


Méthodes de fabrication de tiges de titane

Méthodes de fabrication des tiges de titane
Tiges en titane et les barres rondes sont fabriquées à partir d'un matériau résistant à la corrosion qui a l'un des rapports résistance/poids les plus élevés de tous les métaux. En raison de la résistance à l'usure, de la résistance à la corrosion, de la résistance aux températures élevées et des propriétés non magnétiques des tiges de titane, il est utilisé dans les pièces principales de l'équipement, le corps de l'arbre, les pièces solides, l'arbre de mélange, etc.
Méthodes de fabrication des tiges en titane
Caractéristiques des tiges de titane
En plus, tiges en titane ont les caractéristiques de haute résistance, bonne ténacité, faible module d'élasticité, compatibilité avec le corps humain, et sont largement utilisés dans l'industrie médicale.
Le matériau de forgeage de la tige de titane est principalement du titane pur et un alliage de titane de diverses compositions, et l'état d'origine du matériau est la tige de titane , lingot de titane , poudre de métal et métal liquide.
Le rapport entre la surface de la section transversale du métal avant déformation et la surface de la section transversale après déformation est appelé rapport de forgeage. Une sélection appropriée du rapport de forgeage, une température de chauffage et un temps de maintien raisonnables, une température de forgeage initiale raisonnable et une température de forgeage finale, une déformation raisonnable et une vitesse de déformation sont étroitement liées à l'amélioration de la qualité du produit et à la réduction des coûts.
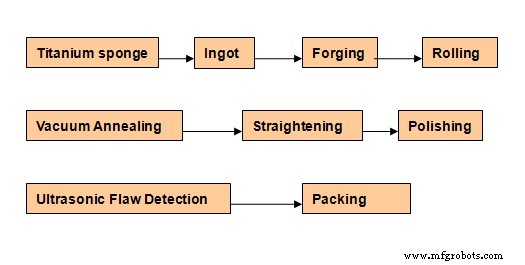
processus de barre de titane
En général, les pièces forgées de petite et moyenne taille utilisent des barres rondes ou carrées comme ébauches. Si la structure du grain et les propriétés mécaniques de la barre sont uniformes et bonnes, la forme et la taille sont précises et la qualité de surface est bonne, elle est pratique pour la production en série. Tant que la température de chauffage et les conditions de déformation sont correctement contrôlées, des pièces forgées de haute qualité peuvent être forgées sans nécessiter de grandes déformations de forge.
Sur l'avion, alliage de titane est principalement utilisé pour fabriquer les principaux éléments de force tels que les poutres, les trains d'atterrissage, les moyeux et les joints. L'alliage de titane est principalement utilisé pour fabriquer des bagues d'adaptation, des ventilateurs de racleur, des disques de compresseur et des aubes sur le moteur.
Comment réduire la pression de forgeage ?
Si la méthode de forgeage conventionnelle est utilisée dans le traitement des tiges en alliage de titane étant donné que la plage de température de forgeage n'est que d'environ 100 degrés Celsius, la force de perturbation de la déformation augmente fortement avec la chute de température de la billette pendant le processus de forgeage, et une presse à forger de gros tonnage est nécessaire.
Pour réaliser des segments de tige en titane, il suffit d'utiliser un seul sham secondaire pour réduire la pression de forgeage. Le résultat est facile à déplacer jusqu'au bord de la vague à haute résistance au milieu, ce qui augmente la difficulté de remplir la haute teneur en gluten.

tige en alliage de titane
À cette fin, des mesures de processus efficaces sont nécessaires, telles que l'augmentation de la température de chauffage transversal de la barre transversale pour réduire la chute de température ; en utilisant un lubrifiant pour verre pour empêcher la contamination de surface et améliorer l'écoulement du métal. Il est efficace d'ajouter un bossage de positionnement process. Le premier feu est utilisé pour forger la peau avec deux feux, et la rainure à haute résistance est placée sur le moule inférieur avec le bossage de positionnement.
En utilisant le positionnement du bossage, le temps nécessaire au métal remplissant la partie à haute teneur en gluten pour entrer en contact avec la paroi du moule est considérablement réduit, l'effet de refroidissement du moule est ralenti et la propriété de remplissage de la tige en titane est améliorée. Sur la paire de marteaux de 25 tonnes, les tiges en titane de l'avion « carré » d'une longueur de 1395 mm et d'une surface projetée de 0,2 mètre carré peuvent être forgées avec succès.
Polissage électrochimique
Barre en titane le traitement et le laminage ont pour but d'obtenir un aspect brillant en broyant des pièces et des abrasifs dans un acide dilué ou un alcali dilué avec un émulsifiant (ou inhibiteur de corrosion) et en suivant la rotation du tambour. Il convient à la manipulation de petites pièces et de pièces difficiles à polir et à polir. Une sélection appropriée des normes de roulement améliore la productivité et la qualité.

tiges en titane
1. La forme du tambour
La forme du tambour comprend un cercle, un hexagone, un octogone, etc., et l'utilité du polygone est bonne. C'est parce que le rayon de la paroi du canon n'est pas égal à l'axe, et il y a un certain point de vue, donc les pièces laminées sont faciles à changer d'orientation, le moment de la collision mutuelle augmente, le meulage est uniforme et le l'efficacité est élevée de sorte que le moment de roulement peut être raccourci.
2. L'échelle du tambour
La longueur d'un tambour à motifs est de 600 à 800 mm. Le deuxième modèle mesure 800-1500 mm, ce qui est généralement mieux. En effet, la pression et le frottement des pièces dans le tambour sont importants, ce qui augmente également la quantité de coupe. Cependant, pour les pièces soumises à la pression et à la déformation, un petit rouleau peut être utilisé et la longueur du rouleau peut être augmentée.
1) Données du rouleau
Il existe un lien direct entre la vitesse de rotation du tambour et la quantité de raclage de la pièce, c'est-à-dire que plus la vitesse de rotation est rapide, plus la coupe du métal est grande apparence. Cependant, lorsque la vitesse dépasse une certaine limite supérieure, elle chute. Lorsque la vitesse de rotation est trop rapide, la force centrifuge de la pièce dans le tambour augmente et la force de frottement est réduite. La vitesse est généralement contrôlée à 45r/min.
2) Abrasifs et solutions de laminage
Les abrasifs roulants comprennent la pierre ponce, le quartz, les coins de granit, les coquillages, la limaille de fer et les copeaux de céramique. La taille des particules abrasives doit être plus grande ou plus petite que chaque trou de l'élément. La quantité de contenu du fût est également un facteur important affectant la qualité de la surface agricole de la pièce. La quantité du tambour à l'intérieur est généralement de 70 % du volume du tambour. Pour les tiges en titane plus lourdes pour usiner des pièces en titane ou des pièces filetées, le chargement doit être contrôlé à 80%-90%.
La solution dans le tambour doit être ajoutée à environ 95% du volume du tambour. (Remarque :lors de l'ajout d'une solution acide au tambour, l'eau doit être ajoutée en premier, puis ajoutez de l'acide pour éviter la corrosion des pièces pendant le processus de laminage en raison de l'augmentation du temps et de la diminution progressive de la concentration de la solution interne)
Par conséquent, à intervalles, la concentration de la solution doit être modifiée et remplacée, et le temps de roulement ne doit pas être trop long, sinon les pièces seront endommagées. Autrement dit, utilisez une brosse pour éliminer les bavures, les crachats, l'huile résiduelle et les boues de corrosion à l'extérieur de la pièce et lui donner un certain lustre. Il faut souligner que les pièces élastiques, rigides ou à parois minces doivent être retirées à temps après la fin du laminage. Sinon, cela provoquera une perméation d'hydrogène ou une surcorrosion partielle.
Conclusion
Merci d'avoir lu notre article et nous espérons qu'il pourra vous aider à mieux comprendre les méthodes de fabrication des tiges en titane . Si vous voulez en savoir plus sur les tiges en titane , vous pouvez visiter Métaux réfractaires avancés (ARM )pour plus d'informations.
Siège social à Lake Forest, Californie, États-Unis, Métaux réfractaires avancés (ARM ) est l'un des principaux fabricants et fournisseurs de métaux réfractaires à travers le monde et fournit à ses clients des métaux réfractaires de haute qualité tels que tungstène, molybdène, tantale, rhénium, titane, et zirconium à un prix très compétitif.
Métal
- Application du titane dans les montres
- Méthodes de préparation de la poudre de tantale
- Échangeurs de chaleur en titane
- Technologie de forgeage de l'alliage de titane
- Avantages des attaches en titane
- Cuivre plaqué de titane et ses méthodes de production
- Comparaison des méthodes de fabrication courantes de pièces en fibre de carbone
- Conseils de fabrication :méthodes pour optimiser la production
- Fabrication sous contrat