


Termes d'impression 3D - Le glossaire ultime
Il existe une quantité infinie de termes d'impression 3D. Bien que certains termes soient très courants et souvent utilisés, d'autres ne le sont pas, il est donc facile de se perdre dans la terminologie lors de la lecture. Pour cette raison, j'ai décidé de créer le glossaire ultime concernant tous les termes 3D.
Dans cet article, je vais vous donner un aperçu rapide de chaque terme d'impression 3D.
Types de filaments

ASA
L'acrylonitrile styrène acrylate (ASA) est un type de filament créé à l'origine comme une alternative à l'ABS avec de meilleures conditions de résistance aux intempéries et moins de déformation. L'ASA est résistant aux UV et possède d'excellentes propriétés mécaniques, car il est rigide et résistant aux chocs. En raison de ces propriétés, l'ASA est principalement utilisé pour les applications extérieures. L'impression avec de l'ASA doit être effectuée dans des zones bien ventilées car elle produit des fumées toxiques.
ABS
L'acrylonitrile butadiène styrène (ABS) est l'un des filaments d'impression 3D les plus anciens et les plus populaires. C'est un filament à faible coût avec une résistance aux hautes températures et une bonne durabilité. Pour imprimer correctement avec l'ABS, vous aurez besoin d'un lit d'impression chauffé ou d'une chambre chauffée car ce filament est sujet à une forte déformation sans chaleur adéquate. Utiliser dans des zones bien ventilées pour éviter les fumées produites lors du processus de fusion (article lié).
GPE
Le polyéthylène téréphtalate glycol (PETG) est un filament d'impression 3D semi-rigide. Les objets imprimés avec du PETG auront une finition de surface brillante et lisse. Connu pour sa durabilité et sa facilité d'utilisation, le PETG se situe à mi-chemin entre le PLA et l'ABS (les filaments les plus couramment utilisés) car il est plus flexible et durable que le PLA et plus facile à utiliser que l'ABS. Le PETG est hygroscopique, conservez-le donc dans un endroit sec et frais (article connexe).
PLA
L'acide polylactique (PLA) est le filament le plus couramment utilisé dans l'impression 3D. L'impression avec PLA est facile, car il fond à basse température et présente des problèmes de déformation minimes, ce qui le rend idéal pour les débutants. Évitez le PLA pour les applications extérieures car il a une faible résistance à la chaleur et peut se déformer lorsqu'il est exposé au soleil (article connexe).
Nylon
Le nylon est un type de filament solide, durable et flexible. Certaines imprimantes auront besoin d'une mise à niveau avant de pouvoir imprimer avec du nylon car cela nécessite des températures d'impression élevées et un lit chauffant pour imprimer avec succès sans se déformer. Le nylon doit être stocké dans des sacs hermétiques pour éviter l'absorption d'humidité; si vous ne le faites pas, l'humidité dans le filament peut entraîner des défauts d'impression.
HANCHES
Le polystyrène à fort impact (HIPS) est principalement utilisé comme structure de support soluble en conjonction avec l'ABS dans les imprimantes à double extrusion. HIPS se dissoudra dans le limonène et seul l'ABS restera sans aucune marque de support. L'ABS est le seul filament qui n'est pas endommagé par le limonène. HIPS peut également être utilisé comme filament solo, il est léger et plus résistant que le PLA et produit moins de déformation que l'ABS.
PVA
L'alcool polyvinylique (PVA) est un filament utilisé comme support pour les impressions complexes dans les imprimantes 3D à double extrusion. Il se dissout dans l'eau chaude, il peut donc être associé à de nombreux filaments, contrairement au HIPS qui ne peut supporter que l'ABS. Le PVA est très sensible à l'humidité, il doit donc être stocké dans des récipients hermétiques pour que la bobine reste utilisable à long terme.
Souple (TPE, TPU, TPC)
Les filaments flexibles (TPE, TPU, TPC) ont des propriétés caoutchouteuses, ce qui signifie qu'ils sont très élastiques et peuvent se plier et s'étirer facilement sans se casser. Ces filaments sont doux et durables car ils ont une grande résistance aux chocs. Les extrudeuses Bowden peuvent avoir du mal à imprimer un filament flexible car il peut coller et endommager le tube PTFE (consultez notre article).
Fibre de carbone
La fibre de carbone est utilisée pour renforcer d'autres filaments afin d'améliorer les propriétés du matériau. Les filaments infusés de fibre de carbone présentent une résistance et une rigidité accrues. Le résultat est un matériau solide et léger, parfait pour les applications structurelles. Ces fibres sont très abrasives et endommageront rapidement les buses en laiton, pensez donc à utiliser une buse en matériau dur pour ces filaments.
Polypropylène
Le polypropylène (PP) est un filament résistant et durable. Il a une forte résistance à la chaleur et produit des finitions de surface lisses. Le problème avec le polypropylène est qu'il est notoirement difficile d'imprimer avec car il est sujet à de fortes déformations et, en plus, a une mauvaise adhérence des couches.
Polycarbonate
Le polycarbonate (PC) est l'un des filaments 3D les plus résistants; ce filament est très solide, durable et pourtant flexible. Le PC a également une très bonne résistance à la chaleur et aux chocs, ce qui en fait une option solide pour les environnements difficiles. La plupart des imprimantes grand public devront mettre à niveau l'extrémité chaude pour imprimer avec un PC car cela nécessite des températures d'impression très élevées. Le filament PC est hygroscopique, c'est pourquoi il doit être conservé dans des espaces secs pour préserver l'intégrité de la bobine.
Filament conducteur
Le filament conducteur est capable de conduire l'électricité. Ce type de filament est utilisé pour les circuits basse tension. Dans la plupart des cas, le PLA ou l'ABS est le matériau de base utilisé dans le filament conducteur, mais ce ne sont pas les seuls. Selon le fabricant, ces filaments présentent différentes valeurs de résistivité.
Filaments magnétiques
Les filaments magnétiques sont des filaments à base de PLA ou d'ABS qui ont été infusés avec de la poudre de fer. Le résultat est un filament qui agit comme du métal et est attiré par les champs magnétiques. C'est un filament abrasif et une buse en acier trempé doit être utilisée (consultez notre article sur le sujet).
Filaments de bois
Les filaments de bois sont généralement des filaments à base de PLA combinés à de la fibre de bois qui ressemblent et se sentent comme du bois. Ce filament composite est moins flexible et plus faible que la version PLA normale. De plus, les buses peuvent souffrir et être endommagées par l'impression de ce matériau (consultez notre article sur le sujet).
Termes liés au matériel
Température de transition vitreuse (Tg)
La température de transition vitreuse (Tg) est la température à laquelle un matériau passe d'un état solide dur à un état mou et gluant. Les matériaux à faible Tg comme le PLA sont plus faciles à manipuler car ils ne nécessitent pas de températures élevées pour être traités. De même, les matériaux à haute Tg pourront résister à des conditions rudes car ils sont plus difficiles à déformer (article complet). Elle se mesure en C° ou F°.
Résistance à la traction
La résistance à la traction indique la quantité de contraintes qu'un matériau peut supporter avant de se casser. Chaque fois que vous imprimez des pièces à des fins de résistance et d'endurance, optez pour des filaments à haute résistance à la traction comme le polycarbonate (si votre imprimante le permet). Il est généralement mesuré en Pascals.
Conductivité
La conductivité fait référence à la propriété ou au pouvoir d'un matériau de conduire ou de transmettre de la chaleur ou de l'électricité. Il est généralement mesuré en Siemens par mètre.
Élasticité
L'élasticité est la capacité d'un objet physique à se déformer lorsqu'une force suffisante lui est appliquée, puis à reprendre sa taille et sa forme d'origine lorsque cette force est supprimée.
Résistance à la fatigue
La résistance à la fatigue indique la quantité de contrainte qu'un matériau peut supporter pendant un nombre donné de cycles sans se rompre. Il est mesuré en nombre de cycles de traction-compression.
Viscosité
La viscosité fait référence à la résistance d'un fluide à changer de forme, en d'autres termes, elle mesure la résistance d'un fluide à s'écouler. Par exemple, l'eau a une viscosité inférieure à celle du miel. Elle est généralement exprimée en centipoises (cP), ce qui équivaut à 1 mPa par seconde.
Hygroscopicité
Un matériau hygroscopique absorbe l'humidité du milieu environnant. Lorsque ces matériaux absorbent les molécules d'eau, ils peuvent changer physiquement, altérant leurs propriétés. Il peut être mesuré en comparant le volume d'un objet à l'état sec et humidifié.
Pièces d'imprimante 3D
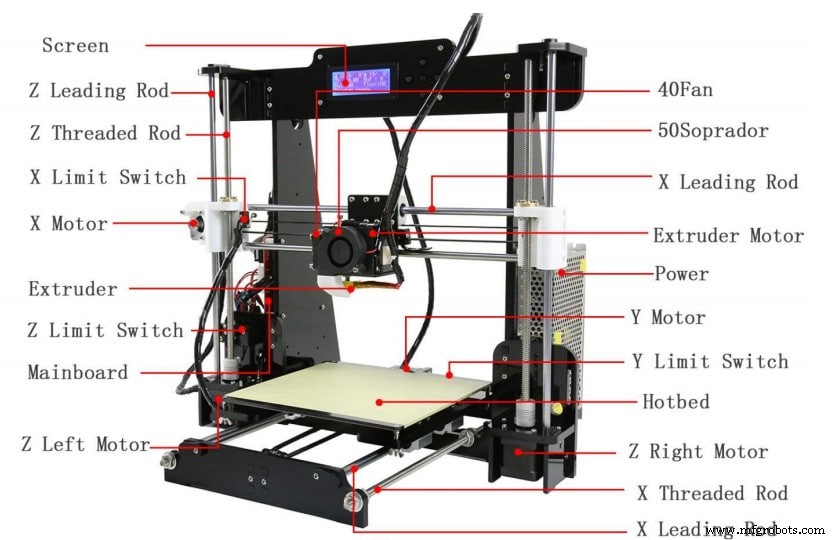
Carte contrôleur
La carte contrôleur est le "cerveau" de votre imprimante 3D. Il gère toutes les fonctions électroniques et les exigences d'une imprimante 3D. Ces cartes de circuits imprimés (PCB) reçoivent le code G de la trancheuse et les traduisent en commandes pour les moteurs et les composants de chauffage de l'imprimante 3D.
Extrudeuse
L'extrudeuse est la partie d'une imprimante 3D qui gère le déplacement et le traitement du filament afin de le déposer en couches successives pour former l'objet 3D. L'extrudeuse est composée de 2 éléments, le bout froid et le bout chaud.
Bout froid
L'extrémité froide est la partie de l'imprimante 3D où le filament est alimenté. Là, les engrenages d'entraînement attrapent le filament et le poussent dans l'extrémité chaude. Dans les extrudeuses à entraînement direct, l'extrémité froide est directement au-dessus de l'extrémité chaude. Alors que dans les configurations Bowden, les engrenages d'entraînement sont généralement montés sur le châssis de l'imprimante.
Bout chaud
L'extrémité chaude est la partie de l'imprimante 3D où le filament est fondu puis déposé en couches successives dans le lit d'impression. Le filament est poussé à travers un tube non conducteur de chaleur dans le bloc chauffant où il est fondu, puis poussé hors de la buse.
Buse
La buse est vissée dans le bloc chauffant et constitue la dernière partie de l'extrémité chaude que le filament traverse avant d'être déposé dans le lit d'impression. Les buses sont disponibles en différents diamètres et matériaux, le laiton étant le plus couramment utilisé et 0,4 mm étant le diamètre le plus populaire. Évitez les buses en laiton lorsque vous imprimez avec des filaments abrasifs, car elles peuvent s'endommager assez rapidement.
Tuyau Bowden
Dans une configuration Bowden, les engrenages d'entraînement sont généralement montés sur le châssis de l'imprimante. De là, le filament est poussé à travers un tube Bowden dans l'extrémité chaude. Le tube Bowden est généralement en plastique PTFE qui résiste à la chaleur et protège le filament.
Bloc de chauffage
Le bloc chauffant fait partie de l'extrémité chaude et fonctionne comme un conducteur thermique. La cartouche chauffante chauffe le bloc chauffant qui chauffe ensuite la buse. Les blocs chauffants sont généralement en aluminium car c'est un excellent conducteur thermique.
Cartouche chauffante
La cartouche chauffante est l'élément responsable de la génération de chaleur dans une imprimante 3D. Ils sont insérés dans le bloc chauffant et produisent de la chaleur à partir du courant électrique. La chaleur se propage à travers le bloc chauffant jusqu'aux buses où le filament fond.
Thermistance
La thermistance est insérée dans le bloc chauffant et indique à l'imprimante 3D la température du bloc chauffant. Ceci est important car différents types de filaments nécessitent différentes températures d'impression pour fondre avec succès.
Ventilateur de refroidissement
Le ventilateur de refroidissement fait partie de l'extrémité chaude et, en conjonction avec le dissipateur de chaleur, aide à dissiper la chaleur. Sans le ventilateur de refroidissement, la chaleur produite par des températures d'impression élevées pourrait se déplacer à l'extérieur de l'extrémité chaude et faire fondre le filament avant l'heure. Si le filament fond avant d'entrer dans l'extrémité chaude, vous devrez probablement faire face à des sabots.
Ventilateurs de calque
Le ventilateur de couche est important pour réussir à imprimer certains filaments. Il est situé près de la buse et vise à refroidir le filament lorsqu'il sort sur le lit d'impression. De cette façon, nous aidons le filament fondu à se solidifier plus rapidement et à éviter la déformation.
Butées
Les butées indiquent à votre imprimante 3D jusqu'où elle peut déplacer la buse sur l'axe X, Y, Z. Les butées sont chargées d'éviter les déraillements et les blocages sur un axe donné. Les plus courants sont les interrupteurs mécaniques, mais il existe aussi des interrupteurs optiques et magnétiques.
Lit d'impression
Le lit d'impression est la surface sur laquelle l'imprimante 3D imprime. Idéalement, il fournit une surface parfaitement plane sur laquelle votre buse peut être extrudée. Le lit d'impression donne également à la première couche une surface collante pour éviter que le filament ne se détache. Selon le matériau du lit d'impression, vous devrez peut-être appliquer un peu d'adhésif pour vous assurer que le filament y adhère. Les lits d'impression sur verre sont les plus couramment utilisés, mais il existe d'autres matériaux aux propriétés différentes.
Moteurs d'axe X, Y, Z
Les moteurs d'axe sont responsables du déplacement de la buse de l'imprimante 3D sur les différents axes. Pour réussir l'impression, les moteurs d'axe doivent déplacer correctement l'extrémité chaude. Tout dysfonctionnement sur les moteurs d'axe diminuera la qualité et la vitesse d'impression.
Conditions de dépannage
Déformation
Vous avez un problème de déformation chaque fois que vous voyez le filament s'enrouler loin du lit d'impression lors de l'impression 3D. Le gauchissement se produit lorsque le filament se refroidit de manière inégale, car le plastique se contracte lorsqu'il refroidit. Si le filament se contracte trop, il se soulèvera et se séparera du lit d'impression. Pour éviter le gauchissement, assurez-vous que le filament adhère bien au lit d'impression. Certains filaments sont plus sujets au gauchissement et nécessitent l'utilisation d'un lit chauffant pour l'éviter.
Faussement de chaleur
Le fluage thermique fait référence à un problème dans l'impression 3D où la chaleur se déplace vers le haut en dehors de la zone de fusion et commence à affaiblir et ramollir le filament avant le temps. Ce problème provoque un dysfonctionnement de l'extrudeuse et peut finalement entraîner des obstructions. Pour éviter le fluage thermique, essayez de baisser les températures d'impression et assurez-vous que les ventilateurs de refroidissement fonctionnent.
Rapprochement
Le pontage en impression 3D est essentiellement une extrusion de filament suspendu dans l'air qui relie deux colonnes. Lorsqu'une imprimante ne parvient pas à combler un petit espace, il y a un problème de pontage. Les problèmes de transition sont assez courants ; pour résoudre ce problème, essayez d'augmenter la vitesse du ventilateur de couche et de réduire la température et la vitesse d'impression (article connexe).
Précision dimensionnelle
Chaque fois que votre objet imprimé s'avère avoir des tailles différentes de celles initialement prévues, vous êtes confronté à des problèmes de précision dimensionnelle. La correspondance d'un objet imprimé avec la taille et les spécifications du fichier d'origine dépend de nombreux facteurs. Donc, avant de commencer à serrer la ceinture et à peaufiner le micrologiciel, imprimez un cube de test pour voir la précision de votre imprimante. L'ABS est connu pour rétrécir jusqu'à 8 % lors du refroidissement.
Fantôme ou sonnerie
Images fantômes, sonneries, ondulations, échos, tous ces termes font référence à la présence indésirable de lignes ou de caractéristiques dupliquées sur la surface des objets imprimés en 3D. Ceci est causé par des changements rapides de vitesse et de direction sur l'extrudeuse qui entraînent des vibrations. Pour éviter ce problème, réduisez la vitesse d'impression et diminuez les paramètres d'accélération et d'à-coup (article complet sur la façon de résoudre ce problème).
Surextrusion
Chaque fois que l'imprimante 3D extrude plus de filament que ce que le logiciel pense, cela s'appelle une surextrusion. La surextrusion entraîne des impressions de mauvaise qualité et peut totalement ruiner un objet imprimé. Les solutions possibles pour la sur-extrusion consistent à abaisser la température d'impression, à diminuer le débit d'extrusion et à s'assurer que la trancheuse a le bon réglage de diamètre de filament (article complet sur la façon de résoudre le problème).
Sous-extrusion
Chaque fois que l'imprimante 3D extrude moins de filament que ce que le logiciel pense, cela s'appelle une sous-extrusion. La sous-extrusion affaiblit la structure de l'objet imprimé en 3D. Si vous constatez que les couches de votre modèle sont trop fines ou présentent des trous ou des espaces, vous rencontrez probablement une sous-extrusion. Afin de corriger la sous-extrusion, assurez-vous que le logiciel a le bon diamètre de filament et augmentez la température d'impression et le débit d'extrusion (article de dépannage connexe).
Adhésion au lit
L'adhérence du lit fait référence à l'adhérence de votre lit d'impression. Pour une impression réussie, il est important que le filament adhère au lit d'impression. Une mauvaise adhérence du lit peut entraîner un gauchissement parmi d'autres problèmes d'impression. Pour éviter les problèmes d'adhérence du lit, assurez-vous que le lit d'impression est de niveau et propre. Si le problème persiste, les bâtons de colle et les laques pour cheveux peuvent fournir une adhérence supplémentaire pour le lit d'impression.
Séparation des calques
La séparation des couches concerne les liens entre les couches. Pour une impression réussie, chaque couche doit bien coller à celle du dessous. Une mauvaise adhérence couche à couche peut entraîner des impressions radicalement défectueuses. La séparation des couches est facile à détecter car vous verrez des espaces entre les couches. Consultez notre article sur les causes et les solutions de ce problème.
Extrudeur bouché
Une extrudeuse bouchée signifie que votre imprimante 3D ne peut plus extruder correctement le filament. Ceci est généralement causé par une obstruction à l'intérieur de la buse. Pour éviter que l'extrudeuse ne se bouche, assurez-vous d'avoir la bonne température d'impression pour votre filament et qu'il est propre. Vérifiez également que la buse n'est pas trop proche du lit d'impression car parfois il n'y a pas assez d'espace pour l'extrusion (comment réparer une extrudeuse bouchée).
Écarts
Les écarts sont un problème courant en impression 3D. Vous pouvez avoir des espaces entre les lignes dans le premier calque et le calque supérieur ou entre les calques. Différentes solutions s'appliquent en fonction de l'emplacement des lacunes (comment corriger les lacunes).
Blobs et Zits
Les blobs et les zits sont de petits morceaux sur la surface extérieure d'un objet imprimé en 3D. Cela se produit à l'endroit où l'extrudeuse finit d'imprimer une section de la coque extérieure et commence à en imprimer une nouvelle. Pour éviter les blobs et les zits, assurez-vous d'avoir des paramètres de rétraction et de roue libre optimaux dans le slicer.
Remplissage faible
Le remplissage fournit un support pour la structure d'un objet imprimé en 3D. Un remplissage faible signifie que l'impression peut facilement se casser. Pour éviter ce problème, utilisez un motif de remplissage solide. Si le problème persiste, réduisez la vitesse d'impression et augmentez le pourcentage de remplissage (article complet).
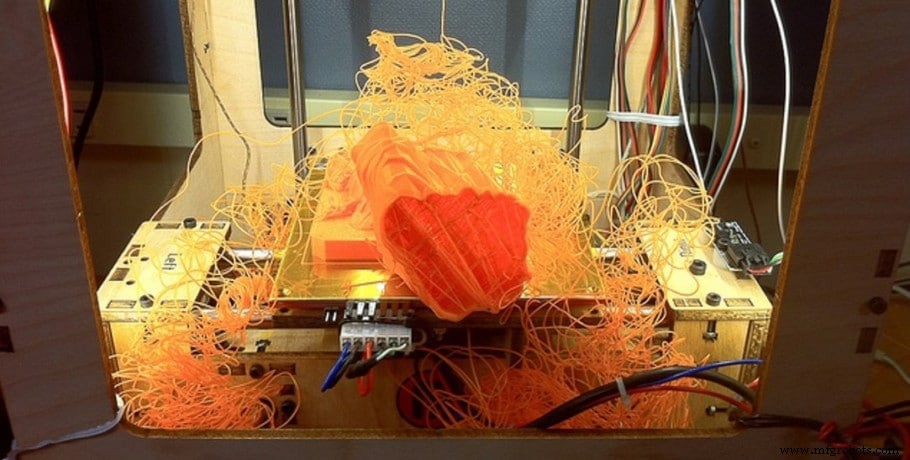
Enchaînement
Lorsque l'extrudeuse se déplace dans un espace ouvert vers un nouvel emplacement pour imprimer, du filament peut suinter de la buse et se fixer à l'objet imprimé. Ce problème s'appelle le cordage et donne l'impression que vos impressions ont des toiles d'araignées. Pour éviter la formation de fils, baissez la température d'impression et vérifiez que vous disposez des paramètres de rétraction appropriés (article complet).
Décalage de calque
Le décalage de couche est une erreur dans l'impression 3D où l'imprimante fonctionne mal et égare les couches. Les calques sont mal positionnés les uns par rapport aux autres, cela peut se produire progressivement ou en un seul grand déplacement. Cela peut se produire en raison d'une vitesse excessive et de problèmes mécaniques ou électriques.
Surchauffe
La surchauffe est un problème dans l'impression 3D où le filament est extrudé à haute température et donc incapable de refroidir dans le temps et de conserver la forme souhaitée. La surchauffe peut être corrigée avec des températures d'impression et des ventilateurs de couche appropriés.
Patte d'éléphant
Le pied d'éléphant décrit un défaut d'impression 3D où la première couche d'un objet imprimé en 3D est légèrement plus grande que le reste. Parfois, le poids des couches supérieures provoque une pression suffisante pour faire gonfler la première couche si elle n'est pas complètement refroidie. Le pied d'éléphant peut être fixé en nivelant le lit d'impression, en réduisant la température du lit chauffant ou en ajoutant un radeau au modèle (article connexe).
Technologies d'impression 3D
Stéréolithographie (SLA)
La stéréolithographie (SLA) est une technologie populaire d'impression 3D. Cette technologie utilise un laser pour durcir une résine photosensible selon une méthode couche par couche. SLA est l'une des méthodes d'impression 3D les plus précises car elle fournit des détails de haute qualité, des tolérances dimensionnelles serrées et des finitions de surface lisses. L'inconvénient est que le SLA est généralement plus lent, les résines sont fragiles et les composants sont chers. Pour des impressions plus résistantes, un séchage UV post-traitement est conseillé (article connexe).
Traitement numérique de la lumière (DLP)
Le traitement numérique de la lumière (DLP) est une technique d'impression 3D qui utilise la lumière d'un écran de projecteur spécialisé pour solidifier la résine photosensible. DLP crée une couche entière à la fois, ce qui le rend plus rapide que SLA. Pour obtenir la forme souhaitée, un dispositif numérique à micromiroir (DMD) situé entre la source lumineuse et la résine dirige la lumière et crée le motif d'une couche.
Modélisation des dépôts en fusion (FDM)
La modélisation par dépôt de fil fondu (FDM) est la méthode de fabrication additive la plus populaire. Il s'agit d'alimenter l'imprimante 3D avec un filament thermoplastique qui est chauffé au-delà de sa température de transition vitreuse. Ensuite, le filament fondu est extrudé sur le lit d'impression couche par couche. Les imprimantes FDM sont moins chères que les imprimantes à résine et peuvent utiliser une grande variété de matériaux pour imprimer avec (article connexe).
Frittage Laser Sélectif (SLS)
Le frittage sélectif par laser (SLS) est une méthode de fabrication additive rapide. Cette technologie crée des objets 3D en frittant de fines particules de poudre de polymère. Après qu'un rouleau ait étalé une fine couche de poudre sur le lit d'impression, un laser chauffe le matériau et le fusionne. Lorsqu'une couche a terminé l'impression, le lit d'impression est abaissé et une autre couche de poudre est déposée pour que le processus se poursuive. Cette méthode ne nécessite pas de supports car la poudre elle-même sert de support. Une fois l'impression terminée, vous devez retirer la poudre non frittée du modèle.
Fusion Laser Sélective (SLM)
La fusion laser sélective (SLM) est une autre technique de fabrication additive rapide. Dans SLM, un laser est utilisé pour fondre et fusionner la poudre métallique ensemble. Un rouleau étale la poudre métallique sur le lit d'impression et lorsque le laser finit d'imprimer les couches, le lit d'impression est abaissé et le processus est répété. Contrairement au SLS, le SLM nécessite des supports pour les porte-à-faux car le matériau est plus lourd.
Fusion par faisceau d'électrons (EBM)
La fusion par faisceau d'électrons (EBM) est une technologie de fabrication additive utilisée pour imprimer des pièces métalliques. Le processus d'impression se déroule dans une chambre à vide où un faisceau d'électrons à haute énergie fusionne la poudre métallique pour créer, couche par couche, les pièces souhaitées. Cette technique est très rapide et permet la construction d'objets complexes et très résistants. Les machines et les matériaux EBM coûtent cher, c'est pourquoi cette technologie est principalement utilisée par les industries à forte valeur ajoutée.
Fabrication d'objets laminés (LOM)
La fabrication d'objets laminés (LOM) est un processus de fabrication additive rapide qui crée des modèles en utilisant des stratifiés de papier, de plastique ou de métal. Le matériau est successivement collé à l'aide de chaleur et de pression, et la forme souhaitée de l'objet est découpée à l'aide d'un découpeur laser.
Logiciel d'impression 3D
Logiciel de CAO populaire pour l'impression 3d
Mélangeur
Blender est un logiciel gratuit et open source qui prend en charge l'intégralité du pipeline 3D. C'est un programme incroyable pour la conception artistique, où vous vous souciez plus de l'apparence naturelle des formes réalistes que de la précision dimensionnelle. Comme il s'agit d'un open-source, les développeurs Python peuvent utiliser l'API de Blender pour créer leurs propres outils (examen complet).
ZBrosse
ZBrush est le roi de la sculpture numérique car il propose une sélection immense et raffinée de pinceaux de sculpture. Ce logiciel peut gérer un nombre très élevé de polygones, ce qui permet aux concepteurs de créer des modèles incroyablement détaillés. Un abonnement payant est requis pour utiliser le programme (examen complet).
SketchUp
SketchUp est un logiciel de conception assistée par ordinateur 3D basé sur un navigateur avec des versions gratuites et payantes. C'est un excellent logiciel pour les débutants intéressés par la construction et la décoration d'intérieur, car il s'agit de l'un des programmes de modélisation CAO 3D les plus faciles à démarrer dans le monde de la conception 3D (examen complet).
Fusion 360
Fusion360 est un logiciel de CAO 3D basé sur le cloud pour la conception et la fabrication de produits. Il est préférable de l'utiliser pour une modélisation précise, c'est pourquoi il est parfait pour l'impression 3D fonctionnelle où des tolérances exactes et des angles spécifiques sont requis. Pour un usage professionnel, il faut payer un abonnement, mais c'est gratuit pour les besoins personnels (revue complète).
FreeCAD
FreeCAD est un logiciel de modélisation paramétrique 3D gratuit et open-source. Ce programme est destiné à être utilisé pour concevoir des modèles à des fins mécaniques comme des pièces de rechange précises et des objets techniques élaborés. Comme FreeCAD est entièrement paramétrique, il n'est pas recommandé de modéliser des formes organiques (examen complet).
SolidWorks
SolidWorks est un logiciel de conception assistée par ordinateur populaire considéré comme un standard de l'industrie pour l'ingénierie. Il est axé sur la conception paramétrique donc la modélisation organique n'est pas très pratique avec ce programme. SolidWorks a été principalement développé pour construire des objets mécaniques qui intègrent des mécanismes et des assemblages. Une licence payante est nécessaire pour utiliser ce logiciel (examen complet).
Bricolage
Tinkercad est un logiciel de conception 3D gratuit basé sur un navigateur. C'est un excellent outil pour initier les enfants aux merveilles de la modélisation 3D, car il est assez facile d'acquérir les concepts de base. Dans Tinkercad, vous concevez en utilisant un catalogue prédéfini de formes qui limite vos options, mais vous pouvez toujours créer des modèles incroyables avec eux (examen complet).
Slicers populaires pour l'impression 3d
Soin
Cura est une application de découpage open source gratuite très populaire pour les imprimantes 3D. Il s'agit d'une trancheuse simple et accessible pour les débutants comme pour les experts. Les débutants découvriront bientôt à quel point il est facile d'utiliser ce logiciel avec son interface conviviale et claire et les paramètres prédéfinis recommandés. Pour les experts, il existe plus de 400 paramètres que vous pouvez modifier pour obtenir les résultats souhaités (voir la comparaison des segments).
Simplifier 3D
Simplify3D est un programme de découpage 3D payant. En raison de son coût, il est surtout utilisé par des professionnels à des fins commerciales. Simplify3D donne aux utilisateurs la possibilité de travailler avec plusieurs processus. Vous pouvez définir différents paramètres pour différents objets sur le lit d'impression et même différentes hauteurs de couche pour le même modèle. De plus, Simplify3D est un trancheur rapide et peut importer des fichiers volumineux et les afficher en un rien de temps (voir la comparaison des trancheurs).
KISSlicer
KISSlicer est une application de découpage pour les imprimantes 3D avec une version gratuite et une version payante. La plupart des fabricants trouveront que la version gratuite répond à leurs besoins, mais certains voudront peut-être des paramètres plus avancés trouvés dans la version Pro, comme les options d'extrusion double. Ce trancheur est facile à utiliser et dispose de nombreuses fonctionnalités de découpage avancées pour des impressions de qualité.
Slic3r
Slic3r est un excellent logiciel de découpage gratuit et open source pour les imprimantes 3D. Ce slicer est mieux adapté aux experts car il a beaucoup trop de paramètres et de fonctionnalités expérimentales. Slic3r est un programme complet qui peut capter tout ce que vous lui lancez, il peut même être utilisé pour les impressions SLA.
OctoPrint
OctoPrint est une application de contrôleur d'imprimante 3D à distance gratuite et open-source. Avec un appareil compatible WiFi, comme un Raspberry Pi, connecté à l'imprimante 3D, vous obtenez un contrôle total sur vos impressions via un navigateur Web ou un appareil portable. De plus, OctoPrint peut découper les fichiers STls car il intègre CuraEngine.
PrusaSlicer
PrusaSlicer est un logiciel open source gratuit basé sur Slic3r. Ce programme propose trois modes d'utilisation, débutant, avancé et expert. Ces modes, associés à une interface utilisateur claire et simple, rendent le logiciel convivial. Ce logiciel riche en fonctionnalités peut être utilisé à la fois pour les imprimantes FDM et à résine (voir la comparaison des trancheuses).
Formats de fichier

STL
STL est le format de fichier le plus couramment utilisé en impression 3D. Lorsque le processus de modélisation est terminé, l'objet est enregistré en tant que fichier STL, qui stocke les informations sur le modèle 3D sous la forme d'un maillage de triangles tessellés.
La plupart des imprimantes 3D ne peuvent pas interpréter directement les STL, le fichier est donc converti en G-code avant l'impression. Les fichiers STL ne contiennent que des informations sur la géométrie de surface d'un modèle 3D. Il n'y a aucune information sur la couleur, la texture, ni ne vérifie la stabilité géométrique de l'objet, ce qui peut entraîner des erreurs.
Code G
Les imprimantes 3D (et la plupart des machines CNC) lisent le code G pour obtenir des instructions sur la façon d'imprimer un modèle. Le G-code fournit en séquence toutes les commandes (mouvements d'extrusion, température, ventilateurs, vitesse, etc.) que l'imprimante 3D exécutera pour imprimer le modèle souhaité.
OBJ
OBJ est un autre format de fichier populaire utilisé pour enregistrer un projet lorsque le processus de modélisation est terminé. OBJ peut stocker la géométrie, la couleur et la texture de la surface d'un modèle. Avec OBJ, vous pouvez obtenir des surfaces plus lisses car il peut utiliser différents types de polygones.
AMF
AMF était censé remplacer STL comme format de fichier principal dans l'impression 3D. Conçu pour être plus rapide, AMF prend en charge de manière native les spécifications de fichiers telles que la géométrie de surface, la couleur, le matériau et l'orientation. Cependant, AMF n'est pas universellement pris en charge dans l'industrie de l'impression 3D.
3MF
3MF est un format de fichier open source pour la fabrication additive qui gagne en popularité dans l'industrie de l'impression 3D. 3MF est très précis et peut stocker des données de fabrication telles que les paramètres de trancheuse en plus de toutes les informations pertinentes sur un modèle (géométrie de surface, couleur et texture). Ces fichiers sont généralement sans erreur et prêts à être imprimés.
VRML et X3D
VRML et son successeur X3D sont des formats de fichiers standard utilisés pour représenter des objets du monde interactifs 3D sur le Web. La géométrie, la couleur et la texture de la surface peuvent être spécifiées dans ces fichiers. Certains segments peuvent lire directement ces formats de fichiers.
DWG
DWG (dessin) est un format de fichier binaire propriétaire qui contient toutes les données relatives à un projet CAO. DWG est le format natif de plusieurs logiciels de CAO et est principalement utilisé par les ingénieurs, les concepteurs et les architectes.
F3D
F3D est le format de fichier natif utilisé par Fusion360 pour stocker des archives locales de modèles, de conceptions et de ressources.
DXF
DXF est un format de fichier de données CAO développé par Autodesk. DXF a été créé pour permettre l'interopérabilité des données entre AutoCAD et d'autres logiciels.
ÉTAPE
Le format de fichier STEP est utilisé pour l'interopérabilité entre tous les programmes de CAO. Ce format de fichier open source peut décrire avec précision n'importe quelle forme en utilisant des représentations mathématiques de la géométrie 3D (NURBS).
SAT
Les fichiers SAT stockent les données de géométrie 3D dans un format de fichier texte standard. Le format est pris en charge par de nombreux logiciels de CAO 3D, il peut donc être utilisé pour l'interopérabilité et est enregistré dans le format de modélisation solide ACIS de Spatial.
X3G
X3G est un format de fichier de parcours d'outil développé par MakerBot. Il s'agit d'une alternative simplifiée et efficace au code G, plus facile à gérer pour les imprimantes MakerBot.
Consultez notre section de produits recommandés

Nous avons créé une section de produits recommandés qui vous permettra d'éliminer les conjectures et de réduire le temps passé à rechercher quelle imprimante, filament ou mises à niveau obtenir, car nous savons que cela peut être une tâche très ardue et qui entraîne généralement beaucoup de confusion. .
Nous avons sélectionné une poignée d'imprimantes 3D que nous considérons comme bonnes pour les débutants comme pour les intermédiaires, et même les experts, facilitant la décision, et les filaments, ainsi que les mises à niveau répertoriées, ont tous été testés par nos soins et soigneusement sélectionnés. , vous savez donc que celui que vous choisirez fonctionnera comme prévu.
impression en 3D
- ULTEM &PEEK :le guide ultime des matériaux d'impression 3D hautes performances
- 6 façons de réduire le coût de l'impression 3D
- Le rôle de l'imbrication dans l'impression 3D polymère
- Impression du fusible 1 avec le fusible 1
- Découvrir le passé avec l'impression 3D
- Impression 3D dans les pays en développement
- L'avenir de l'impression 3D dans la fabrication
- L'impression 3D est-elle l'avenir de la fabrication ?
- Glossaire des termes liés à l'environnement