


Vis
Contexte
Les vis font partie d'une famille de fixations filetées qui comprend des boulons et des goujons ainsi que des vis spécialisées comme les vis à bois de charpentier et la vis à capuchon automobile. Les filetages (ou rainures) peuvent être à droite ou à gauche, coniques, droits ou parallèles. Il existe deux types de vis, les vis à métaux et les vis à bois. Les deux sont en métal, mais la vis à métaux a un diamètre constant et se joint à des écrous tandis que la vis à bois est conique et adhère à la surface du bois.
Historique
Même si le concept de la vis remonte à environ 200 av. , la véritable vis en métal connue aujourd'hui n'a été développée qu'à la Renaissance. Les premières vis devaient être faites à la main, donc il n'y a jamais deux vis identiques. Le processus fastidieux de limer à la main les filetages dans la forme de la vis a rendu la production de masse et l'utilisation pratiquement impossibles. En 1586, l'introduction de la première machine à décoller les vis par Jacques Besson, ingénieur de la cour de Charles IX de France, ouvre la voie à de nouvelles innovations.
Inspirés par les premiers concepteurs et fabricants d'instruments scientifiques tels que les microscopes, les horlogers et les armuriers ont ouvert la voie à la conception de machines à couper les vis. En 1760, Job et William Wyatt, deux frères anglais, déposent un brevet pour le premier appareil automatique de décolletage. Leur machine pouvait couper 10 vis par minute et était considérée comme l'un des précurseurs des machines de production de masse.
Au début du XIXe siècle, l'Anglais Henry Maudslay a produit la méthode de fabrication de vis encore en usage aujourd'hui. Sa machine fut le premier tour à décolleter à moteur. Aux États-Unis, à la même époque, David Wilkinson a également construit un tour à décolleter et a obtenu le premier brevet américain sur les vis. De nouvelles innovations ont suivi peu de temps après. En 1845, Stephen Finch a développé un tour à tourelle, et peu après la guerre de Sécession, Christopher Walker a inventé un tour entièrement automatique.
La première usine de vis, Abom and Jackson, a été ouverte à Rhode Island en 1810. En 1895, les fabricants de vis en Amérique formaient des syndicats et exigeaient un salaire minimum de 1,75 $ par jour de dix heures pour un membre et de 1,25 $ pour un apprenti. Des innovations à plus petite échelle ont continué à être faites pour améliorer l'efficacité. John E. Sweet a conçu la méthode de coupe de fil angulaire pour couper un fil entier d'un côté.
Aujourd'hui, l'usinage des vis a été remplacé par le roulage de filetage. En 1836, l'Américain William Keane développa le procédé de roulage du fil, mais à l'époque il eut peu de succès. Le fer métallique qui a été utilisé pour créer les vis filetées était de qualité trop basse et avait tendance à se fendre pendant le processus de découpe. Le besoin éventuel de produire en masse des vis à une fraction du coût d'usinage a conduit à la réévaluation et à la mise en place de la fabrication de vis par roulage de filetage.
Matières premières
Les vis sont généralement fabriquées à partir de fil d'acier à faible à moyenne teneur en carbone, mais d'autres métaux résistants et peu coûteux peuvent être substitués, tels que l'acier inoxydable, le laiton, les alliages de nickel ou l'alliage d'aluminium. La qualité du métal utilisé est de la plus haute importance afin d'éviter 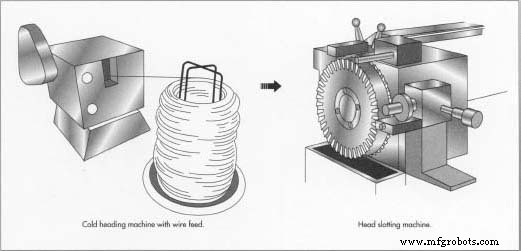 La machine de frappe à froid coupe une longueur de fil et effectue deux coups sur l'extrémité, formant une tête. Dans la machine à rainurer à tête, les ébauches de vis sont serrées dans les rainures autour du périmètre de la roue. Un couteau circulaire fend les vis pendant que la roue tourne. craquement. Si une finition est appliquée à la vis, elle doit être d'un maquillage compatible. L'acier peut être revêtu ou plaqué de zinc, de cadmium, de nickel ou de chrome pour une protection supplémentaire.
La machine de frappe à froid coupe une longueur de fil et effectue deux coups sur l'extrémité, formant une tête. Dans la machine à rainurer à tête, les ébauches de vis sont serrées dans les rainures autour du périmètre de la roue. Un couteau circulaire fend les vis pendant que la roue tourne. craquement. Si une finition est appliquée à la vis, elle doit être d'un maquillage compatible. L'acier peut être revêtu ou plaqué de zinc, de cadmium, de nickel ou de chrome pour une protection supplémentaire.
Conception
Sur une vis à filetage unique, le pas et le pas sont identiques, le pas est deux fois plus grand sur un modèle à double filetage, et trois fois plus sur un modèle à triple filetage. Le pas d'une vis est la distance entre deux filets (ou rainures) à partir du même point sur chaque filet. Il est également plus communément appelé nombre de fils par pouce ou centimètre. Le pas de la vis mesure la distance à laquelle elle est enfoncée à chaque tour.
Le processus de fabrication
L'usinage n'est utilisé que sur des conceptions uniques ou avec des vis trop petites pour être fabriquées d'une autre manière. Le processus d'usinage est précis, mais trop long, inutile et coûteux. La majeure partie de toutes les vis sont fabriquées en masse à l'aide de la méthode de roulage du filetage, et c'est la procédure décrite plus en détail.
Frappe à froid
- 1 Le fil est alimenté à partir d'une bobine mécanique à travers une machine de préredressage. Le fil redressé s'écoule directement dans une machine qui coupe automatiquement le fil à une longueur désignée et découpe la tête de l'ébauche de vis dans une forme préprogrammée. La machine à entêter utilise une matrice ouverte ou fermée qui nécessite un ou deux poinçons pour créer la tête de vis. La matrice fermée (ou pleine) crée une ébauche de vis plus précise. En moyenne, la machine de frappe à froid produit 100 à 550 ébauches de vis par minute.
Roulage de fil
- 2 Une fois mis à froid, les ébauches de vis sont automatiquement acheminées vers les filières de taraudage à partir d'une trémie vibrante. La trémie guide les ébauches de vis le long d'une goulotte jusqu'aux matrices, tout en s'assurant qu'elles sont dans la bonne position d'alimentation.
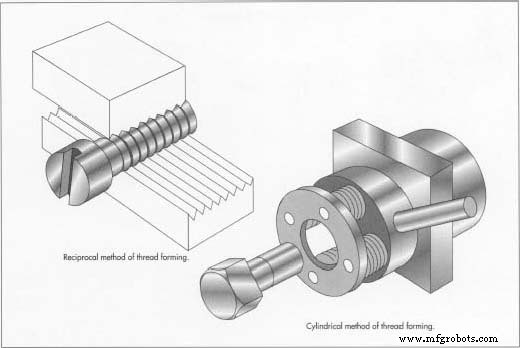
- 3 Le flan est ensuite découpé en utilisant l'une des trois techniques. Dans la matrice alternative, deux matrices plates sont utilisées pour couper le filetage de la vis. Une matrice est fixe, tandis que l'autre se déplace d'une manière alternative, et l'ébauche de vis est roulée entre les deux. Lorsqu'une matrice cylindrique sans centre est utilisée, l'ébauche de vis est roulée entre deux à trois matrices rondes afin de créer le filetage fini. La dernière méthode de laminage des filets est le processus de filière rotative planétaire. Il maintient le flan de vis immobile, tandis que plusieurs machines de découpe roulent autour du flan.
 Les fils peuvent être coupés dans le blanc par plusieurs méthodes. Dans la méthode réciproque, l'ébauche de vis est roulée entre deux matrices. Dans la méthode cylindrique, il est tourné au centre de plusieurs rouleaux.
Les fils peuvent être coupés dans le blanc par plusieurs méthodes. Dans la méthode réciproque, l'ébauche de vis est roulée entre deux matrices. Dans la méthode cylindrique, il est tourné au centre de plusieurs rouleaux. - Les trois méthodes créent des vis de meilleure qualité que la variété coupée à la machine. En effet, le fil n'est pas littéralement coupé dans le flan pendant le processus de roulage du fil, mais il est plutôt imprimé dans le flan. Ainsi, aucun matériau métallique n'est perdu et la faiblesse du métal est évitée. Les fils sont également positionnés de manière plus précise. La plus productive des techniques de filetage est de loin la filière rotative planétaire, qui crée des vis à une vitesse de 60 à 2 000 pièces par minute.
Contrôle qualité
La Commission nationale des filetages de vis a établi une norme pour les filetages de vis en 1928 pour l'interchangeabilité. Cela a été suivi par une déclaration d'accord internationale en 1948, adoptant un système de filetage unifié. Les normes se concentrent sur trois éléments principaux :le nombre de filetages par pouce, le pas et la forme désignés du filetage et les tailles de diamètre désignées. En 1966, l'Organisation internationale de normalisation (ISO) a suggéré une restriction universelle des filetages aux gammes de tailles ISO métriques et en pouces avec des pas grossiers et fins. La conformité aux normes suggérées par l'ISO a été mondiale.
Processus de fabrication
- Qu'est-ce qu'une vis structurelle?
- Que sont les vis de pont ?
- Pas de vis vs plomb :quelle est la différence
- Comment empêcher les vis de se dénuder
- Qu'est-ce qu'une vis à tête fraisée ?
- Briser l'anatomie d'une vis
- Vue d'ensemble de l'unité de support de vis à billes
- Comprendre la jauge à vis micrométrique
- Types de vis et boulons