


Soudage par faisceau laser VS soudage à l'arc plasma
Soudage par faisceau laser
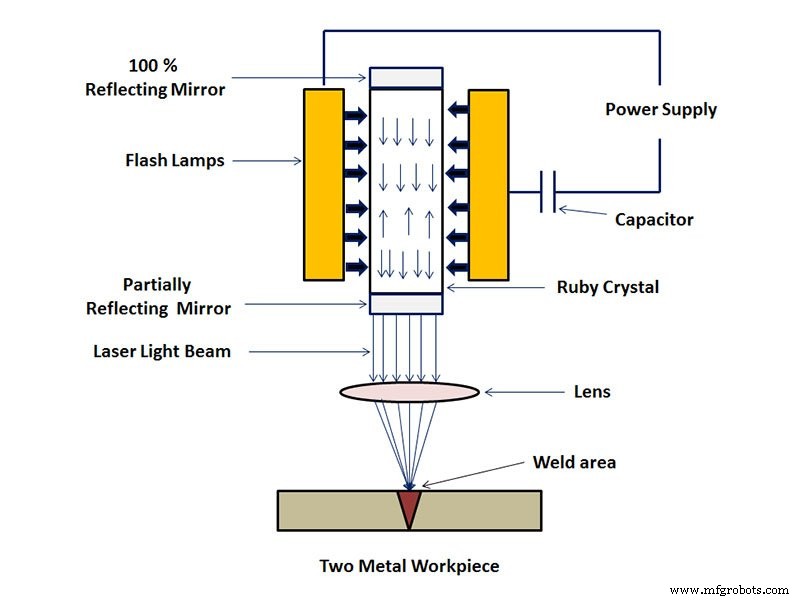
Le soudage par faisceau laser est une méthode de soudage efficace et précise qui utilise un faisceau laser à haute densité d'énergie comme source de chaleur. Le soudage par faisceau laser peut être réalisé par des faisceaux laser continus ou pulsés. Le principe du soudage laser peut être divisé en soudage par conduction thermique et soudage en profondeur au laser. Une densité de puissance inférieure à 104 ~ 105 W/cm2 est un soudage par conduction thermique. A ce moment, la profondeur de pénétration est faible et la vitesse de soudage est lente; lorsque la densité de puissance est supérieure à 105~107 W/cm2, la surface métallique est enfoncée dans des "trous" sous l'action de la chaleur, formant une soudure à pénétration profonde. Caractéristiques de vitesse de soudage rapide et grand rapport d'aspect.
Le soudage par faisceau laser utilise généralement des faisceaux laser continus pour terminer la connexion des matériaux. Le processus physique métallurgique est très similaire au soudage par faisceau d'électrons, c'est-à-dire que le mécanisme de conversion d'énergie est complété par une structure en "trou de serrure". Sous une irradiation laser à densité de puissance suffisamment élevée, le matériau s'évapore et forme de petits trous. Ce petit trou rempli de vapeur est comme un corps noir, absorbant presque toute l'énergie du faisceau incident. La température d'équilibre dans la cavité est d'environ 2500C. La chaleur est transférée de la paroi extérieure de la cavité à haute température, faisant fondre le métal entourant la cavité. Les petits trous sont remplis de vapeur à haute température générée par l'évaporation continue du matériau de la paroi sous le faisceau lumineux. Les quatre parois des petits trous entourent le métal en fusion et le métal liquide entoure le matériau solide. (Dans la plupart des procédés de soudage conventionnels et le soudage par conduction laser, l'énergie est d'abord (déposée sur la surface de la pièce, puis transportée vers l'intérieur par transfert). Le flux de liquide à l'extérieur de la paroi du trou et la tension superficielle de la couche de paroi sont cohérents avec la pression de vapeur générée en continu dans la cavité du trou et maintenir un équilibre dynamique. Le faisceau lumineux pénètre en continu dans le petit trou et le matériau à l'extérieur du petit trou s'écoule en continu. Lorsque le faisceau lumineux se déplace, le petit trou est toujours dans un endroit stable C'est-à-dire que le petit trou et le métal en fusion entourant la paroi du trou avancent avec la vitesse d'avancement du faisceau de tête. Le métal en fusion remplit l'espace laissé par le petit trou, puis se condense, et la soudure est Tout le processus ci-dessus se déroule si rapidement que la vitesse de soudage peut facilement atteindre plusieurs mètres par minute.
Caractéristiques
1. Le soudage par faisceau laser est un soudage par fusion, qui utilise un faisceau laser comme source d'énergie et a un impact sur le joint soudé.
2. Le faisceau laser peut être guidé par un élément optique plat (comme un miroir), puis le faisceau est projeté sur le cordon de soudure avec un élément de focalisation réfléchissant ou une lentille.
3. Le soudage par faisceau laser est un soudage sans contact. Aucune pression n'est requise pendant l'opération, mais un gaz inerte est nécessaire pour empêcher l'oxydation de la masse fondue. Le métal d'apport est parfois utilisé.
4. Le soudage par faisceau laser peut être combiné au soudage MIG pour former un soudage composite laser MIG afin d'obtenir un soudage à grande pénétration, tandis que l'apport de chaleur est considérablement réduit par rapport au soudage MIG.
Applications
La technologie des machines de soudage au laser est largement utilisée dans les domaines de la fabrication de haute précision tels que les automobiles, les navires, les avions et les trains à grande vitesse. Il a permis d'améliorer considérablement la qualité de vie des gens et a également fait entrer l'industrie de l'électroménager dans l'ère de l'ingénierie de précision.
Soudage à l'arc plasma
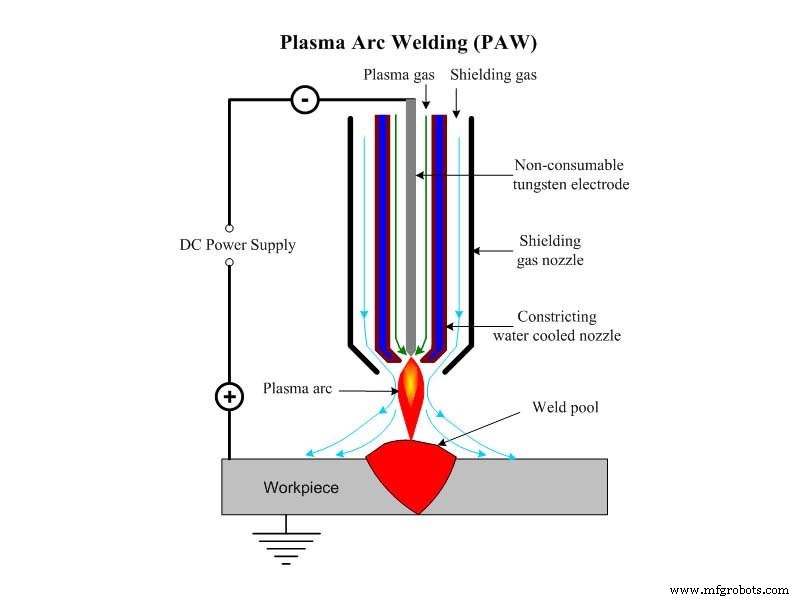
Le soudage à l'arc plasma fait référence à une méthode de soudage par fusion qui utilise un faisceau d'arc plasma à haute densité d'énergie comme source de chaleur de soudage. Pendant le soudage, le gaz ionique (formant un arc ionique) et le gaz de protection (pour protéger le bain de fusion et le cordon de soudure des effets nocifs de l'air) sont de l'argon pur. Les électrodes utilisées en soudage à l'arc plasma sont généralement des électrodes en tungstène, et doivent parfois être remplies de métal (fil de soudure). Généralement, la méthode de connexion positive CC est adoptée (la tige de tungstène est connectée à l'électrode négative). Par conséquent, le soudage à l'arc plasma est essentiellement un soudage sous gaz de tungstène avec effet de compression.
Le soudage à l'arc plasma présente les caractéristiques de concentration d'énergie, de productivité élevée, de vitesse de soudage rapide, de faible déformation sous contrainte, d'isolation électrique stable et convient au soudage de plaques minces et de matériaux de boîte. Il est particulièrement adapté à divers métaux réfractaires, facilement oxydés et sensibles à la chaleur matériaux (tels que le tungstène, le molybdène, le cuivre, le nickel, le titane, etc.).
Le gaz est dissocié par le chauffage de l'arc, et est comprimé lors du passage à travers la buse refroidie à l'eau à grande vitesse, augmentant la densité d'énergie et le degré de dissociation, formant un arc plasma. Sa stabilité, son pouvoir calorifique et sa température sont supérieurs à l'arc général, il a donc une plus grande pénétration et vitesse de soudage. Le gaz formant l'arc plasma et le gaz de protection qui l'entoure utilisent généralement de l'argon pur. Selon les propriétés matérielles des différentes pièces, il existe également celles qui utilisent de l'hélium, de l'azote, de l'argon ou un mélange des deux.
Caractéristiques
1. Le soudage à l'arc plasma par microfaisceau peut souder des feuilles et des plaques minces.
2. Avec un effet de petit trou, il peut mieux réaliser le soudage simple face et le formage libre double face.
3. L'arc plasma a une densité d'énergie élevée, une température de colonne d'arc élevée et une forte capacité de pénétration. Il peut réaliser de l'acier de 10 à 12 mm d'épaisseur sans soudure en biseau. Il peut être soudé par formage double face en une seule fois. La vitesse de soudage est rapide, la productivité est élevée et la déformation sous contrainte est faible.
4. L'équipement est relativement compliqué, la consommation de gaz est importante, le groupe a des exigences strictes en matière de dégagement et de propreté de la pièce et ne convient qu'au soudage en intérieur.
Applications
Le soudage plasma est largement utilisé dans la production industrielle, en particulier dans le soudage du cuivre et des alliages de cuivre, du titane et des alliages de titane, de l'acier allié, de l'acier inoxydable, du molybdène et d'autres métaux utilisés dans l'aérospatiale et d'autres technologies industrielles militaires et de pointe, telles que le titane coquille de missile en alliage, certains conteneurs à paroi mince sur les avions, etc.
commande numérique par ordinateur
- Qu'est-ce que le soudage à l'arc plasma ? - Pièces et travail
- Qu'est-ce que le soudage ? - Définition | Types de soudage
- Machines de soudage au laser
- Principes de fonctionnement du processus de soudage à l'arc
- Précautions de sécurité en opération de soudage à l'arc
- Comprendre le soudage à l'arc électrique
- Comprendre le soudage à l'arc plasma (PAW)
- Applications, avantages et inconvénients du soudage à l'arc plasma
- Découpe laser, Découpe plasma