


Le système de contrôle de mouvement CNC simplifié
On m'a récemment demandé d'expliquer le système de contrôle de mouvement, utilisé dans les machines-outils à commande numérique, à un membre de ma famille. Réalisant que cette personne n'avait pas du tout d'expérience dans la fabrication - et n'avait certainement aucune expérience avec quelque chose d'aussi compliqué et technique - j'ai dû relier mon explication à quelque chose de commun et simple, leur permettant de visualiser facilement l'analogie… .comme la conduite une voiture.

Bien que ce sujet soit très compliqué et technique par nature, je pense que cette analogie simplifie assez bien le sujet, tout en offrant aux personnes intéressées une compréhension de base adéquate de ce qui se passe. De toute évidence, un sujet technologique aussi avancé pourrait prendre la majeure partie d'un semestre entier à l'université, pour acquérir une compréhension approfondie, mais pour nous, les gens simples, je pense que l'analogie de conduite fonctionnera très bien. Mais, avant de commencer, nous devons jeter quelques bases. Vous devez comprendre les bases de la façon dont une commande qui commence dans notre cerveau passe par la commande CNC et se manifeste finalement par un mouvement de l'un des axes linéaires de la machine.
Considérons notre programme partiel (conversationnel ou G-code) comme rien de plus qu'une liste de commandes. Ces commandes sont organisées par la commande CNC et réparties en différentes catégories pour chacun des axes individuels de la machine, puis transmises à l'axe correspondant. Une fois que la commande a été reçue par le servo variateur pour un axe particulier, cette commande est décomposée en une simple exigence de tension nécessaire pour déplacer l'axe comme ordonné par la commande - et cette tension est ensuite appliquée au moteur... ce qui fait que le moteur tourner, provoquant ainsi le déplacement de l'axe. Lorsque l'axe se déplace, sa position actuelle est surveillée en permanence par un encodeur monté à l'extrémité du moteur ou une échelle en verre montée sur la longueur de l'axe. Ce dispositif de surveillance fournit une rétroaction au servomoteur afin que des changements dans les commandes de tension puissent être effectués si nécessaire... plus de tension signifie que le moteur tourne plus vite et que l'axe rattrape s'il est en retard ; et moins de tension signifie que le moteur tourne plus lentement, ce qui ralentit l'axe s'il commence à tourner trop loin par rapport au mouvement commandé.
Maintenant, avec cela à l'écart, appliquons notre analogie de conduite. Tout d'abord, nous avons besoin de quelques commandes à suivre... disons que l'itinéraire dans lequel nous nous rendrons à notre destination finale est notre parcours d'outil de coupe, et les panneaux de limitation de vitesse le long du chemin agiront comme notre vitesse d'avance commandée. Votre cerveau est le contrôle CNC, vos muscles agiront comme des servomoteurs et vos extrémités peuvent être les servomoteurs qui contrôlent vos axes. Nous utiliserons nos yeux et le compteur de vitesse pour les commentaires. Maintenant, parce que rien dans la vie ne peut être parfait ou exact, nous devons permettre une tolérance acceptable à nos positions commandées... alors disons que toute la largeur de la route est notre tolérance de positionnement, et tant que nous restons sur le bitume, nous sont prêts à partir !
Dans cette première analogie, imaginez-vous garé sur une autoroute abandonnée, au milieu de nulle part, et la route est tracée aussi droite qu'une flèche devant vous. On vous a ordonné de parcourir une distance d'un mile, en suivant la double ligne jaune au milieu de la route, et la limite de vitesse pour cette route est de 100 mph. Pour commencer, votre cerveau ordonne aux muscles de votre pied d'appliquer une pression sur la pédale d'accélérateur et la voiture commence à se déplacer. Pour suivre la ligne jaune, votre cerveau utilisera le retour visuel de vos yeux, pour contrôler les muscles de vos bras et faire avancer le véhicule en ligne droite - et en fonction du retour reçu du compteur de vitesse, votre cerveau devra également contrôlez les muscles de vos chevilles pour augmenter ou diminuer la pression appliquée à l'accélérateur afin de maintenir la vitesse commandée de 100 mph. La tolérance de position n'est vraiment pas un problème ici. D'accord, je me rends compte que c'était extrêmement simplifié, mais maintenant que vous voyez comment mon analogie avec la conduite peut être appliquée, nous pouvons aller plus loin.
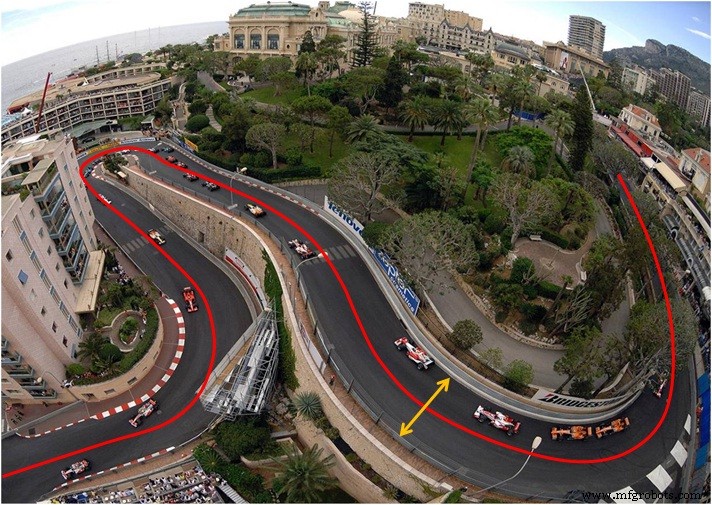
En utilisant les mêmes commandes que ci-dessus (en suivant la double ligne jaune sur un mile, à une vitesse de 100 mph et en utilisant toute la largeur de la route comme tolérance acceptable), passons à l'analogie numéro deux… nous sommes assis au milieu de le dernier morceau de route droite que nous rencontrerons pour le prochain kilomètre. La route tracée devant nous est venteuse et vallonnée, et opérer dans les limites de nos contraintes sera un peu plus difficile cette fois. Nous accélérons jusqu'à notre vitesse commandée de 100 mph, mais nous sommes rapidement confrontés à notre premier obstacle… un virage complet à 90 degrés vers la droite. Réalisant que nous ne pouvons pas naviguer avec succès dans ce virage et maintenir notre vitesse actuelle, nous devons réduire notre vitesse. Nous devons trouver une trajectoire fluide dans le virage qui nous permettra de maintenir une vitesse aussi proche que possible de notre vitesse commandée, mais qui ne nous fera pas sortir de la route. Réagissant aux commentaires reçus de nos appareils visuels, notre cerveau envoie les commandes pour contrôler les mouvements nécessaires et ajuste notre vitesse et notre trajectoire pour naviguer avec succès dans le virage.
Puis, presque immédiatement, nous nous retrouvons face à un obstacle encore plus difficile… une courbe en « S », avec une montée en première mi-temps et une descente en seconde mi-temps. Bien que cette situation soit gérée un peu comme le simple virage à 90 degrés ci-dessus - en contrôlant notre vitesse et notre trajectoire pour le chemin le plus fluide et le plus rapide possible, tout en le gardant en toute sécurité sur la route - nous devons maintenant réagir également aux changements d'altitude… en augmentant la pression sur l'accélérateur lors de la montée de la première section du virage, mais en diminuant cette pression et en appliquant les freins si nécessaire, sur la dernière section afin de ne pas dépasser notre vitesse commandée de 100 mph lorsque la gravité commence à prendre le dessus. Cette action et réaction se poursuivra pour chaque obstacle rencontré jusqu'à ce que nous ayons atteint notre destination finale… la fin du programme !
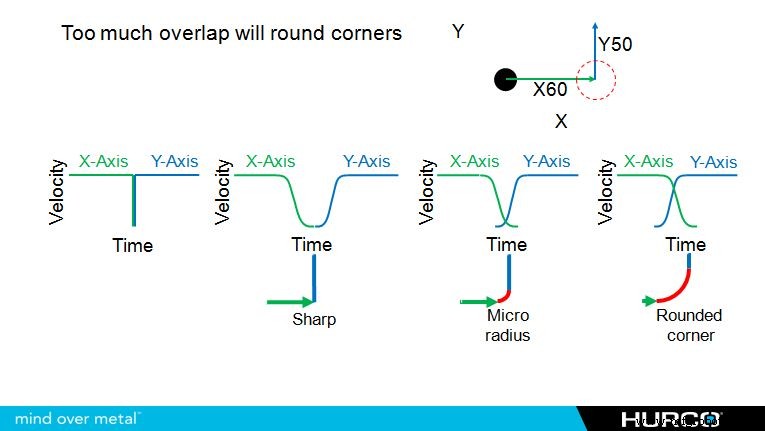
Lorsque l'on parle de contrôle de mouvement, nous devons également discuter de quelque chose appelé "anticipation de bloc", qui est généralement mesurée par le nombre de blocs que le contrôle est capable de traiter à l'avance - permettant au contrôle de mieux se préparer aux obstacles à venir. Dans notre analogie de conduite, la prévision de bloc pourrait être illustrée par un écran LCD, monté dans le tableau de bord qui nous fournirait une carte de la piste, afin que nous puissions modifier la trajectoire sur notre obstacle actuel, nous serons donc en meilleure position pour exécuter en douceur un futur obstacle. Évidemment, plus le parcours de l'outil de coupe devient compliqué, plus il peut être nécessaire d'anticiper pour maintenir l'itinéraire le plus fluide et le plus rapide vers la ligne d'arrivée. Bien que chaque constructeur de machines-outils dispose d'un moyen similaire pour gérer l'anticipation des blocs, certains sont plus efficaces que d'autres.
Le contrôle WinMax de Hurco a quelque chose appelé UltiMotion… un système de contrôle de mouvement basé sur un logiciel breveté qui offre une anticipation de bloc variable; ce qui permet au contrôle de voir jusqu'à 10 000 blocs dans le futur si nécessaire, et peut produire des réductions de temps de cycle allant jusqu'à 30 % - en particulier sur les parcours d'outils plus compliqués où plus d'anticipation est nécessaire. De toute évidence, sur les chemins de découpe plus simples - comme ceux de nos deux premières analogies ci-dessus - le contrôle nécessitera beaucoup moins d'anticipation que ce dernier scénario... par conséquent, une plus grande partie de la mémoire RAM du contrôle est libérée et peut être mieux utilisée pour d'autres des choses. Les commandes qui n'ont pas cette capacité unique à "s'adapter" aux besoins actuels de la commande, ne sont pas en mesure de réaffecter la mémoire RAM de commande disponible et ne peuvent pas bénéficier de ce type de variabilité.

commande numérique par ordinateur
- Les meilleures marques de CNC
- Introduction du système de contrôle SIEMENS 808D des routeurs Cnc
- Un client égyptien est venu dans notre usine pour voir la machine CNC
- Un client de la région méditerranéenne a étudié un routeur CNC en usine
- Des clients depuis la Norvège jusqu'à notre usine de routeurs CNC
- Témoignages pour notre routeur CNC
- Services de prototypage CNC
- Usinage CNC dans l'industrie automobile
- Contrôle de la qualité dans l'usinage CNC