


Contrôleur de fer à souder pour Hakko 907
Composants et fournitures
| × | 1 | ||||
| × | 1 | ||||
| × | 1 | ||||
 |
| × | 1 | |||
| × | 1 | ||||
 |
| × | 1 | |||
 |
| × | 4 | |||
 |
| × | 1 | |||
| × | 1 | ||||
 |
| × | 1 | |||
 |
| × | 2 | |||
 |
| × | 1 | |||
| |
| × | 1 | |||
| × | 1 | ||||
| |
| × | 1 | |||
| × | 1 | ||||
| × | 1 | ||||
| × | 1 | ||||
| × | 1 | ||||
| × | 1 | ||||
| × | 1 |
Outils et machines nécessaires
 |
|
Applications et services en ligne
 |
|
À propos de ce projet
Avis de non-responsabilité
Il s'agit de la deuxième version du logiciel du contrôleur. Certains bugs ont été corrigés, un nouveau menu a été mis en œuvre. Ceci contrôleur est non plus longtemps pris en charge. Pour ceux qui vont construire leur propre nouveau contrôleur de soudure à partir de zéro, il est fortement recommandé de construire une autre version du contrôleur de soudure disponible ici . Si vous avez construit le contrôleur conformément à la première version de cet article, veuillez mettre à niveau le micrologiciel du contrôleur. Il est nécessaire d'effectuer la procédure de réglage une fois de plus après le micrologiciel mise à niveau.
D'abord, il y avait une idée
Lorsque je surfais sur Internet à la recherche de projets intéressants, le projet de station de soudure artisanale m'a beaucoup touché. Le projet en même temps n'était pas vraiment compliqué, bien documenté et très utile. J'ai utilisé le fer à souder générique sans aucun contrôleur et je ne pouvais pas imaginer la différence entre le fer générique et celui-ci. C'était donc une idée géniale de créer son propre contrôleur pour l'essayer.
Le premier problème auquel j'ai été confronté était le connecteur, construit sur le fer à souder. Il a été si rarement utilisé, je n'ai pas pu trouver la prise pour cela, j'ai donc utilisé une autre paire de connecteurs qui correspondent aux caractéristiques du fer à souder. Ce connecteur est une prise aviation GX16-5, mentionnée dans la liste des composants ci-dessous. Lorsque tous les composants ont été livrés par courrier, j'ai pu construire mon propre contrôleur de soudure.
Les principales caractéristiques de mon contrôleur sont :
- La méthode PID est mise en œuvre pour maintenir la température du fer à souder. Le fer élève la température en 30 secondes environ et la maintient à moins de 3 degrés Celsius.
- Le contrôleur maintient la température en cas d'utilisation intensive car l'algorithme PID est très sensible et peut augmenter rapidement la puissance fournie.
- Le contrôleur prend en charge deux modes de fonctionnement :maintenir la température et maintenir l'alimentation électrique.
- Le contrôleur implémente un encodeur rotatif accéléré. Lorsque l'encodeur est tourné lentement, le réglage de la température est modifié de 1 degré. Lorsque l'encodeur tourne rapidement, le réglage de la température est modifié de 5 degrés.
- La température est stockée dans l'EEPROM de l'arduino après l'utilisation du fer à souder au cas où les réglages de température auraient été modifiés.
- Le contrôleur enregistre dans l'EEPROM deux paramètres de personnalisation :la luminosité de l'écran et les unités utilisées pour la température affichée (Celsius ou Farenheit)
- Le contrôleur implémente le tampon en anneau pour enregistrer les paramètres dans l'EEPROM de l'arduino, cela augmente les ressources de l'utilisation de l'EEPROM, j'espère.
- Le contrôleur dispose d'un mode d'étalonnage pour aider à régler la résistance variable (voir le schéma et la description plus loin) et à étalonner les paramètres de température. Ce mode fournit l'aide pendant la procédure de configuration du contrôleur.
Le menu du contrôleur
Comme je l'ai mentionné précédemment, le contrôleur a plusieurs modes :
- mode veille
- mode de fonctionnement principal (maintien de la température)
- mode d'alimentation (conserver l'alimentation fournie)
- mode de configuration
- mode de réglage (étalonnage du contrôleur de soudure)
Lorsque le contrôleur vient d'être mis sous tension, le mode veille est activé. Dans ce mode, le fer à souder est éteint et le message 'OFF' s'affiche sur l'écran principal. Les réglages de température s'affichent parfois sur l'écran principal dans ce mode (symbole 't.' dans le segment de gauche). La température requise peut être ajustée en tournant la poignée de l'encodeur. Si le fer à souder a déjà été utilisé, l'indicateur en mode veille est animé du 'processus de refroidissement' et la barre LED indique la température du fer. Lorsque le fer devient froid, le message 'C0Ld' s'affiche sur l'écran principal.
Pour allumer le fer à souder, poussez légèrement la poignée de l'encodeur. Le contrôleur passera en mode principal. Maintenant, le contrôleur maintient la température du fer à souder près de la température requise. En tournant l'encodeur, il est possible de modifier la température requise. L'écran principal affichait la température réglée (symbole 't.' dans le chiffre de gauche) ou la température actuelle du fer à souder. L'indicateur de barre LED indique la puissance fournie. Pour revenir en mode veille, appuyez légèrement sur la poignée de l'encodeur.
Le mode d'alimentation peut être activé en appuyant longuement sur l'encodeur alors qu'il est en mode principal. En mode puissance, vous pouvez régler directement la puissance fournie au fer à souder manuellement en tournant l'encodeur. L'écran principal affiche la température du fer, la barre LED affiche la puissance fournie. Un appui long sur la poignée de l'encodeur rotatif ramènera le contrôleur du mode d'alimentation au mode principal.
Pour accéder au mode de configuration, appuyez longuement sur l'encodeur en mode veille. En mode configuration, les paramètres de configuration peuvent être ajustés. Il y a 5 entrées de menu dans ce mode :
- unités de température ('Un. C/F')
- luminosité de l'affichage ('br. [0-15]')
- le calibrage du fer ('tunE')
- enregistrer les modifications ("APLy")
- annuler les modifications ('CACL')
En tournant la poignée, sélectionnez l'élément de menu. Pour modifier l'élément sélectionné, appuyez légèrement sur la poignée de l'encodeur. Après avoir réglé le paramètre, appuyez à nouveau sur la poignée pour revenir au menu de configuration. Un appui long sur la poignée de l'encodeur permet de revenir en mode veille et d'enregistrer les paramètres dans l'EEPROM. Il est possible de sauvegarder les paramètres en appuyant légèrement sur l'encodeur sur l'élément 'Appliquer'. Pour revenir du menu au mode principal en ignorant les modifications, vous pouvez attendre 30 secondes ou sélectionner l'élément « annuler ».
Le changement de schéma clé des lectures de capteur
Le schéma électrique de ce contrôleur a des changements mineurs par rapport à celui d'origine. Tout d'abord, ma poignée en fer, hakko 907, utilise la thermorésistance, pas le thermocouple pour mesurer la température. Cela signifie que le schéma utilisé pour lire la température doit être modifié comme indiqué sur l'image ci-dessous.
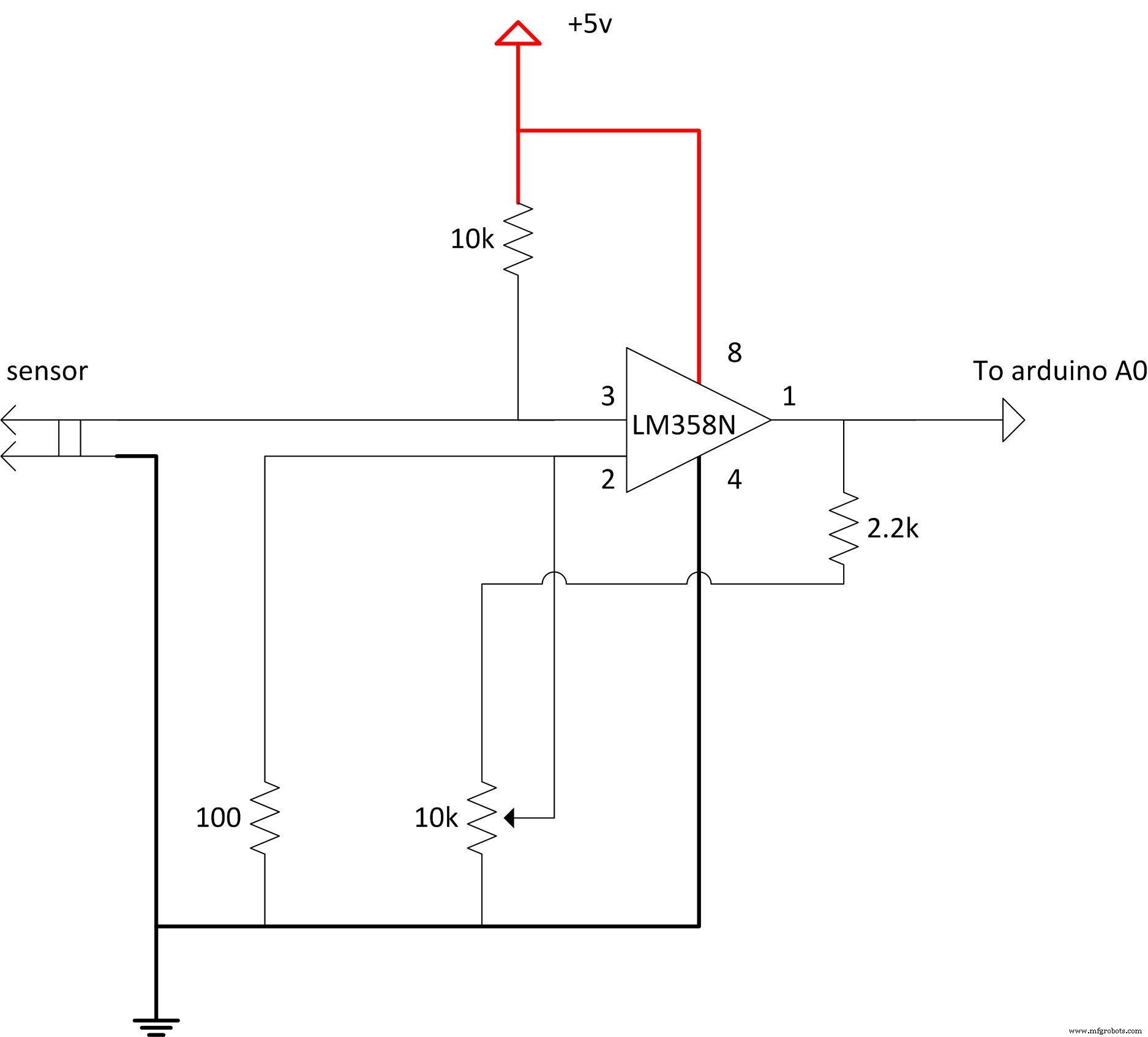
La poignée hakko 907 a une résistance différente du capteur :environ 50 ohms lorsqu'il fait froid et la résistance monte à environ 200 ohms lorsque la température du fer à souder atteint 400 degrés Celsius. Probablement d'autres poignées en fer peuvent avoir des paramètres différents, j'ai donc décidé d'utiliser une résistance variable pour régler l'amplificateur LM358N. Cette résistance variable doit être réglée de la manière suivante :lorsque le fer est chaud, la tension de sortie doit atteindre environ 4 volts (la lecture de la broche A0 dans l'arduino est de 700).
Note sur la deuxième version :L'amplificateur LM358N n'est pas très précis. Les lectures de température ont quelques fluctuations avec cet amplificateur. Si vous allez construire un nouveau contrôleur, il est recommandé d'utiliser un autre version du matériel ou remplacez l'amplificateur par un plus précis. Par exemple ad822, lt1013 ou lmc6462.
Pour simplifier la procédure d'étalonnage, le mode de réglage est implémenté à l'intérieur du contrôleur. Le mode de réglage peut être exécuté à partir du menu des paramètres.
La procédure d'étalonnage a deux objectifs :ajuster le registre des variables et calculer les formules qui convertissent les lectures de température interne en degrés Celsius ou Farenheit. La température du fer à souder est mesurée en unités internes 0-1024 en lisant la broche A0 d'arduino. Il n'est pas pratique d'utiliser les unités de température internes, nous devons donc traduire ces unités en valeurs lisibles par l'homme.
Mode de réglage
Vous avez besoin d'un thermomètre externe pour calibrer le contrôleur.
En mode de réglage, vous pouvez régler la résistance variable et calibrer les lectures de température du contrôleur. Dans l'esquisse du programme, on suppose que l'intervalle de température du fer à souder est de 180 à 400 degrés Celsius. Il est possible de modifier cet intervalle en éditant les constantes à l'intérieur du programme.
Le menu Tune contient les 5 éléments suivants :
- Réglez la température supérieure (carré haut dans le segment de gauche).
- Réglez la température la plus basse (carré bas dans le segment de gauche).
- Écrivez les valeurs par défaut dans l'EEPROM ("dEFt").
- Enregistrer les données d'étalonnage ('APLy').
- Retour au menu précédent sans les modifications ('CACL')
Les chiffres dans les deux premiers éléments du menu indiquant les lectures du capteur des températures supérieure et inférieure. Au début les valeurs sont égales à zéro.
Lorsque le mode de réglage est activé, vous devez configurer les températures maximales et minimales. Tout d'abord, configurez la température maximale. Le contrôleur affiche les lectures de température dans les unités internes dans ce mode. La rotation de l'encodeur ajuste la puissance pour maintenir les 400 degrés Celsius (utiliser un thermomètre externe). Au début, vous pouvez augmenter la puissance jusqu'à la valeur maximale pour accélérer le chauffage du fer, puis diminuer la puissance pour maintenir la température à 400 degrés.
Tournez maintenant la poignée de résistance variable pour obtenir les lectures d'environ 700 ou plus. Assurez-vous que cette lecture n'est pas la valeur maximale, faites pivoter le registre variable et obtenez 730-750, puis revenez à 700. C'est important car le contrôleur doit pouvoir mesurer la température supérieure à la valeur maximale.
Une fois le registre variable ajusté, appuyez légèrement sur l'encodeur. Il est maintenant temps de régler la température minimale, 180 degrés. Faites tourner l'encodeur pour diminuer la puissance afin de maintenir la température à 180 degrés puis appuyez longuement la poignée pour enregistrer les modifications ou sélectionnez l'élément 'APLy' dans le menu. Le contrôleur enregistre les lectures de température interne pour 400 et 180 degrés Celsius. Ces données seront utilisées pour convertir les lectures de température interne en degrés Celsius (ou Farenheit).
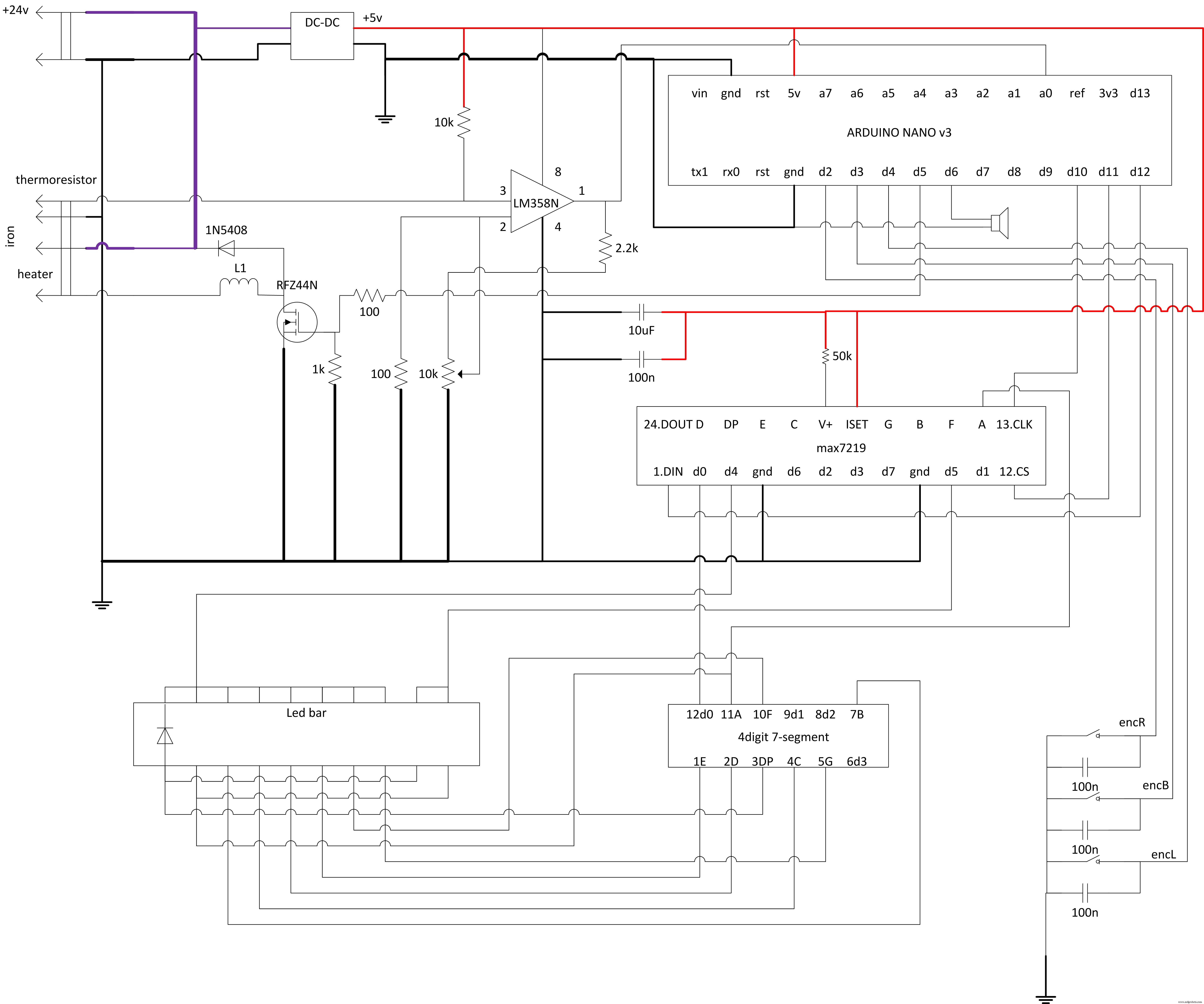
Le changement de schéma mineur du réchauffeur de fer à souder
Mon ami a conseillé un autre changement de schéma pour économiser la ressource des condensateurs d'alimentation. Comme vous pouvez le voir sur l'image ci-dessous, le schéma implémente une certaine iductivité pour limiter le pic de puissance lorsque le PWM active le transistor MOSFET.

L'inductance L1 est un noyau de ferrite d'environ 2 cm de diamètre avec 12 tours de fil de 1 mm. La diode 1N5408 supprime l'alimentation de l'inductance L1 lorsque le MOSFET est fermé. J'espère que ce conseil peut économiser la ressource d'alimentation. Cette inductance peut être remplacée par du fil droit si vous n'aimez pas le faire.
Conclusion
C'est le grand plaisir d'utiliser un fer à souder contrôlé. Il chauffe rapidement et maintient la température adaptée à la situation.
Code
Code source du contrôleur de soudure
https://github.com/sfrwmaker/soldering_controller/blob/master/soldering_station.inoSchémas
Processus de fabrication
- UL :test d'inflammabilité des composants en plastique
- Contrôleur de jeu Arduino
- Contrôle de fer à souder DIY pour 862D+
- MIDI pour orgues numériques
- Contrôleur domestique Arduino activé par Alexa
- Inserteur automatique pour la chasse au renard radio
- Procédé Finex pour la production de fonte liquide
- Fonte utilisée pour l'usinage
- Matériaux pour composants Invar 36