


Comment créer un programme pour le fraisage hélicoïdal ?
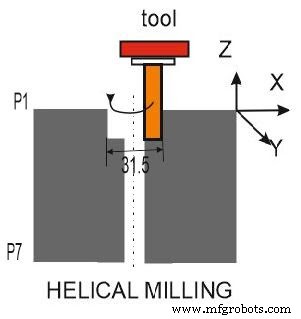
Dans le programme de fraisage hélicoïdal, nous élargissons le diamètre du trou jusqu'à 31,5 mm. Voyons comment créer un programme pour le fraisage hélicoïdal ;
O1234
DESCRIPTION
N20 -Programmer dans le système de coordonnées incrémentales, destination des coordonnées de travail sur la fraiseuse, toutes les dimensions en "mm", sélectionner le plan xy, cycle fixe annulé le cas échéant, compensation de décalage de hauteur d'outil négative ;
N30 – Broche sur vitesse horaire 1200 r.p.m.
N40 – Déplacement rapide où à la position X0 &Z0 .
N50 - Traversée rapide où l'outil se déplace à la position Z10 , l'arrosage est activé .
N60- commande d'interpolation linéaire où Z est 0 . (l'outil touche la pièce), la vitesse d'avance par tour est de 0,2
N70 - commande d'interpolation linéaire où l'outil prend la position 15,75 dans l'axe X, compensation du rayon de l'outil à gauche.
N80 - Interpolation circulaire dans le sens antihoraire où I =-15.75 &la profondeur de coupe dans l'axe Z est de -4 .(point imaginaire de première coupe P0 à P1)
N90 - Interpolation circulaire dans le sens antihoraire où I =-15,75 et la profondeur de coupe dans l'axe Z est de -4 . ( Secondcut du point P1 au P2)
N150 - commande d'interpolation linéaire où l'outil revient à la position de départ X =0 , compensation de nez d'outil désactivée.
N160 - Avance rapide où l'outil se déplace à la position Z50 .
N170 - Arrêt de l'arrosage , arrêt de la broche , fin du programme principal .
commande numérique par ordinateur
- Comment fabriquer de la fibre de verre
- Comment fabriquer un moule à injection
- Considérations clés à prendre en compte lors de l'utilisation de la technologie de fraisage CNC pour l'usinage de l'acier trempé
- Savez-vous comment fonctionne une fraiseuse ?
- Comment faire un prototype
- Comment se préparer à l'Industrie 4.0
- Comment concevoir un programme de maintenance préventive pour votre équipement
- Comment faire fonctionner un programme de sécurité complet
- Macro G65 pour hélice interne