


Contrôleur de fer à souder pour Hakko 907 v.2
Composants et fournitures
| × | 1 | ||||
| × | 1 | ||||
| × | 1 | ||||
 |
| × | 1 | |||
| × | 1 | ||||
| × | 1 | ||||
| × | 1 | ||||
| × | 1 | ||||
 |
| × | 1 | |||
 |
| × | 1 | |||
 |
| × | 1 | |||
| × | 1 | ||||
 |
| × | 4 | |||
 |
| × | 2 | |||
 |
| × | 1 | |||
 |
| × | 2 | |||
 |
| × | 1 | |||
| × | 1 | ||||
 |
| × | 1 |
Outils et machines nécessaires
 |
|
Applications et services en ligne
 |
|
À propos de ce projet
Contrôleur de soudure bon marché
MIS À JOUR 04/03/2019 schémas et description mis à jour
MISE A JOUR 18/02/2018 :mise à jour de la procédure d'étalonnage
MISE À JOUR 01/08/2017 :bug de croquis corrigé, croquis pour lcd1602 ajouté
MISE À JOUR 31/07/2017 :nouveaux schémas matériels mis en œuvre
MISE À JOUR 07/04/2017 :de nouvelles fonctionnalités sont implémentées (voir la description)
Le contrôleur gère les poignées à souder hakko 907 avec des pointes remplaçables et possède un élément chauffant intégré et une thermistance OU un thermocouple pour vérifier la température du fer. La poignée a deux circuits électriques indépendants pour le chauffage du fer et le contrôle de la température. Ce contrôleur peut être utilisé avec une autre poignée en fer qui a l'architecture similaire.
Il est préférable de remplacer le bouchon de la poignée en fer par un autre, par exemple un bouchon aviation GX16-5 ou GX-12-5.
Les principales caractéristiques de ce contrôleur sont :
- Le contrôleur est adapté pour fonctionner avec une variété de poignées hakko 907, avec thermocouple ou avec thermistance pour vérifier la température. Vous devez choisir les schémas appropriés.
- L'algorithme PID est implémenté pour maintenir la température du fer à souder. Le fer élève la température en 30 secondes environ et la maintient entre 1 et 2 degrés Celsius.
- Le contrôleur maintient la température en cas d'utilisation intensive car l'algorithme PID est très sensible et peut augmenter rapidement la puissance fournie.
- Trois points de température de référence mis en œuvre dans la procédure d'étalonnage du fer à souder.
- La procédure d'étalonnage est automatisée grâce à l'utilisation de l'algorithme PID pour maintenir la température près du point de référence.
- Le contrôleur prend en charge deux modes de fonctionnement :maintenir la température et maintenir l'alimentation électrique.
- Pour garder le fonctionnement silencieux, les interruptions haute fréquence Timer1 sont implémentées dans le contrôleur. Cela permet d'augmenter la fréquence PWM jusqu'à 31 250 Hz au lieu de 490 Hz par
analogWrite()intégré fonction. - Le contrôleur implémente un encodeur rotatif accéléré. Lorsque l'encodeur est tourné lentement, le réglage de la température est modifié de 1 degré. Lorsque l'encodeur tourne rapidement, le réglage de la température est modifié de 5 degrés.
- La température est stockée dans l'EEPROM Arduino après l'utilisation du fer à souder au cas où les réglages de température auraient été modifiés.
- Le contrôleur prend en charge les unités Celsius ou Farenheit à utiliser pour la valeur de température affichée, la température prédéfinie et les données d'étalonnage.
- Le contrôleur dispose d'un mode de réglage pour simplifier la procédure de configuration initiale du contrôleur.
Le menu du contrôleur
Comme je l'ai mentionné précédemment, le contrôleur a plusieurs modes :
- Mode veille
- Mode de fonctionnement principal (maintien de la température)
- Mode d'alimentation (garder l'alimentation fournie)
- Mode de configuration
- Mode d'étalonnage
- Mode Tune (la procédure de configuration initiale)
Lorsque le contrôleur vient d'être mis sous tension, le mode veille est activé. Dans ce mode, le fer à souder est alimenté. L'écran principal affiche les informations suivantes :
- La température prédéfinie sur le côté gauche de la ligne supérieure (en unités sélectionnées - Celsius ou Fahrenheit) ;
- Le message « OFF » sur le côté droit de la ligne supérieure indiquant que le fer est éteint ;
- La température actuelle du fer sur le côté gauche de la deuxième ligne ;
Si le fer n'est pas connecté au contrôleur, le message « pas de fer » s'affiche sur la deuxième ligne. Lorsque le fer devient froid (après utilisation), le message « froid » s'affiche sur la deuxième ligne, indiquant qu'il est possible de toucher le fer en toute sécurité.
La température préréglée peut être ajustée en tournant la poignée de l'encodeur pendant que le fer est éteint. Pour allumer le fer à souder, poussez légèrement la poignée de l'encodeur. Le contrôleur passera en mode principal. Maintenant, le contrôleur maintient la température du fer près de la température préréglée. Lorsque le fer est fortement utilisé, la température peut légèrement s'écarter de celle préréglée.
En mode principal, l'écran affiche les informations suivantes :
- La température prédéfinie sur le côté gauche de la ligne supérieure (en unités sélectionnées - Celsius ou Fahrenheit)
- Le message « ON » sur le côté droit de la ligne supérieure indiquant que le fer est sous tension et qu'il chauffe toujours. Lorsque le fer atteint la température préréglée, le '
rdy' (prêt) s'affichera ; - La température actuelle du fer est affichée sur le côté gauche de la deuxième ligne ;
- La puissance fournie au fer (en pourcentage de la puissance maximale autorisée) est affichée sur le côté droit de l'écran ;
En tournant l'encodeur, il est possible de modifier la température préréglée. Le message 'ON' s'affichera à nouveau jusqu'à ce que le fer atteigne la nouvelle température préréglée. Pour revenir en mode veille, appuyez légèrement sur la poignée de l'encodeur.
En mode principal, le contrôleur vérifie que le fer fonctionne correctement. Si dans les 10 secondes suivant le démarrage, la température ne changeait pas, le contrôleur coupait l'alimentation et le message 'Failed ' s'afficherait à l'écran. Dans ce cas, appuyez légèrement sur le bouton de l'encodeur pour revenir en mode veille.
Le mode d'alimentation peut être activé en appuyant longuement sur l'encodeur alors qu'il est en mode principal. En mode puissance, vous pouvez régler manuellement la puissance fournie au fer à souder en tournant l'encodeur. En mode d'alimentation, l'écran affiche la puissance fournie au fer dans les unités internes et la température du fer dans des unités lisibles par l'homme. Une légère pression sur l'encodeur permet de basculer entre l'alimentation et le mode d'alimentation. Un appui long sur la poignée de l'encodeur rotatif ramènera le contrôleur du mode d'alimentation au mode principal.
Pour accéder au mode de configuration, appuyez longuement sur l'encodeur en mode veille. En mode configuration, les paramètres de configuration peuvent être ajustés. Il y a 7 entrées de menu dans ce mode :
- délai de mise hors tension automatique (en minutes)
- unités de température (Celsius ou Fahrenheit)
- le calibrage du fer ('calib.')
- procédure de configuration initiale (« tune »)
- enregistrer les modifications
- annuler les modifications
- restaurer les valeurs par défaut
Tournez la poignée pour sélectionner l'élément de menu. Pour modifier l'élément sélectionné, appuyez légèrement sur la poignée de l'encodeur. Après avoir réglé le paramètre, appuyez à nouveau sur la poignée pour revenir au menu de configuration. Un appui long sur la poignée de l'encodeur permet de revenir en mode veille et d'enregistrer les paramètres dans l'EEPROM.
conseil :vous devez charger les paramètres par défaut avant la première utilisation du contrôleur ou après le flashage d'une nouvelle version mineure du logiciel.
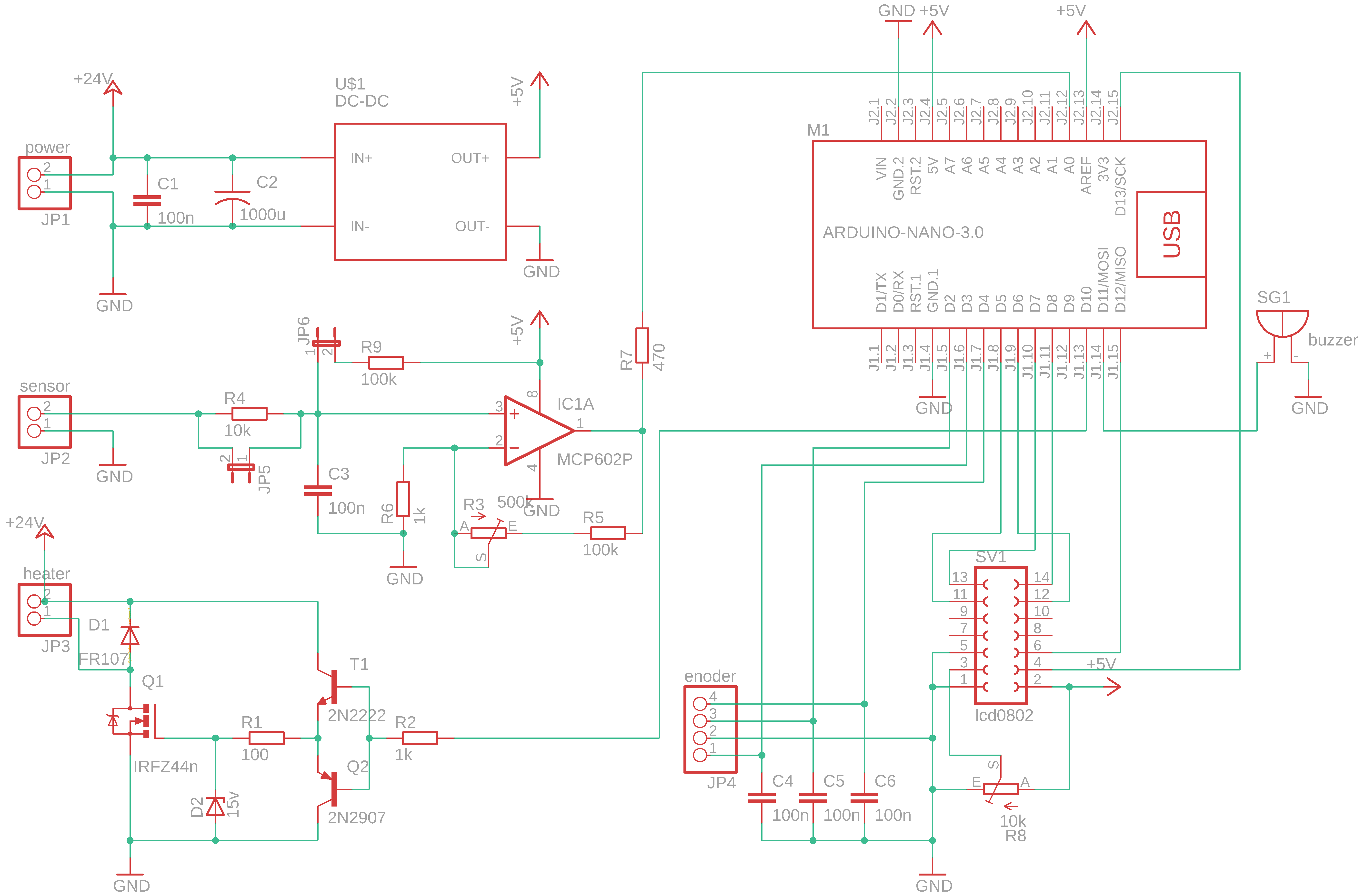
Les schémas de lecture des capteurs
Le schéma de lecture du capteur de ce contrôleur dépend du type de capteur thermique du fer à souder :thermistance ou thermocouple. Les deux schémas sont combinés dans une image ci-dessous.
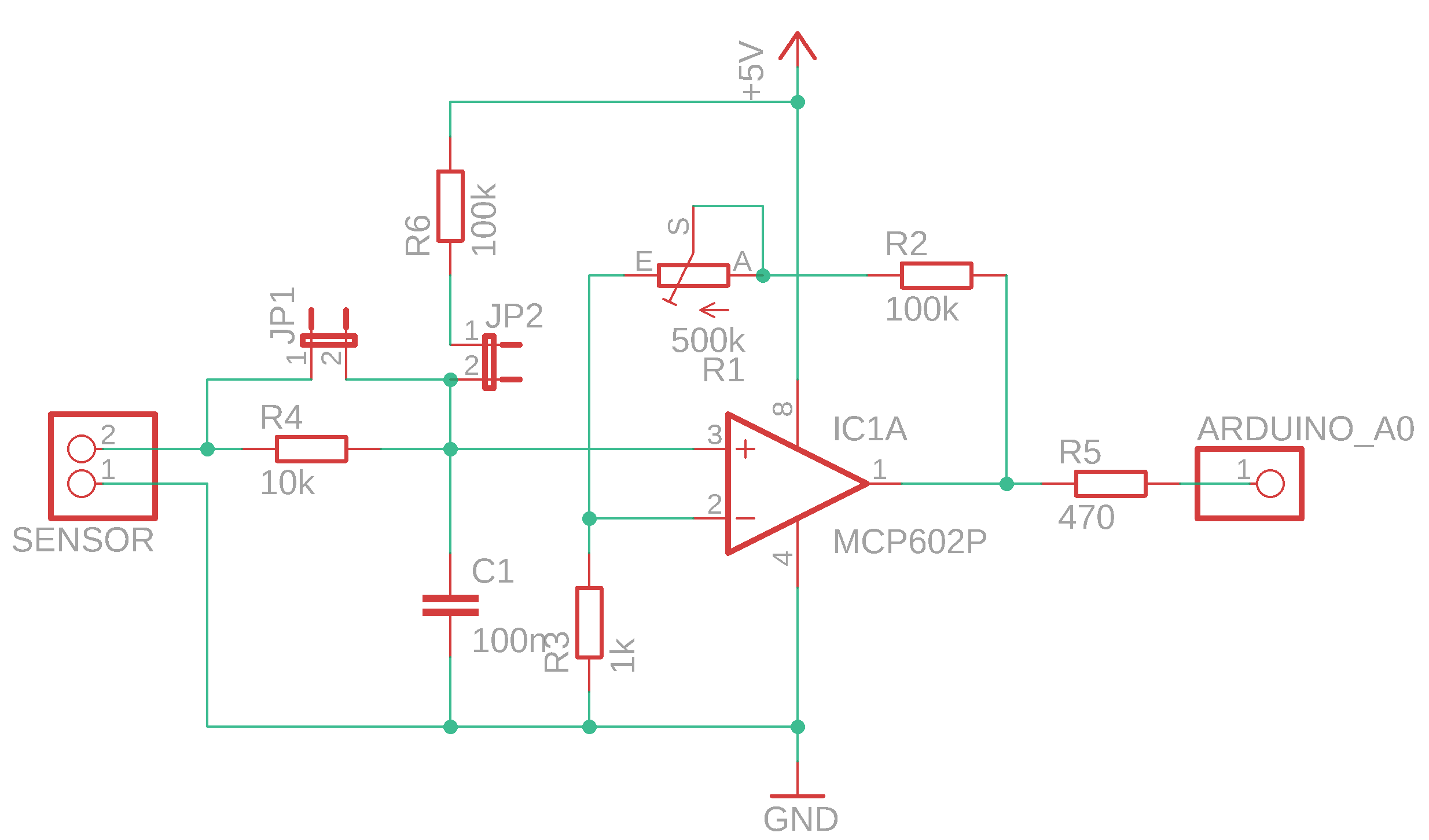
Dans les deux schémas, l'amplificateur opérationnel précis MCP602 qui met en œuvre la technologie rail-à-rail est utilisé. Cet amplificateur augmente considérablement la précision des lectures de température et produit une tension proche de la pleine tension fournie à la broche de sortie. L'intervalle de lecture sur la broche A0 est donc de 0 à 1023. Vous pouvez remplacer l'amplificateur mcp602 par son analogique. L'utilisation d'un amplificateur de fonctionnement précis permet au contrôleur de maintenir la température du fer dans un intervalle plus petit.
En cas de variante thermocouple de la poignée en fer, les deux cavaliers JP1 et JP2 doivent être ouverts et ils doivent être fermés en cas de poignée de thermistance.
Si la poignée du fer met en œuvre la thermistance, la résistance du capteur passe d'environ 50 Ohm lorsqu'il fait froid à environ 200 Ohm lorsque la température du fer à souder atteint 400 degrés Celsius. Si la poignée de fer met en œuvre le thermocouple, la tension générée est passée de zéro à la température ambiante à 9 mV lorsque le fer à souder atteint 400 degrés Celsius. Dans tous les cas, une autre poignée en fer peut avoir les différents paramètres, j'ai donc décidé d'utiliser un potentiomètre multi-tours pour régler l'amplificateur MCP602. Pour la toute première fois ce potentiomètre doit être réglé de la manière suivante :lorsque le fer est à 400 degrés Celsius, la tension de sortie doit devenir proche de 5 volts (lecture de la broche A0 dans l'Arduino environ 900). Pour simplifier la procédure de configuration initiale, le mode de réglage est implémenté dans le logiciel du contrôleur. Le mode de réglage peut être exécuté à partir du menu des paramètres.
Configuration initiale du contrôleur
Vous avez besoin d'un thermomètre externe pour calibrer le contrôleur. N'oubliez pas de charger les paramètres par défaut du contrôleur depuis le menu de configuration .
Dans le croquis du programme, on suppose que l'intervalle de température de travail du fer à souder est de 180 à 400 degrés Celsius. Il est possible de modifier cet intervalle en modifiant les constantes dans l'esquisse du programme avant d'envisager de régler le contrôleur.
Le potentiomètre multitours 500k doit être réglé pour que l'amplificateur de fonctionnement obtienne le signal correct du fer à souder. Pour simplifier la procédure de configuration initiale du contrôleur, le mode de réglage est mis en œuvre.
Sélectionnez l'élément de menu « tune » dans le menu de configuration. Le fer commence à chauffer. Le contrôleur affiche les lectures de température de la broche A0 dans les unités internes (0-1023) dans ce mode. En tournant l'encodeur, vous pouvez régler la puissance pour maintenir la température du fer à 400 degrés centigrades (utiliser un thermomètre externe). Au début, vous pouvez augmenter la puissance fournie jusqu'à la valeur maximale pour accélérer le chauffage du fer, puis diminuer la puissance pour maintenir la température à 400 degrés. Tournez maintenant la poignée du potentiomètre multitours pour obtenir les lectures du capteur proches de 900. Assurez-vous que cette lecture n'est pas la valeur maximale, faites pivoter le registre variable et obtenez 930-950, puis revenez à 900. C'est important car le contrôleur doit être capable de mesurer la température supérieure à 400 degrés Celsius.
Une fois le registre variable ajusté, maintenez enfoncée la poignée de l'encodeur pendant environ 2 secondes. La procédure de configuration initiale est maintenant terminée.
Le chauffage du fer à souder
La principale caractéristique de la deuxième génération du contrôleur est le signal PWM haute fréquence utilisé pour chauffer le fer. Malheureusement, la gestion du signal haute fréquence sur le transistor MOSFET nécessite des éléments supplémentaires dans les schémas. Ce fil de discussion explique le problème en détail. En bref, le MOSFET a une capacité dans la grille qui nécessite du temps pour se charger ou se décharger. Pour augmenter la vitesse du MOSFET (irfz44n), le pilote à deux transistors est implémenté sur des transistors bipolaires. Vous pouvez utiliser une autre paire de transistors bipolaires.
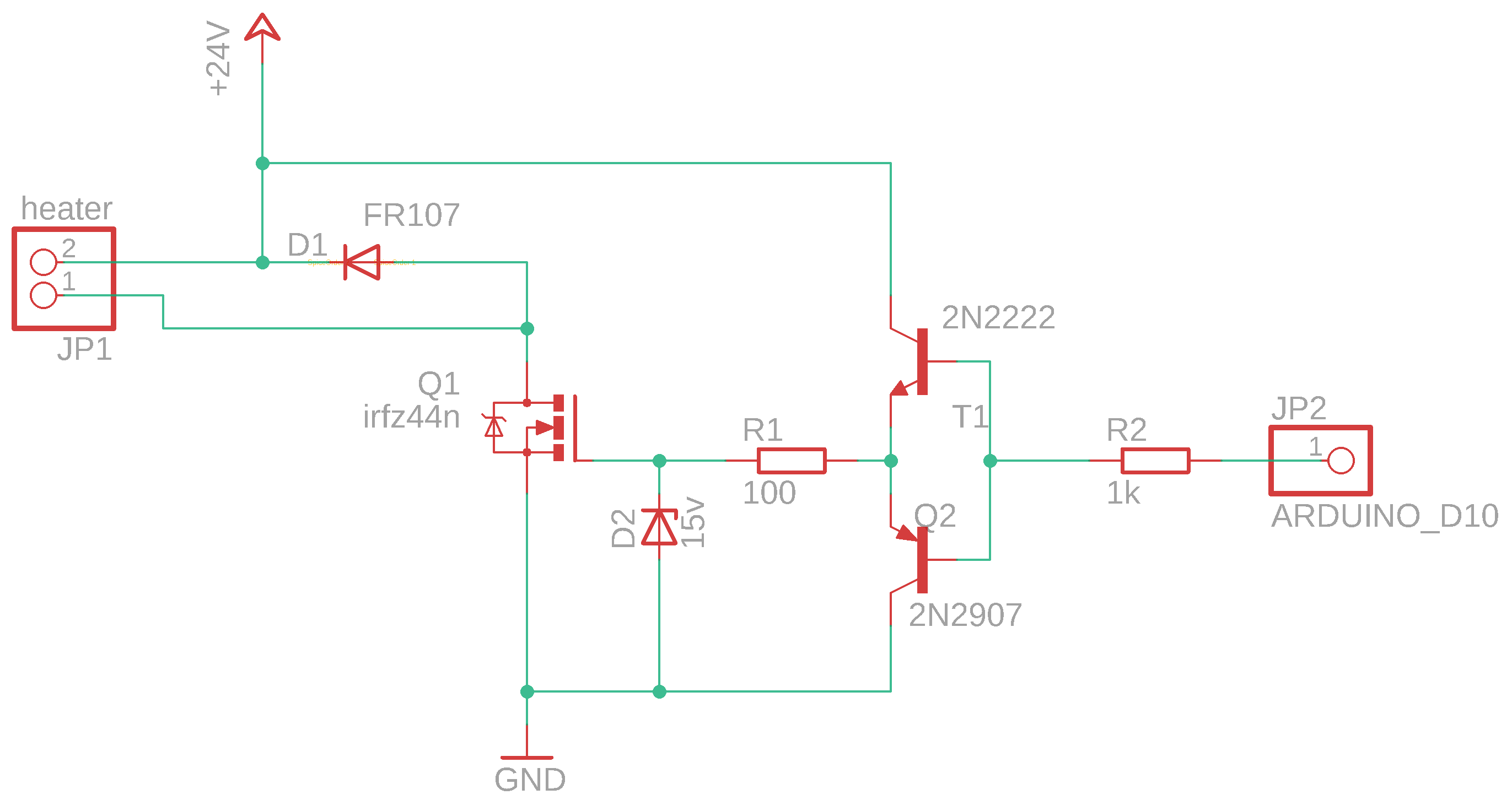
La diode Zener (D2, 15V) est utilisée pour limiter la tension de grille (Vgs) du MOSFET lorsqu'il est ouvert car la tension d'alimentation est supérieure à la valeur maximale de la tension vgs du mosfet. La diode FR107 coupe l'alimentation du fer lorsque le MOSFET est fermé. Vous pouvez remplacer cette diode par une autre, mais vous devez utiliser une diode à récupération rapide.
La résistance de l'élément chauffant en fer froid est très faible et certaines alimentations d'ordinateurs portables peuvent refuser de fonctionner. Le contrôleur se réinitialise et le fer reste froid dans ce cas. Pour éviter cette situation, le condensateur de 1000uF est implémenté juste après l'entrée 24v (voir schémas complets du contrôleur).
Calibrer le fer à souder
Le contrôleur lit la température dans les unités internes (0-1023) en lisant la tension sur la broche A0 Arduino. Il est pratique pour nous d'utiliser les unités lisibles par l'homme comme les degrés Celsius ou Fahrenheit. Le contrôleur a des paramètres par défaut qui permettent de traduire les lectures de température interne en unités lisibles par l'homme. Mais le fer à souder pourrait être différent donc la procédure d'étalonnage implémentée dans le contrôleur. Il existe trois points de référence pour l'étalonnage du fer à souder :200, 300 et 400 degrés Celsius. Le contrôleur enregistre les lectures internes pour ces trois points de référence et les utilise pour convertir la température de la lecture interne en valeurs lisibles par l'homme.
Sélectionnez « calibrer ». élément de menu du menu de configuration pour démarrer le processus d'étalonnage. Sélectionnez le point d'étalonnage souhaité dans la liste du menu (200, 300 ou 400) et allumez le fer en appuyant sur la poignée de l'encodeur. Le fer à souder commence à chauffer. L'algorithme PID permet d'atteindre la température souhaitée en peu de temps. Lorsque la température du point de référence serait atteinte, le contrôleur émet un « bip » indiquant qu'il est prêt à vérifier la température par un capteur externe. Attendez un peu en laissant la température se stabiliser puis vérifiez la température réelle du fer à souder par sonde externe (thermocouple). Ensuite, tournez la poignée de l'encodeur rotatif et sélectionnez la température réelle du fer. Appuyez légèrement sur la poignée de l'encodeur. Le contrôleur enregistre la température réelle pour le point de référence. Sélectionnez la température de référence suivante et répétez la procédure. Vous pouvez étalonner la température de référence une fois de plus en sélectionnant le point de référence souhaité. Vous pouvez configurer n'importe quel point de référence plusieurs fois. Chaque fois que vous enregistrez la température réelle comme point de référence, le contrôleur met à jour la formule de traduction. Cela vous permet de calibrer le fer plus précisément. Lorsque vous avez terminé l'étalonnage, appuyez longuement sur la poignée de l'encodeur rotatif. Le contrôleur a maintenant enregistré de nouvelles valeurs pour toutes les températures de référence que vous avez sélectionnées.
Fonction de mise hors tension automatique
La fonction d'arrêt automatique a été implémentée dans la deuxième génération du contrôleur. Ce fut un grand défi car la poignée du fer n'a pas de capteur de choc ou d'autre moyen de vérifier correctement que le fer est utilisé maintenant ou est simplement posé sur la table. L'idée principale était d'utiliser la valeur de la puissance fournie au fer. À l'état de repos, le contrôleur a réduit la puissance à la valeur minimale pour maintenir la température préréglée. Malheureusement, les dispersions mathématiques de la température et de la puissance fournie ne sont pas constantes au repos et peuvent dévier périodiquement. En réglant les paramètres de l'algorithme PID, j'ai stabilisé les lectures et minimisé les deux dispersions. Maintenant, le contrôleur à l'état de repos maintient la dispersion de température aussi faible que possible. Le critère d'utilisation du fer est que la puissance a été légèrement incrémentée à partir de la plus petite valeur enregistrée. Cet algorithme a été testé pendant un certain temps et a prouvé qu'il pouvait être utilisé pour la fonction de mise hors tension automatique.
Cette solution n'est pas très fiable, vous pouvez donc désactiver cette fonctionnalité en cas de problème. En outre, l'esquisse contient la classe pour le débogage et le réglage manuel des paramètres PID.
Vous pouvez implémenter une autre poignée en fer dans votre version du contrôleur, la poignée peut avoir le capteur de choc ou similaire pour distinguer sûrement l'état de repos.
Esquisse pour l'affichage 1602
Il y a des difficultés à obtenir l'affichage 0802 dans certains pays. Un autre croquis a donc été publié pour prendre en charge l'affichage 1602. Le sketch est disponible dans la distribution github. Ou vous pouvez utiliser un autre projet brillant de Manoj, qui a créé des schémas dans l'éditeur Eagle et créé PCB pour simplifier le processus de soudure.
À propos de la traduction de la température et des différents types de capteurs
Pour afficher la température en unités lisibles par l'homme (Celsius ou Fahrenheit), IRON_CFG::tempHuman() est implémenté dans l'esquisse. Comme indiqué ci-dessus, le contrôleur lit la température du fer dans les unités internes (tension sur la broche analogique A0). La procédure d'étalonnage permet de mesurer la température réelle autour de trois points de référence (200, 300 et 400 degrés Celsius). La méthode mentionnée (tempHuman()) utilise une interpolation de température linéaire à l'aide de deux points de référence qui abaissent et augmentent les lectures actuelles de la température du fer. Mais, il y a encore un autre point non calibré :la température ambiante. Lorsque la température du fer est inférieure à 200 degrés Celsius, le contrôleur interpole la température réelle en deux points :la température ambiante et 200 degrés. La température ambiante est définie aux lignes #244 et #245 du croquis. Ces valeurs peuvent être ajustées à votre propre cas. Comme vous pouvez le voir, ces valeurs supposent que vous utilisez une thermistance comme capteur de température du fer (la température ambiante est de 350 en unités internes). Sûrement, si vous utilisez le fer avec thermocouple, vous changerez cette valeur à 0.
Conclusion
C'est le grand plaisir d'utiliser un fer à souder contrôlé. Il chauffe rapidement et maintient la température adaptée à la situation. Cette version est silencieuse.
Code
Le code source
https://github.com/sfrwmaker/soldering_907_lcd/blob/master/soldering_907_lcd.inoSchémas
complete_9vLI2a96Rv.schProcessus de fabrication