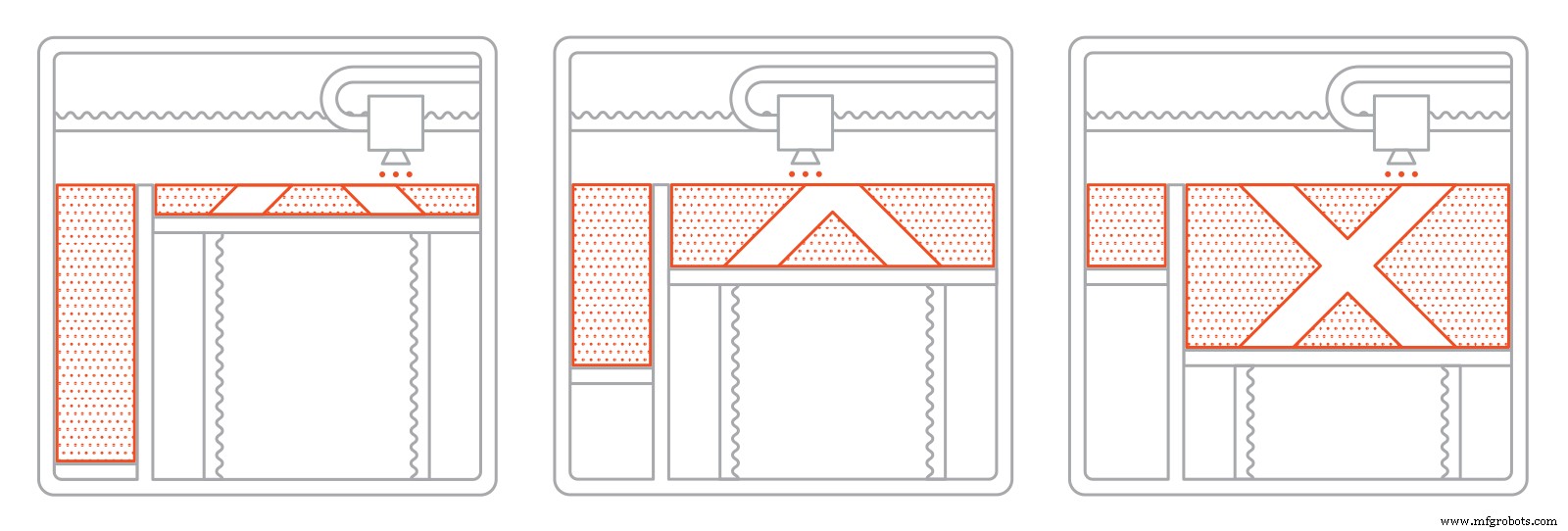
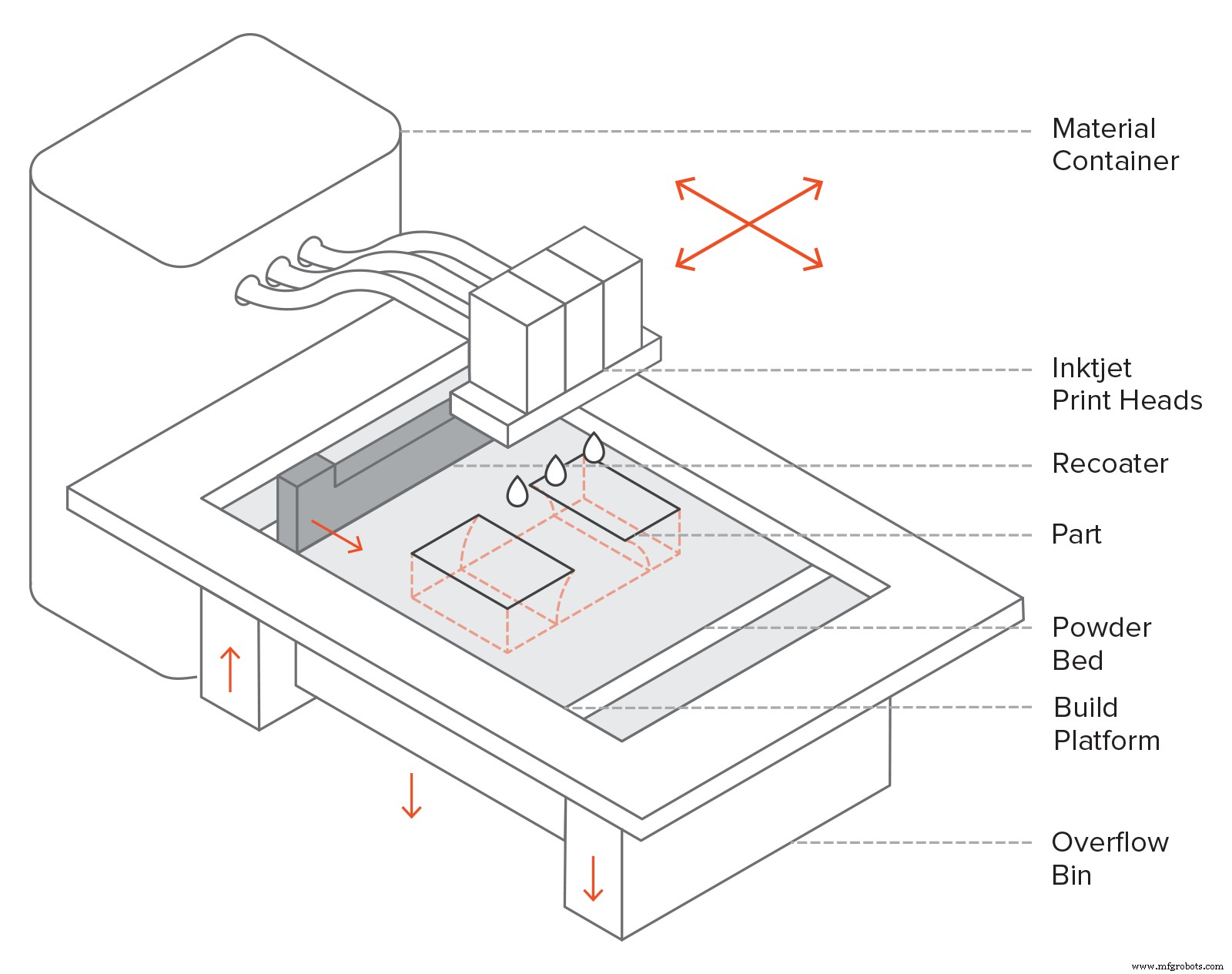
Voici comment fonctionne le processus de jet de liant :
I. Tout d'abord, une lame de revêtement étale une fine couche de poudre sur la plate-forme de fabrication.
II. Ensuite, un chariot avec des buses à jet d'encre (qui sont similaires aux buses utilisées dans les imprimantes 2D de bureau) passe sur le lit, déposant sélectivement des gouttelettes d'un liant (colle) qui lient les particules de poudre ensemble. Dans le Binder Jetting polychrome, l'encre colorée est également déposée au cours de cette étape. La taille de chaque goutte est d'environ 80 μm de diamètre, ce qui permet d'obtenir une bonne résolution.
III. Lorsque la couche est terminée, la plate-forme de construction se déplace vers le bas et la lame recouvre à nouveau la surface. Le processus se répète ensuite jusqu'à ce que toute la partie soit terminée.
IV. Après l'impression, la pièce est encapsulée dans la poudre et on la laisse durcir et gagner en résistance. Ensuite, la pièce est retirée du bac à poudre et la poudre en excès non liée est nettoyée à l'aide d'air sous pression.
Selon le matériau, une étape de post-traitement est généralement nécessaire. Par exemple, les pièces métalliques de Binder Jetting doivent être frittées (ou autrement traité thermiquement) ou infiltré avec un métal à basse température de fusion (généralement du bronze). Les prototypes en couleur sont également infiltrés d'acrylique et enduits pour améliorer l'éclat des couleurs. Les noyaux et les moules de moulage au sable sont généralement prêts à l'emploi après l'impression 3D.
En effet, les pièces sont dans un état "vert" lorsqu'elles quittent l'imprimante. Pièces de jet de liant à l'état vert ont de mauvaises propriétés mécaniques (ils sont très cassants) et une porosité élevée.
Caractéristiques du jet de liant
Paramètres de l'imprimante
Dans Binder Jetting, presque tous les paramètres de processus sont prédéfinis par le fabricant de la machine.
La hauteur de couche typique dépend du matériau :pour les modèles en couleur, la hauteur de couche typique est de 100 microns, pour les pièces métalliques de 50 microns et pour les matériaux de moulage en sable de 200 à 400 microns.
Un avantage clé du jet de liant par rapport aux autres procédés d'impression 3D est que le collage se produit à température ambiante . Cela signifie que les distorsions dimensionnelles liées aux effets thermiques (telles que le gauchissement en FDM, SLS, DMSL/SLM ou le curling en SLA/DLP) ne sont pas un problème dans Binder Jetting.
Par conséquent, le volume de construction des machines Binder Jetting sont parmi les plus grandes par rapport à toutes les technologies d'impression 3D (jusqu'à 2200 x 1200 x 600 mm). Ces grandes machines sont généralement utilisées pour produire des moules en sable. Les systèmes de jet de liant métallique ont généralement des volumes de construction plus importants que les systèmes DMSL/SLM (jusqu'à 800 x 500 x 400 mm), ce qui permet la fabrication parallèle de plusieurs pièces à la fois. La taille maximale de la pièce est cependant limitée à une longueur recommandée allant jusqu'à 50 mm, en raison de l'étape de post-traitement impliquée.
De plus, le jet de liant ne nécessite aucune structure de support :la poudre environnante apporte à la pièce tout le support nécessaire (similaire au SLS). Il s'agit d'une différence essentielle entre le jet de liant métallique et les autres procédés d'impression 3D métallique, qui nécessitent généralement une utilisation intensive de structures de support et permettent la création de structures métalliques de forme libre avec très peu de restrictions géométriques. Les imprécisions géométriques dans le jet de liant métallique proviennent principalement des étapes de post-traitement, comme indiqué dans une section ultérieure.
Étant donné que les pièces du Binder Jetting n'ont pas besoin d'être attachées à la plate-forme de construction, tout le volume de construction peut être utilisé. Ainsi, Binder Jetting convient à la production de lots faibles à moyens . Pour tirer pleinement parti des capacités du jet de liant, il est très important de déterminer comment remplir efficacement tout le volume de construction de la machine (emballage en bac).

Jet de liant en couleur
Le jet de liant peut produire des pièces imprimées en 3D en couleur de la même manière que le jet de matériau. Il est souvent utilisé pour imprimer en 3D des figurines et des cartes topographiques, en raison de son faible coût.
Les modèles en couleur sont imprimés à l'aide de poudre de grès ou de poudre de PMMA. La tête d'impression principale éjecte d'abord le liant, tandis qu'une tête d'impression secondaire éjecte une encre colorée. Des encres de différentes couleurs peuvent être combinées pour produire une très large gamme de couleurs, de la même manière qu'une imprimante à jet d'encre 2D.
Après l'impression, les pièces sont ensuite recouvertes de cyanoacrylate (super glue) ou d'un infiltrant différent pour améliorer la résistance des pièces et rehausser l'éclat des couleurs. Une couche d'époxy secondaire peut également être ajoutée pour améliorer encore la résistance et l'apparence de la couleur. Même avec ces étapes supplémentaires, les pièces par jet de liant en couleur sont très fragiles et ne sont pas recommandées pour les applications fonctionnelles.
Pour produire des impressions en couleur, un modèle CAO contenant les informations de couleur doit être fourni. La couleur peut être appliquée aux modèles CAO via deux méthodes :sur une approche par face ou sous forme de carte de texture. L'application de couleur sur une base par face est rapide et facile à mettre en œuvre, mais l'utilisation d'une carte de texture permet plus de contrôles et plus de détails. Reportez-vous à votre logiciel de CAO natif pour obtenir des instructions spécifiques.

Noyaux et moules de moulage au sable
La production de grands modèles de moulage au sable est l'une des utilisations les plus courantes du jet de liant. Le faible coût et la rapidité du processus en font une excellente solution pour les conceptions de modèles élaborés qui seraient très difficiles ou impossibles à produire avec des techniques traditionnelles.
Les noyaux et les moules sont généralement imprimés avec du sable ou de la silice. Après l'impression, les moules sont généralement immédiatement prêts à être coulés. Le composant métallique coulé en est généralement retiré après la coulée en cassant le moule. Même si ces moules ne sont utilisés qu'une seule fois, les économies de temps et d'argent par rapport à la fabrication traditionnelle sont substantielles.

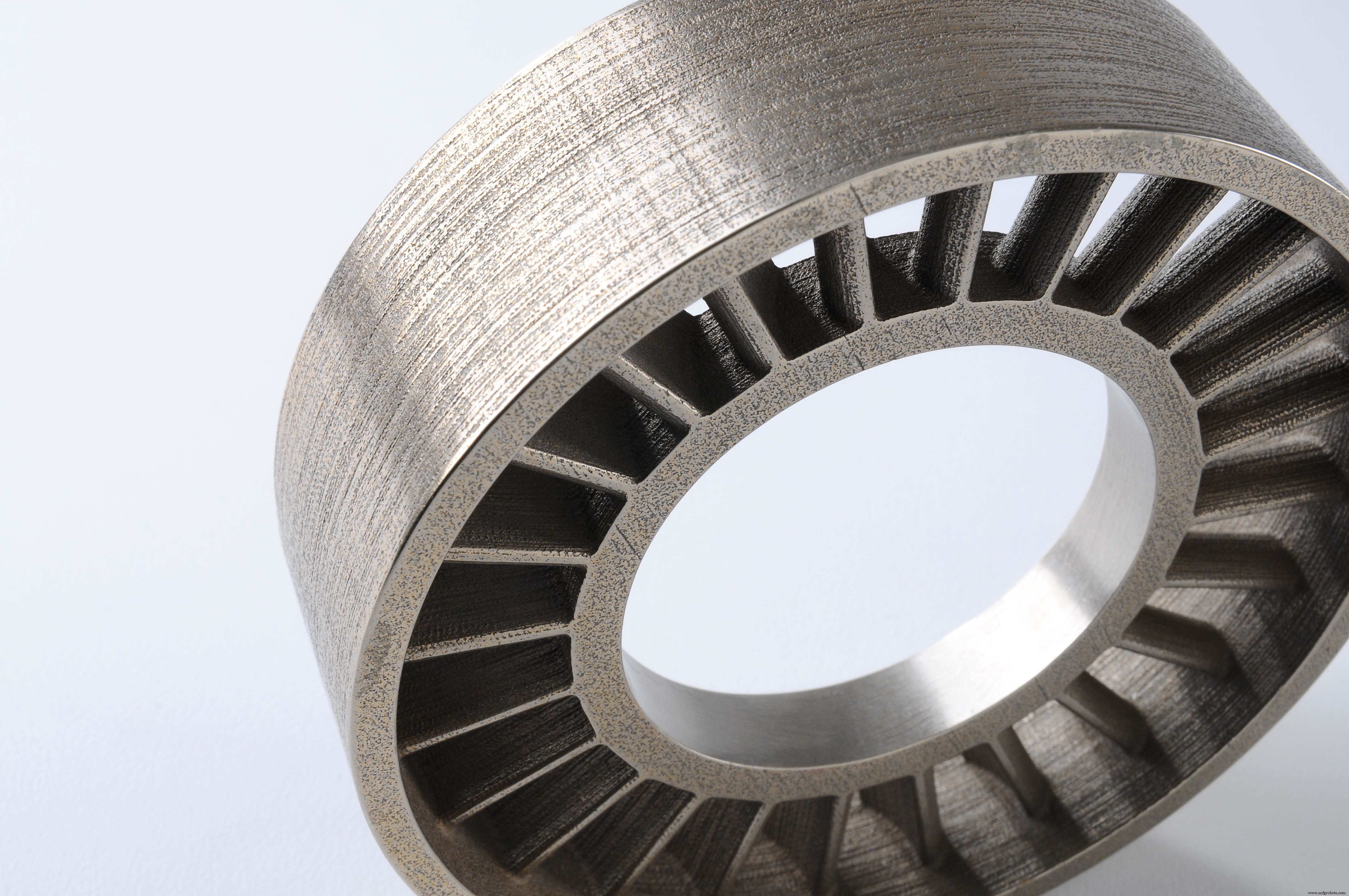
Jet de liant métallique
Le jet de liant métallique est jusqu'à 10 fois plus économique que les autres procédés d'impression 3D métal (DMSL/SLM). De plus, la taille de construction du jet de liant est considérablement grande et les pièces produites ne nécessitent aucune structure de support lors de l'impression, permettant la création de géométries complexes. Cela fait du jet de liant métallique une technologie très attrayante pour la production de métal faible à moyenne .
Le principal inconvénient des pièces métalliques par jet de liant réside dans leurs propriétés mécaniques, qui ne sont pas adaptées aux applications haut de gamme. Néanmoins, les propriétés matérielles des pièces produites sont équivalentes aux pièces métalliques produites avec le moulage par injection de métal, qui est l'une des méthodes de fabrication les plus largement utilisées pour la production de masse de pièces métalliques.
Infiltration &Frittage
Les pièces de jet de liant métallique nécessitent un processus secondaire après l'impression, comme l'infiltration ou frittage , pour obtenir leurs bonnes propriétés mécaniques, car les pièces imprimées sont essentiellement constituées de particules métalliques liées entre elles par un adhésif polymère.
Infiltration : Après l'impression, la pièce est placée dans un four, où le liant est brûlé en laissant des vides. A ce stade, la pièce est poreuse à environ 60 %. Le bronze est ensuite utilisé pour infiltrer les vides par capillarité, ce qui donne des pièces à faible porosité et de bonne résistance.
Frittage : Une fois l'impression terminée, les pièces sont placées dans un four à haute température, où le liant est brûlé et les particules métalliques restantes sont frittées (liées) ensemble, ce qui donne des pièces à très faible porosité.
Caractéristiques du jet de liant métallique
La précision et la tolérance peuvent varier considérablement selon le modèle et sont difficiles à prévoir car elles dépendent fortement de la géométrie. Par exemple, les pièces d'une longueur allant jusqu'à 25 à 75 mm rétrécissent entre 0,8 et 2 % après infiltration, tandis que les pièces plus grandes ont un rétrécissement moyen estimé à 3 %. Pour le frittage, le retrait de la pièce est d'environ 20 %. Les dimensions des pièces sont compensées pour le retrait par le logiciel de la machine, mais un retrait non uniforme peut être un problème et doit être pris en compte lors de la phase de conception en collaboration avec l'opérateur de la machine de projection de liant.
L'étape de post-traitement peut également être source d'imprécisions. Par exemple, lors du frittage, la pièce est chauffée à haute température et devient plus molle. Dans cet état plus souple, les zones non prises en charge pourraient se déformer sous leur propre poids. De plus, comme la pièce se rétracte lors du frittage, il y a ici des frottements entre la plaque du four et la surface inférieure de la pièce, ce qui peut conduire à un gauchissement . Encore une fois, la communication avec l'opérateur de la machine de projection de liant est essentielle ici pour garantir des résultats optimaux.
Les pièces métalliques frittées ou infiltrées par jet de liant auront une porosité interne (le frittage produit 97% de pièces denses, tandis que l'infiltration environ 90%). Cela affecte les propriétés mécaniques des pièces métalliques de Binder Jetting, car les vides peuvent entraîner l'initiation de fissures. La résistance à la fatigue et à la rupture et l'allongement à la rupture sont les propriétés des matériaux les plus affectées par la porosité interne. Des procédés métallurgiques avancés (comme le pressage isostatique à chaud ou HIP) peuvent être appliqués pour produire des pièces presque sans porosité interne. Pour les applications où les performances mécaniques sont critiques, DMLS ou SLM sont les solutions recommandées.
Un avantage du jet de liant métallique par rapport au DMLS/SLM est la rugosité de surface des pièces produites. Typiquement, les pièces métalliques Binder Jetted ont une rugosité de surface de Ra 6 μm après post-traitement, qui peut être réduite à Ra 3 μm si une étape de grenaillage est utilisée. En comparaison, la rugosité de surface telle qu'imprimée des pièces DMLS/SLM est d'environ Ra 12-16 μm. Ceci est particulièrement avantageux pour les pièces avec des géométries internes , par exemple les canaux internes, où le post-traitement est difficile.
Le tableau ci-dessous résume les différences dans les principales propriétés mécaniques des pièces en acier inoxydable, imprimées avec Binder Jetting et DMLS/SLM :
| Jet de liant en acier inoxydable 316 (fritté) | Jet de liant en acier inoxydable 316 (infiltré de bronze) | Acier inoxydable DMLS/SLM 316L | |
|---|---|---|---|
| Limite d'élasticité | 214 MPa | 283 MPa | 470 MPa |
| Allongement à la rupture | 34 % | 14,5 % | 40 % |
| Module d'élasticité | 165 GPa | 135 GPa | 180 GPa |
Matériaux courants de projection de liant
Les poudres de jet de liant sont disponibles dans une gamme de matériaux. L'application finale de la pièce définit la poudre la plus appropriée. Le coût des poudres céramiques est généralement faible. Les poudres métalliques sont plus chères, mais plus économiques que les matériaux DMSL/SLM. Contrairement au procédé SLS, 100 % de la poudre non liée peut être recyclée, ce qui permet de réaliser davantage d'économies de matériaux.
| Matériel | Caractéristiques |
|---|---|
| Grés polychrome | Modèles non fonctionnels en couleur Très fragile |
| Sable de silice | Très haute résistance thermique Excellent pour les applications de moulage au sable |
| Acier inoxydable (infiltré de bronze) | Bonnes propriétés mécaniques Usinable ~10 % de porosité interne |
| Acier inoxydable (fritté) | Très bonnes propriétés mécaniques Haute résistance à la corrosion ~3 % de porosité interne |
| Alliage Inconel (fritté) | Excellentes propriétés mécaniques Bonne résistance à la température Haute résistance chimique |
| Carbure de tungstène (fritté) | Très haute dureté Utilisé pour la production d'outils de coupe |
Avantages et limites du jet de liant
Les principaux avantages et inconvénients de la technologie sont résumés ci-dessous :
Binder Jetting produit des pièces métalliques et des prototypes en couleur à une fraction du coût par rapport à DMLS/SLM et au jet de matière respectivement.
Binder Jetting peut fabriquer des pièces très grandes et géométries métalliques complexes , car il n'est limité par aucun effet thermique (par exemple, le gauchissement).
Les capacités de fabrication de Binder Jetting sont excellentes pour la production par lots faible à moyenne .
Les pièces de jet de liant métallique ont des propriétés mécaniques inférieures que les pièces DMSL/SLM, en raison de leur plus grande porosité.
Uniquement des détails approximatifs peut être imprimé avec Binder Jetting, car les pièces sont très fragiles dans leur état vert et peuvent se fracturer pendant le post-traitement.
Comparé à d'autres processus d'impression 3D, le jet de liant offre une sélection de matériaux limitée .
Les principales caractéristiques du Binder Jetting sont résumées dans le tableau ci-dessous :
| Jet de liant | |
|---|---|
| Matériaux | Métaux, Céramique (sable) |
| Précision dimensionnelle | Métal :± 2 % ou 0,2 mm (jusqu'à ± 0,5 % ou ± 0,05) Quadri :± 0,3 mm Sable :± 0,3 mm |
| Taille de construction typique | Métal :400 x 250 x 250 mm (jusqu'à 800 x 500 x 400 mm) Quadri :200 x 250 x 200 mm (jusqu'à 500 x 380 x 230 mm) Sable :800 x 500 x 400 (jusqu'à à 2200 x 1200 x 600 mm) |
| Épaisseur de couche commune | Métal :35 - 50 μm Pleine couleur :100 μm Sable :200 - 400 μm |
| Assistance | Non requis |
Règles empiriques
- Choisissez le jet de liant métallique pour imprimer des pièces métalliques en 3D à faible coût, pour les applications qui ne nécessitent pas de très hautes performances.
- Pour les pièces métalliques imprimées en 3D, le jet de liant offre une plus grande liberté de conception que le DMLS/SLM, car les effets thermiques ne sont pas un problème pendant le processus de fabrication.
- Les pièces de Binder Jetting en couleur sont très fragiles et ne conviennent qu'à des fins visuelles.
- Utilisez le jet de liant pour produire de très grands noyaux et moules en sable.
impression en 3D
- Qu'est-ce que l'impression 3D Binder Jet ?
- Un cours accéléré sur l'impression 3D Binder Jet
- Microfabrication 3D :Introduction à l'impression 3D micro-dimensionnée
- Une introduction à l'impression 3D par dépôt d'énergie dirigé (DED)
- Modélisation des dépôts de fusion — Une brève introduction
- Introduction à l'impression 3D avec des plastiques
- Exploration de l'impression 3D Polyjet
- Introduction à l'impression 3D pour le moulage au sable
- Qu'est-ce que la bioimpression ?