


Paramètres de rétraction Ender 3 (Pro et V2); Plus de cordage !
Si nous pensons à l'impression 3D, la première chose qui nous vient à l'esprit est une machine qui fait fondre du plastique pendant qu'une extrudeuse se déplace le long de 3 axes orthogonaux tout en formant un objet solide. Cela semble très simple, mais en commençant à approfondir cette technologie, nous découvrons rapidement qu'il existe d'innombrables paramètres qui déterminent la manière dont cela se produit.
Selon le type de modèle, les paramètres de rétraction peuvent faire ou défaire vos impressions. Si vous possédez une imprimante Ender 3 (ou n'importe quelle machine de type Bowden), les paramètres de rétraction suivants s'avéreront certainement utiles :
Étant une imprimante de type Bowden, l'Ender 3 nécessite une distance de rétraction plus longue et il est recommandé d'activer le "Mode de peignage" et de le régler sur "Dans le remplissage". De plus, réglez la distance de rétraction sur 6 mm, la vitesse de rétraction sur 20 mm/s, le nombre de rétraction maximum sur 5 et la fenêtre de distance d'extrusion minimale sur 10 mm.
Si vous ne voulez pas avoir à passer par tous les essais et erreurs que nous avons effectués afin de trouver les paramètres idéaux pour créer des impressions de haute qualité sur votre Ender 3, alors consultez certainement nos propres profils Cura spécialement conçus pour la série d'imprimantes Ender 3 (vous pouvez toutes les obtenir pour seulement 7 $).
Qu'est-ce que la rétraction et pourquoi est-elle importante en impression 3d ?
Comme vous le savez peut-être déjà, le hotend reçoit le filament de l'extrudeuse, qui pousse le matériau à travers une roue dentée. Cette poussée génère une augmentation de pression à l'intérieur de la tuyère. Si la température est suffisante et que les pas du moteur de l'extrudeuse sont correctement calibrés, le plastique commencera à couler dans la quantité exacte nécessaire pour créer le modèle souhaité.
Le problème avec ce mécanisme est qu'il reste encore une pression à l'intérieur du canon après l'arrêt du moteur de l'extrudeuse, ce qui oblige le filament à continuer à s'écouler à travers la seule sortie libre dont il dispose (c'est-à-dire la buse). Lorsque l'impression nécessite que le hotend se déplace d'un point à un autre sans déposer de matière, il est nécessaire de relâcher cette pression restante, afin d'éviter que le plastique ne « s'échappe » lors de ce mouvement.
Le moyen d'y parvenir est d'inverser la rotation du moteur pas à pas de l'extrudeuse, de sorte que quelques millimètres de filament sortent du hotend et compensent ladite pression. Cette inversion de rotation est appelée "rétraction" et est un paramètre fondamental pour obtenir des objets imprimés avec une bonne finition de surface.
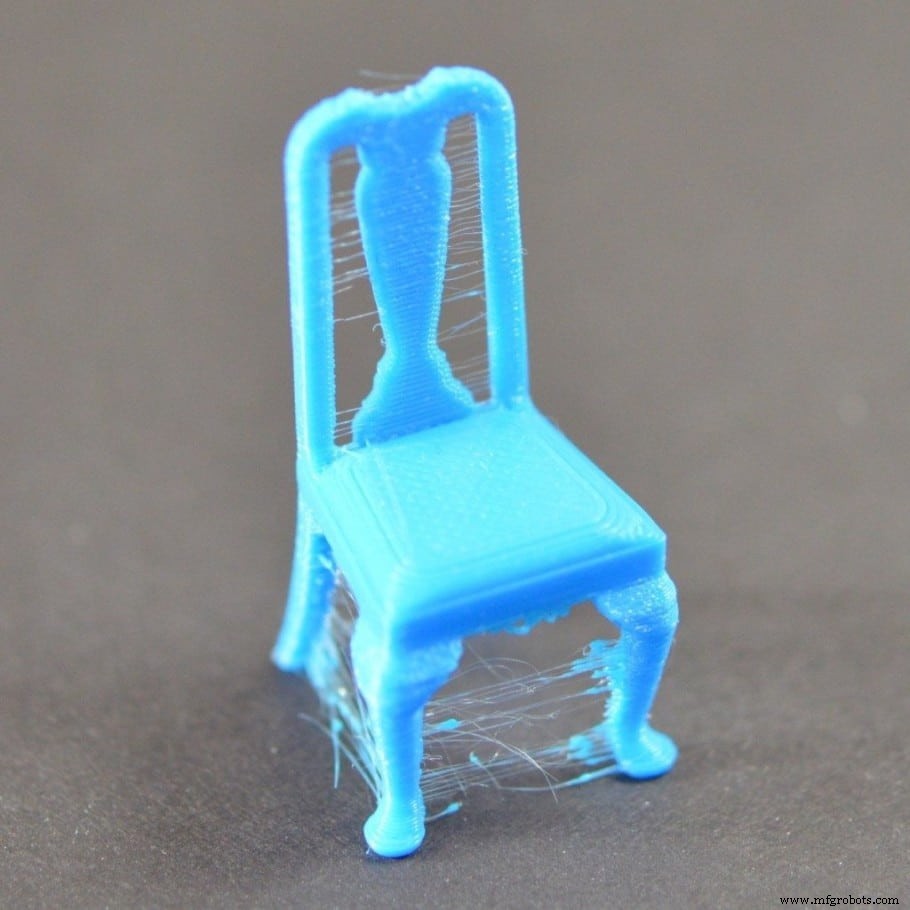
Le matériau sur-extrudé de la buse s'amincit au fur et à mesure que la hotend se déplace, laissant un « fil » ou une « ficelle » entre deux parois de la pièce. Ceci est connu sous le nom de "stringing" et peut être évité (ou du moins minimisé) grâce à certains paramètres d'impression. Vous n'avez peut-être jamais entendu parler de ce terme auparavant, mais je suis presque sûr que vous l'avez déjà vu auparavant. Jetez un œil à l'image suivante d'une chaise qui comporte une bonne quantité de cordes.
Paramètres liés à la rétraction
Dans un premier temps, il faut s'assurer que la case « enable retraction » est bien activée, pour accéder aux paramètres de rétraction. À partir de maintenant, nous nous concentrerons sur les paramètres de Cura. Vous trouverez des paramètres équivalents sur de nombreux slicers.
Je dois préciser que j'utiliserai la convention de dénomination de Cura, mais les mêmes principes s'appliquent très certainement à tous les trancheurs.
Distance de rétraction
Distance de rétraction indique à l'imprimante le nombre de millimètres de filament à rétracter en cas de besoin. Rétracter seulement une très petite distance ne résoudra probablement pas le cordage, alors que l'exagération de cette valeur fera qu'aucun plastique ne sera disponible dans la buse pendant les premiers instants de la prochaine extrusion.
Pour éviter cela, il existe le réglage dit "d'amorçage", qui ramène le filament dans la même position qu'il était avant la rétraction. C'est-à-dire que si 5 mm de filament ont été rétractés, après un déplacement entre deux points sans extrusion, 5 mm de filament seront repoussés dans la buse.
Souvent, le modèle à portée de main nécessite trop de rétractions séquentielles pendant une très courte période de temps. Si la distance de rétraction est trop élevé, les dents de l'engrenage poussant le filament commenceront à le broyer. Si le filament devient trop fin, les engrenages ne le pousseront pas mais glisseront plutôt contre lui. En conséquence, plus aucun filament ne sera extrudé, et l'impression sera évidemment complètement ruinée.
Pour éviter cela, nous allons établir la distance de rétraction minimale possible qui nous permet d'atténuer le cordage. La plage de 3 à 6 mm fonctionne généralement pour la plupart des imprimantes 3D de type Bowden. Vous pouvez commencer avec une distance de rétraction de 3 mm et augmentez-le de 1 mm si vous le jugez nécessaire.
Alors que les imprimantes Ender3 sont sur le marché depuis plusieurs années maintenant et sont reconnues pour leur fiabilité, de nombreux utilisateurs choisissent de modifier leurs paramètres afin d'obtenir de meilleurs résultats d'impression. L'une des modifications les plus courantes consiste à le transformer en un système d'extrusion directe. Bien que nous ne recommandions pas de modifier une conception testée (sauf si vous êtes extrêmement sûr de vos compétences en ingénierie), vous pouvez l'essayer et tirer vos propres conclusions.
L'un des avantages d'un système à entraînement direct est un contrôle plus précis des rétractions. Pour ces types d'imprimantes, commencez par une distance de 0,5 mm et augmentez-la par incréments de la même valeur jusqu'à obtenir un résultat optimal.
Nombre maximal de rétractions
Ce paramètre permet de définir le nombre maximum de rétractations pouvant être effectuées le long d'un même segment de filament. De cette façon, le broyage des filaments mentionné ci-dessus peut être évité. Commencez par définir cette valeur entre 5 et 10. La valeur par défaut pour Cura est 100, mais elle est bien trop élevée.
Fenêtre de distance d'extrusion minimale
Ici, vous pouvez définir la longueur du segment de filament auquel les rétractions spécifiées dans « Nombre maximal de rétractions " sera appliqué. Étant donné que les rétractions seront comprises entre 3 et 6 mm, une valeur appropriée est de 10 mm. De cette façon, vous serez sûr que le filament ne sera pas endommagé par des rétractions excessives.
Vitesse de rétraction
Cela spécifie à quelle vitesse l'extrudeuse tournera en sens inverse. Il doit être suffisamment rapide pour éviter que le filament ne fuie par la buse, mais pas de manière excessive car une vitesse excessive nécessitera également une puissance que le moteur de l'extrudeuse ne pourra pas fournir, ce qui lui fera perdre des pas. Une bonne valeur pour commencer est de 20 mm/s. Vous pouvez ensuite toujours augmenter cette valeur via un test de cordage (liens ci-dessous).
Vitesse de rétraction principale
Cette valeur vous permet de définir la vitesse à laquelle le matériau est renvoyé dans la buse. Ce paramètre vous permet de contrôler la manière dont le hotend est prêt à continuer l'extrusion comme si de rien n'était.
La vitesse de rétraction est divisée en deux paramètres différents pour une bonne raison. Lors du retrait du filament, la pression est plus élevée au début de la rétraction qu'à la fin, ce qui soulage la contrainte sur l'engrenage de l'extrudeuse. En revanche, lors de l'amorçage, la pression (et donc la force dans l'engrenage) augmente de plus en plus.
Pour cette raison, l'amorçage peut endommager davantage le filament que la rétraction. Nous vous recommandons d'utiliser une vitesse inférieure de 5 mm/s dans ce paramètre à celle que vous avez définie dans "Vitesse de rétraction ".
Montant supplémentaire Prime
Avec ce paramètre, vous pouvez compenser la quantité de matière perdue en raison du suintement. Si vous réglez correctement la distance et la vitesse de rétraction, vous n'aurez pas besoin de compenser quoi que ce soit, nous vous recommandons donc de laisser ce paramètre à 0 et d'effectuer les tests de calibrage à la place. (liens ci-dessous)
Paramètres de rétraction recommandés pour une imprimante Ender 3 (Pro / v2)
Étant donné que les imprimantes Ender 3 sont certainement l'une des imprimantes les plus populaires (sinon la plus), je vais entrer dans les paramètres spécifiques que je recommande et utiliser également sur ma propre machine. Bien que toutes les imprimantes soient quelque peu uniques, ces paramètres constitueront un excellent point de départ.
- Mode de peignage :activé et défini sur "Dans le remplissage "
- Distance de rétraction :6 mm
- Vitesse de rétraction :20 mm/s
- Nombre maximal de rétraction : 5
- Fenêtre de distance d'extrusion minimale :10 mm
Ces paramètres s'avéreront utiles pour toutes les imprimantes de type Bowden. Vous pouvez évidemment modifier ces valeurs et les améliorer pour vos besoins spécifiques. Les tests d'impression qui ont été conçus pour réduire spécifiquement le cordage aideront à accélérer le réglage fin. Je les liste tous à la fin de cet article.
Vous pourriez également être surpris par le fait que l'impression de miniatures nécessite une configuration de rétraction spécifique afin d'obtenir les meilleurs résultats. Évidemment, je vais aussi les lister tout de suite !
Paramètres de rétraction recommandés pour l'impression de miniatures avec une imprimante Ender 3 (Prov/v2)
- Mode de peignage :activé et défini sur "Dans le remplissage "
- Distance de rétraction :6 mm
- Vitesse de rétraction :45 mm/s
- Nombre maximal de rétraction : 10
- Fenêtre de distance d'extrusion minimale :10 mm
Il est intéressant de savoir que le Z-hop, un paramètre qui élève l'axe Z d'une courte distance avant de se déplacer sans extrusion et le redescend lorsqu'il atteint le prochain point d'impression, augmente considérablement le cordage (quel que soit le calibrage que vous avez effectué précédemment) . Je vous recommande vivement de le désactiver, surtout si vous avez atteint un paramétrage optimal.
Personnellement, cette vidéo de Makers Muse était inestimable lorsque j'ai rencontré ce problème pour la première fois.
Pourquoi "Activer le mode de peignage" est-il recommandé ?
Le problème avec le cordage est qu'il rend la surface extérieure de votre objet désagréable à regarder. Si le cordage ne se produisait qu'à l'intérieur de l'objet, on ne pourrait pas s'en déplaire. Par conséquent, la rétraction n'a de sens que lorsque la buse se déplace d'un point à un autre à travers une zone sans couches d'impression en dessous. En activant le mode de peignage, vous pouvez ordonner au slicer de ne déplacer le hotend que dans les zones imprimées (chaque fois que cela est possible).
Vous avez le choix entre 4 options différentes, mais ma préférée est "dans le remplissage ”. Bien qu'il augmente le temps d'impression, il réduit le nombre de rétractions au minimum indispensable.
Tests d'étalonnage de rétraction et de cordage
Tour de température
Bien que nous ne l'ayons pas encore mentionné, un paramètre d'impression qui affecte sérieusement le cordage est la température de la hotend. Plus il fait chaud, plus le filament s'écoulera facilement, ce qui augmentera considérablement le suintement de la buse. Pour cette raison, la première chose que vous devez faire est de calibrer la température de votre imprimante, jusqu'à ce que vous obteniez les meilleurs résultats. Pour ce faire, je vous recommande d'imprimer le test suivant, qui consiste en une tour de température qui augmente de 5 ºC dans un intervalle de couche bien défini.
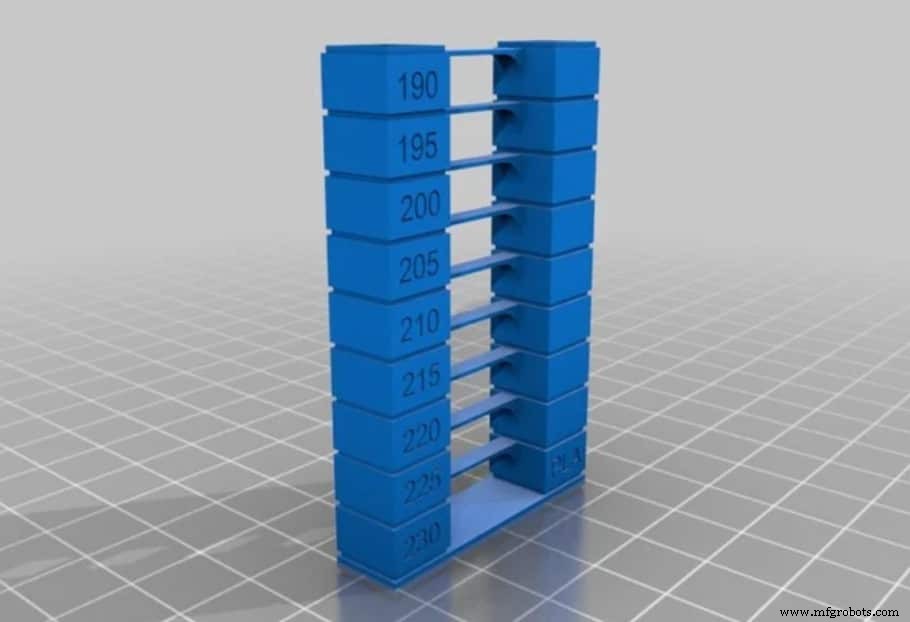
Si vous cliquez sur "Fichiers Thing ” vous verrez un G-code fichier qui est déjà compatible avec l'Ender3. N'utilisez pas votre programme slicer pour générer un code G comme vous le faites habituellement, car il ne fera pas varier la température tout au long de l'impression. L'utilisation de différents processus dans Cura est une option, mais le fichier ajouté fonctionne parfaitement.
Test de cordage de base
Une fois la température calibrée, désactivez les rétractions dans votre slicer et imprimez le fichier suivant. Jetez un œil à l'image et devinez ce qu'elle essaie d'évaluer.
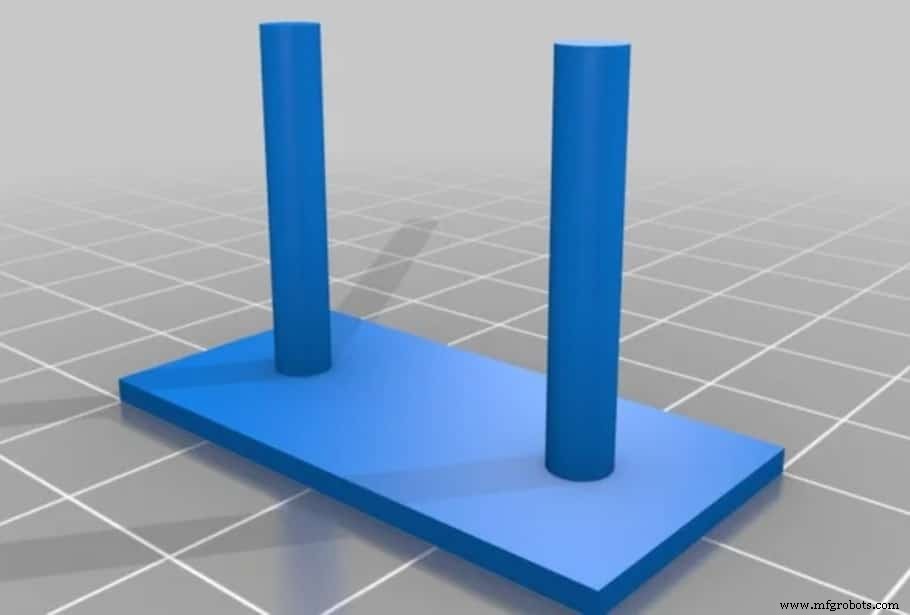
Le résultat sera un morceau plein de poils entre les deux cylindres. Réactivez les rétractions et comparez le résultat avec la pièce nouvellement imprimée. À partir de là, augmentez ou diminuez la Vitesse de rétraction et Distance de rétraction jusqu'à ce que les deux cylindres soient correctement imprimés et qu'il n'y ait plus de poils entre eux.
Outil d'étalonnage de rétraction
Si vous n'êtes pas déjà étonné de voir à quel point la communauté des imprimantes 3D est géniale, consultez cet outil en ligne gratuit créé par quelqu'un. Cela nous permet de créer un G-Code à des fins de test compatible avec notre imprimante spécifique. Les instructions sont très détaillées et utiles, mais assurez-vous de les lire.
Foire aux questions (FAQ)
La rétraction est-elle la même pour les systèmes d'extrusion Bowden et Direct ?
Bien que l'activation de la rétraction soit utile quel que soit le type d'imprimante, les machines de type Bowden nécessitent généralement une distance de rétraction plus élevée que les imprimantes à pilote direct.
La raison est la suivante :les imprimantes 3d qui utilisent le système Bowden (comme l'Ender3) placent l'extrudeuse loin du hotend, et le filament est acheminé à travers un tube PTFE. Comme le tube a un diamètre interne de 2 mm et que le filament a un diamètre de 1,75 mm, le jeu entre eux nécessite que cette différence soit compensée en augmentant la distance de rétraction.
Les systèmes d'extrusion directe n'ont pas ce problème et le rétrécissement du filament n'est généralement pas un si gros problème.
Essentiellement, les systèmes Bowden nécessitent une distance de rétraction beaucoup plus longue.
La rétraction est-elle la même pour tous les types de filaments ?
Heureusement, le PLA est un polymère très stable, il est donc possible d'ajuster notre imprimante pour n'obtenir presque aucun cordage. La même chose se produit avec l'ABS, bien qu'il présente d'autres problèmes tels que le gauchissement et la fissuration. D'autres matériaux, comme le PETG, nécessitent une température beaucoup plus élevée pour fondre, ce qui favorise la formation de filaments en refroidissant.
Les matériaux souples, comme le TPU, se compriment lors de l'extrusion et s'étirent lors de la rétraction, il n'est donc pas très pratique d'activer la rétraction pour l'imprimer. Dans ce cas, le cordage est inévitable.
En plus des paramètres de rétraction, l'humidité dans le filament peut également augmenter la probabilité de cordage , c'est pourquoi je recommande toujours de stocker nos bobines dans un récipient hermétique, avec beaucoup de sacs de gel de silice.
Si vous ne voulez pas avoir à passer par tous les essais et erreurs que nous avons effectués afin de trouver les paramètres idéaux pour créer des impressions de haute qualité sur votre Ender 3, alors consultez certainement nos propres profils Cura spécialement conçus pour la série d'imprimantes Ender 3 (vous pouvez toutes les obtenir pour seulement 7 $).
Conclusion
À présent, vous avez une meilleure compréhension de tous les paramètres de rétraction disponibles et comment ils doivent être configurés différemment selon notre type d'imprimante (Bowden ou Direct Drive). Les imprimantes de type Bowden, comme l'Ender 3 (Pro et v2), nécessitent des distances de rétraction plus longues. En résumé, vous devez activer le "mode de peignage " et définissez-le sur " Dans le remplissage “. La distance de rétraction doit être de 6 mm, la vitesse de rétraction de 20 mm/s, le nombre de rétraction maximum de 5 et la fenêtre de distance d'extrusion minimale de 10 mm.
Consultez notre section de produits recommandés

Nous avons créé une section de produits recommandés qui vous permettra d'éliminer les conjectures et de réduire le temps passé à rechercher quelle imprimante, filament ou mises à niveau obtenir, car nous savons que cela peut être une tâche très ardue et qui entraîne généralement beaucoup de confusion. .
Nous avons sélectionné une poignée d'imprimantes 3D que nous considérons comme bonnes pour les débutants comme pour les intermédiaires, et même les experts, facilitant la décision, et les filaments, ainsi que les mises à niveau répertoriées, ont tous été testés par nos soins et soigneusement sélectionnés. , vous savez donc que celui que vous choisirez fonctionnera comme prévu.
impression en 3D
- Guide de mise à niveau du ventilateur silencieux Ender 3 (Pro et V2) avec images
- Loud Ender 3, Pro ou V2 ? Voici comment le calmer !
- Comment remplacer la buse sur un Ender 3 (Pro &V2) !
- Ender 3 :Comment nettoyer la buse (la déboucher) !
- Coût de la résine par rapport au filament dans l'impression 3D !
- Températures de transition vitreuse des filaments 3D
- Ender 3 Z Offset ; Comment l'ajuster !
- Test de l'Ender 3 Pro :vaut-il la peine d'être acheté en 2022 ?
- Rétraction :comment ça marche en impression 3D