


Quels sont les avantages de l'utilisation de broches à grande vitesse ?
Les forets miniatures et les fraises en bout manquent souvent de vitesse de rotation de la broche, ce qui entraîne une mauvaise finition de surface, une faible productivité et des outils de coupe cassés. Voici quelques options et recommandations pour résoudre ce problème trop courant.
Comment sont définis « miniature » et « micro-usinage » ?
Il n'y a pas de réponse officielle, bien que de nombreux experts suggèrent que toute perceuse ou fraise en bout d'un diamètre inférieur à 1/8" environ est considérée comme un micro-outil.
Ce qui est plus important, c'est que ces fraises nécessitent souvent des vitesses de broche plus élevées que celles que la plupart des machines-outils CNC peuvent fournir, et sans elles, les résultats sont généralement indésirables.
Considérez les vitesses de coupe recommandées pour certains matériaux de tous les jours.
Sandvik Coromant conseille aux machinistes de commencer à 492 pieds par minute (SFM) pour les aciers inoxydables austénitiques et duplex. Guhring dit que 620 SFM est une bonne vitesse pour l'ébauche de la plupart des fontes. Harvey Tool suggère 600 SFM pour les aciers à faible teneur en carbone et 1 000 SFM pour l'aluminium forgé. D'autres fabricants d'outils de coupe proposent des recommandations similaires.
Dans le premier exemple, une fraise en bout de 3/16" de diamètre nécessite une vitesse de broche d'au moins 10 000 tr/min pour atteindre les paramètres de fonctionnement appropriés; dans le dernier exemple, la même fraise doit atteindre au moins deux fois ce tr/min pour atteindre la vitesse de surface recommandée. La situation s'aggrave de manière exponentielle à mesure que les outils deviennent plus petits. Le Tool Advisor d'Iscar, par exemple, calcule que plus de 56 000 tr/min sont nécessaires pour une fraise en bout de 1/32" lors de l'usinage d'acier allié.
Avant que tout le monde n'atteigne sa calculatrice pour vérifier ces chiffres, le message est clair :même un centre d'usinage haut de gamme conçu pour la fabrication de moules ou les travaux d'optique échouera lors du fraisage et du perçage dans ce micro domaine, avec des -les tours à outils et les équipements CNC de base sont encore plus à la traîne. Ce simple fait de la physique de l'usinage, plus que toute autre chose, est ce qui détermine quand les outils de coupe sont considérés comme miniatures, nécessitant donc une attention particulière.
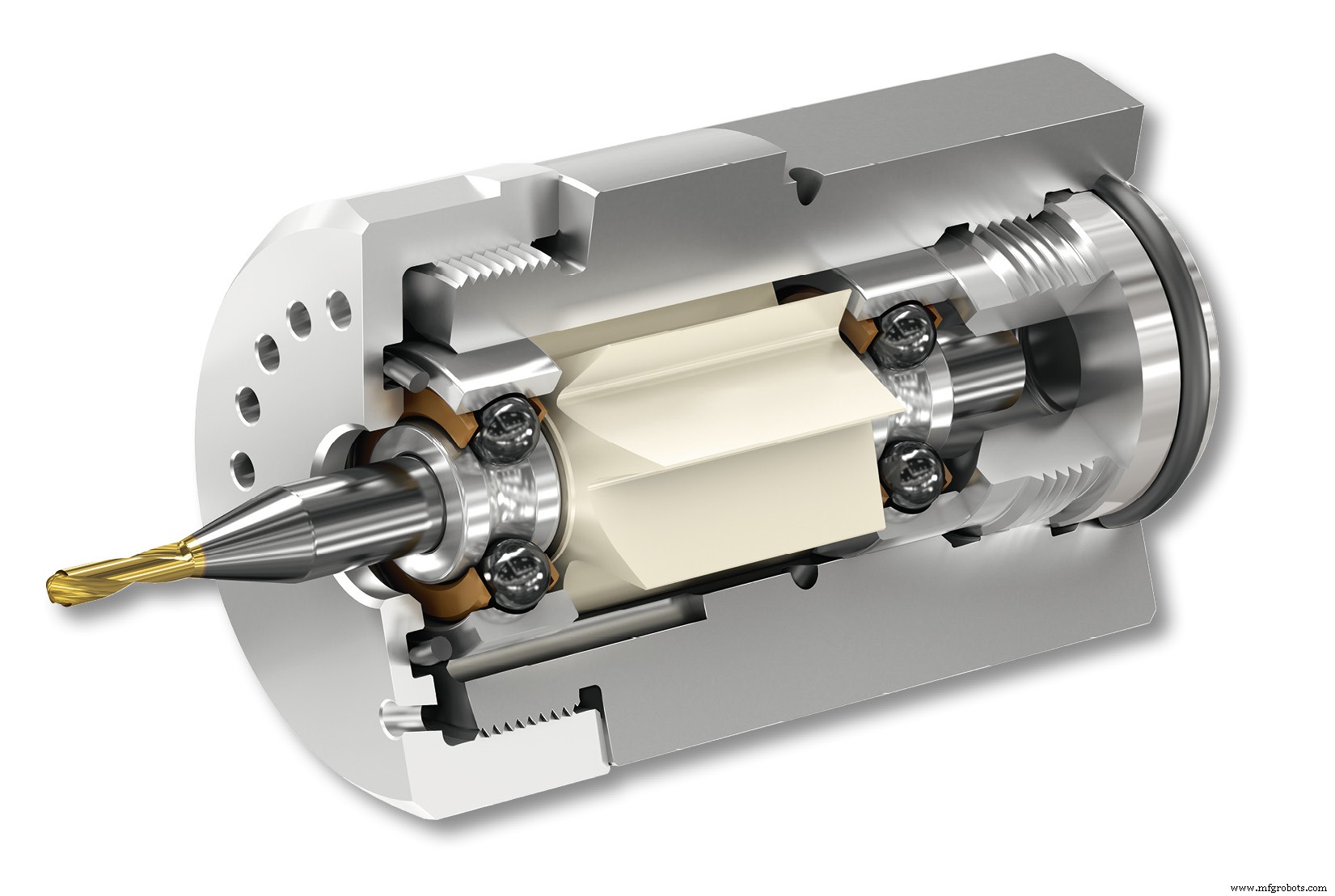
La bonne nouvelle est qu'il existe un moyen simple de remédier au blues de la vitesse de broche insuffisante, quels que soient la machine-outil, le matériau ou la taille de la fraise. Les têtes Speeder, comme on les appelle, sont conçues pour augmenter le régime de n'importe quelle broche de machine. Ils le font tout en garantissant une fiabilité et une précision maximales dans les travaux de perçage et de fraisage légers CNC, en particulier dans les opérations de finition. Plusieurs configurations sont disponibles, parmi lesquelles des unités alimentées par air ou par électricité, un fluide de coupe à travers la broche ou un train d'engrenages interne qui multiplie la rotation de la broche existante.
Surmonter le blues

Mike Gabris est prudent lorsqu'il utilise le terme « accélérateur de broche ». Le directeur des ventes industrielles de NSK America Corporation dit que "speeder" fait souvent référence à l'arrangement à engrenages que nous venons de mentionner.
"Chaque fois que vous ajoutez des engrenages à l'équation, vous introduisez des propriétés telles que les vibrations, la chaleur et la distorsion thermique", dit-il. "Aucune de ces propriétés n'est acceptable pour une broche à grande vitesse."
En comparaison, la solution préférée de l'entreprise utilise une broche de moteur électrique sans balais qui fonctionne indépendamment de la broche de la machine, générant des vitesses bien supérieures à celles possibles avec un dispositif purement mécanique et permettant des micro et nano-usinages réussis.
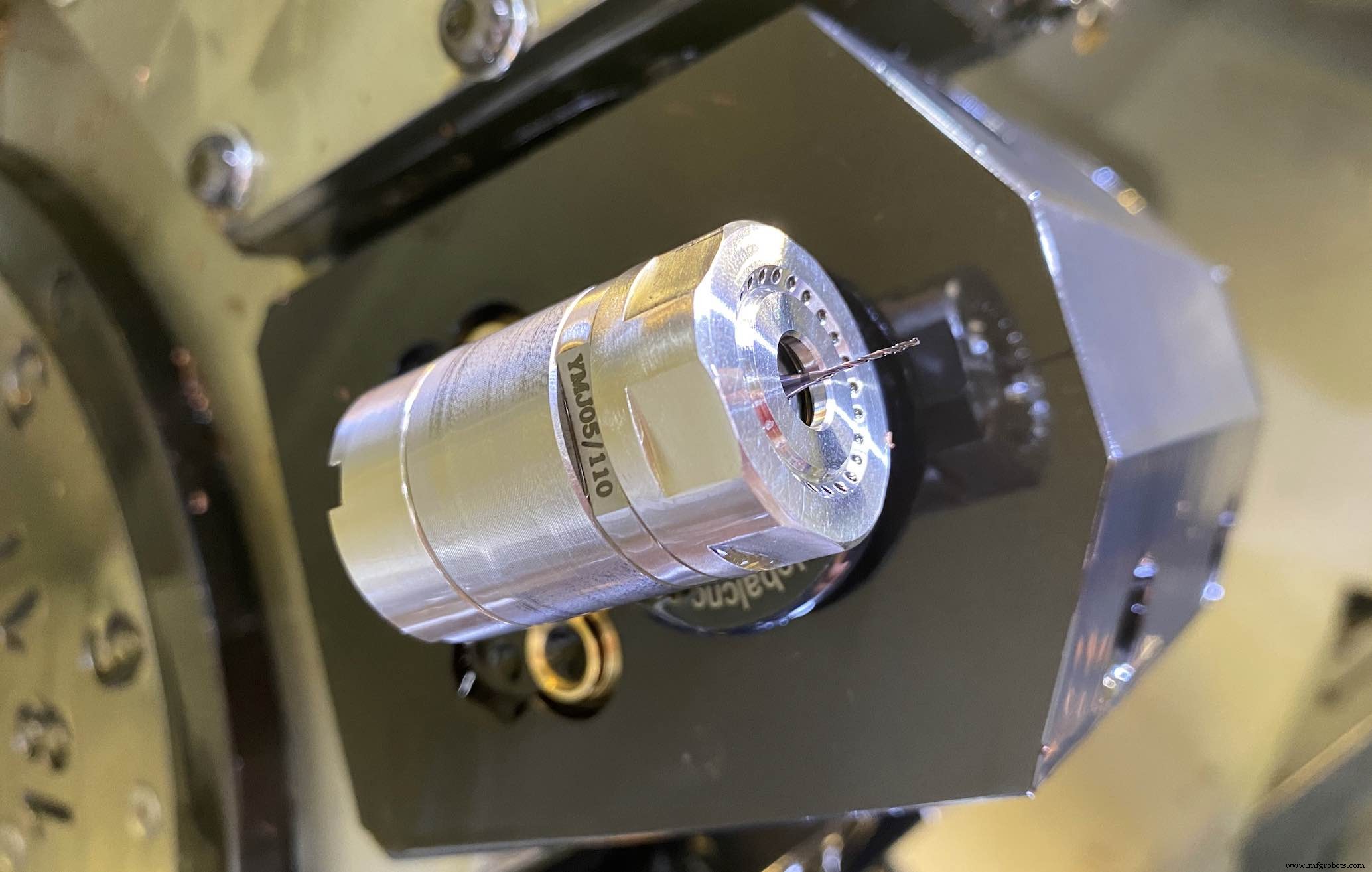
"Nous proposons une variété de broches pneumatiques et électriques à grande vitesse, mais notre dernier modèle est l'iSpeed5, qui fonctionne à 60 000 à 80 000 tr/min sans avoir à connecter manuellement de lignes ou de cordons", explique Gabris. "Il s'intègre dans un bloc d'arrêt monté sur la face de la broche et fournit des signaux électriques, d'air de refroidissement et de commande à partir d'un contrôleur externe. Cela en fait une broche électrique entièrement interchangeable avec l'outil, une considération de plus en plus importante, étant donné que de plus en plus d'ateliers cherchent à fonctionner en panne de courant. »
Outre le désir d'usinage sans surveillance, Gabris déclare que le public cible de l'iSpeed5 est toute personne utilisant des outils de petit diamètre, qu'il définit comme des fraises de moins de 1/16" de diamètre. La fabrication de moules est un marché important, dit-il, car sont l'industrie aérospatiale et médicale. "Beaucoup de ces clients connaissent déjà nos autres solutions de broches à grande vitesse, dont certaines peuvent atteindre des vitesses de 160 000 tr/min. L'iSpeed5 sera un ajout bienvenu."
Abattant
Andy Jones, spécialiste des produits de broches à grande vitesse chez WTO USA, affirme qu'il propose une alternative plus simple et moins coûteuse. Le CoolSpeed mini est une broche entraînée par turbine alimentée par le liquide de refroidissement, l'huile ou le brouillard d'air provenant du système de fluide de coupe de la machine-outil. « Plus la pression est élevée, plus la vitesse de la broche est élevée », explique Jones.
"Le liquide de refroidissement ou l'huile à 145 psi (10 bars) fourniront 40 000 tr/min, tandis que 870 psi (60 bars) amènent cela à 75 000 tr/min", dit-il. "Et un système de brumisation fonctionnant à des pressions d'air normales en atelier (environ 72 psi ou 5 bars) vous donne 50 000 tr/min. C'est un excellent moyen d'équiper n'importe quel centre d'usinage ou tour avec des vitesses de broche très élevées à une fraction du coût des multiplicateurs traditionnels."
Le CoolSpeed mini a un design unique, dit Jones. Lorsque l'outil de coupe s'use, l'opérateur le retire avec les roulements et la turbine pressés de l'unité, puis appuie un nouveau jeu de roulements et de turbine sur l'outil de remplacement et réinstalle ce qui est essentiellement un ensemble rotatif dans la tête. Il explique que les roulements sont conçus pour être jetables, mais offrent toujours un faux-rond dynamique de 4 microns (0,0001 pouce) ou mieux et un coût inférieur à celui de nombreux outils de coupe.
Le kit de démarrage est livré avec un mini CoolSpeed de 25 millimètres, un dispositif d'assemblage, un manomètre, un adaptateur de manomètre de 25 mm et trois kits de remplacement comprenant chacun une paire de roulements et une turbine. "Le prix de tout ce dont vous avez besoin pour être opérationnel est une fraction du coût d'un accélérateur de broche conventionnel", déclare Jones.
« Les tiges d'outils de 3, 4 et 6 mm sont prises en charge, et l'ensemble de l'unité est suffisamment petit pour s'adapter aux porte-outils hydrauliques ou mécaniques standard. Il n'y a pas de maintenance, pas de matériel à monter sur la broche de la machine, pas de boîtiers de commande à installer ou de lignes à faire fonctionner, juste un retour sur investissement très rapide », déclare-t-il.
Continuer à accélérer
Quelle que soit la solution de broche à grande vitesse, certaines bonnes pratiques doivent être prises en compte pendant le fonctionnement. Le plus important est peut-être le suivant :ne vous contentez pas d'un régime de broche insuffisant. Comme indiqué au début, les outils de coupe modernes nécessitent des vitesses beaucoup plus élevées que celles du passé, et la durée de vie de l'outil et la qualité des pièces en souffrent sans elles.
De plus, l'opportunité d'obtenir des vitesses d'avance correspondant à des vitesses de broche plus rapides est perdue - rappelez-vous qu'une augmentation de cinq fois ici correspond à un enlèvement de métal cinq fois supérieur ou plus. Voici quelques autres éléments à garder à l'esprit sur la voie d'un usinage plus rapide :
- Sur les broches à entraînement pneumatique, assurez-vous d'utiliser un régulateur de pression et de l'air d'atelier propre et filtré. Aussi, maintenez la pression dans les recommandations du fabricant.
- De même, les broches alimentées par liquide de refroidissement ont besoin d'un fluide de coupe exempt de contaminants tels que l'huile et les fines métalliques. Si vous utilisez un système de refroidissement à haute pression, assurez-vous de ne pas dépasser les capacités de la broche.
- Gardez à l'esprit que les broches à grande vitesse sont incapables d'éliminer les métaux lourds, tout comme les petits outils dont il a été question précédemment. Les profondeurs de coupe légères à des vitesses d'avance accélérées sont la règle d'or ici.
- Malgré des vitesses d'avance plus élevées, il existe un inconvénient potentiel :le système de contrôle et d'asservissement de votre machine-outil peut-il suivre les mouvements fins et les petites longueurs de bloc associés au micro-usinage à grande vitesse ? Sinon, certaines mises à niveau matérielles et logicielles pourraient être nécessaires. Consultez le constructeur de votre machine pour connaître les options disponibles.
Enfin, rappelez-vous que le faux-rond de l'outil est essentiel à toute opération de fraisage ou de perçage, mais d'autant plus lorsque les vitesses de broche sont élevées.
Utilisez toujours les porte-outils et les outils de coupe de la plus haute qualité disponible, gardez-les propres et bien entretenus, et revérifiez l'outil après l'installation (de préférence dans la machine).
Utilisez-vous des broches à grande vitesse dans votre atelier ? Quelles techniques et astuces pouvez-vous partager ? Faites-le nous savoir dans les commentaires ci-dessous.
OUTILLAGE :Évaluer la santé de l'industrie manufacturière aux États-Unis :
Technologie industrielle
- Quels sont les avantages du routeur CNC en mousse
- Quels sont les principaux avantages des machines de découpe laser à fibre ?
- Quels sont les avantages de la découpe au jet d'eau ?
- Quels sont les avantages de l'acier inoxydable pour les projets de fabrication ?
- Quels sont les avantages du revêtement en poudre pour les projets de fabrication de métaux ?
- Quels sont les avantages du sablage ?
- Fabrication de pièces usinées :Quels sont les avantages de l'usinage à grande vitesse ?
- Quels sont les avantages d'une aléseuse horizontale pour pièces industrielles ?
- Quels sont les avantages d'acheter des shorts en aluminium pour plaque ?