


Types de jauges - Aperçu complet [avec images]
Dans cet article, nous allons discuter des types de jauges , leurs utilisations ainsi que leurs images. Commençons par la définition de jauge.
Qu'est-ce que la jauge ?
Jauges sont des outils qui sont utilisés pour vérifier la forme des côtés et la position relative de diverses pièces mais qui ne sont pas munis d'éléments réglables gradués et sont donc considérés comme des outils de mesure de type à effets secondaires simples.
Une distinction claire entre les instruments de mesure et les jauges n'est pas toujours observée. Certains outils appelés jauges sont largement utilisés pour les travaux de mesure ou de mise en page. Même certains qui sont utilisés principalement pour le jaugeage donnent des mesures différentes.
Types de jauges
Les différents types de jauges utilisés dans chaque industrie sont les suivants :-
- Plug plain jauge
- Types d'accrochage
- Types de sonnerie
- Jauges à broches
- Jauges d'étrier
- Jauge d'épaisseur
- Jauge de pas de vis
- Jauges de rayon et de congé
- Jauge de plaque et jauge de fil
- Jauges d'indication
- Jauges d'air
- Jauges coniques
- Jauges de filetage
1. Jauge de prise ordinaire

Les jauges à tampon simples sont des types de jauges cylindriques qui sont utilisées pour vérifier des trous de différentes formes et tailles. Ils sont utilisés pour vérifier la limite de diamètre intérieur sur les pièces fabriquées. Il existe des tampons tampons pour trous cylindriques droits, coniques, filetés carrés et cannelés.
Ces jauges à bouchon lisse sont fabriquées en acier résistant à l'usure et les poignées sont fabriquées en tout acier approprié, comme des poignées en métal léger pour les jauges à bouchon lisse lourdes ou des poignées non métalliques appropriées pour les jauges à bouchon lisse plus petites.
La surface de mesure des jauges à tampon simples est durcie à au moins 750 H.V. et est convenablement stabilisé, mis à la terre et rodé.
Les jauges à bouchon simple sont à double extrémité pour les tailles jusqu'à 63 mm et à simple extrémité pour les tailles supérieures à 63 mm.
Les jauges à tampon ordinaire sont désignées par « GO » et « NOGO » selon le cas.
Types de jauges à fiche simple
1. Allez et NON Tampons lisses pour tailles jusqu'à 10 mm.
2. Allez et NON Tampons lisses pour calibres supérieurs à 10 mm et jusqu'à 30 mm (Type à insertion conique)
3. ALLEZ et NON Tampons lisses pour tailles supérieures à 30 mm et jusqu'à 63 mm de type attaché.
4. Allez et NON Tampons lisses pour les tailles plus de 63 mm et jusqu'à 100 mm de type attaché.
5. ALLEZ et NON Tampons lisses pour tailles supérieures à 100 mm et jusqu'à 250 mm de type plat. Il s'agit d'une jauge à tampon en forme de coque. Chaque bouchon est allégé pour réduire le poids.
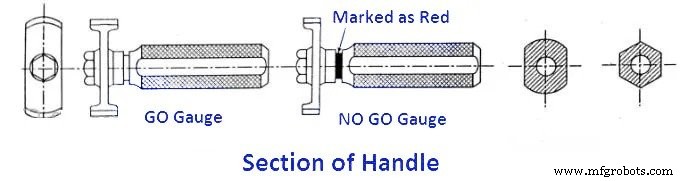
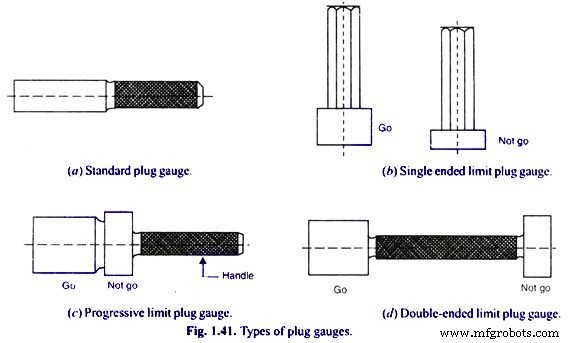
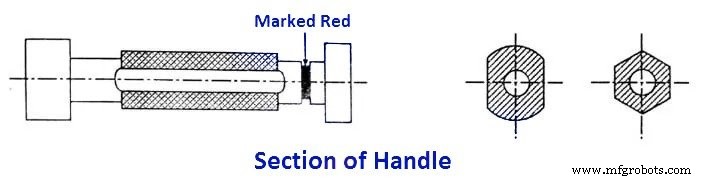
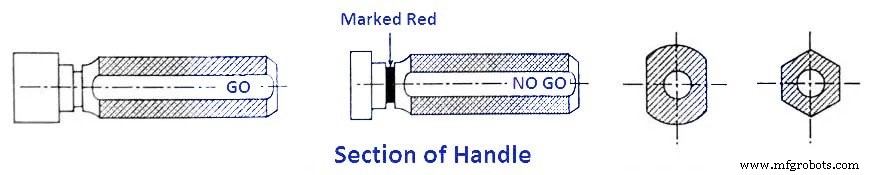
La figure montre une jauge à tampon standard utilisée pour tester la taille nominale d'un trou cylindrique.
La figure porte une jauge à tampon à double extrémité utilisée pour tester les limites de taille. À une extrémité, il a une prise de taille limite minimale à l'extrémité « aller » et ; à l'autre extrémité une prise de limite maximum, l'extrémité « no go ». Ces extrémités sont détachables du manche afin de pouvoir être renouvelées séparément lorsqu'elles sont portées.
Dans une jauge à limite progressive fig, les sections "go" et "no go" de la jauge sont sur la même extrémité de la poignée.
Les trous plus grands sont mesurés avec des jauges tampons annulaires, qui sont construites en coque pour un poids léger, et des jauges tampons plates, réalisées sous la forme de sections diamétrales de cylindres.
2. Jauges d'accrochage

Jauges à pression sont les types de jauges utilisées pour vérifier les dimensions extérieures. Les arbres sont principalement contrôlés par des jauges à pression. Ils peuvent être solides et progressifs ou réglables ou à double extrémité. Les types les plus courants illustrés dans la figure sont les suivants :
- Un pied à coulisse solide ou non réglable ou une jauge à pression avec des extrémités "go" et "no go" est utilisé pour les grandes tailles.
- Un pied à coulisse réglable ou une jauge à pression est utilisé pour les grandes tailles.
- La jauge à pression solide à double extrémité avec des extrémités "go" et "no go" est utilisée pour les petites tailles.
Celui-ci est composé de deux enclumes fixes et de deux enclumes réglables, une pour le « go » et l'autre pour le « no go ». Le boîtier de ces jauges comporte deux réévaluations pour recevoir les enclumes de mesure fixées par deux vis. Les enclumes sont réglées pour une taille spécifiée dans une plage de réglage disponible de 3 à 8 mm. Les jauges réglables peuvent être utilisées pour mesurer des séries d'arbres de différentes tailles à condition que les diamètres soient dans la plage disponible de la jauge.
3. Jauges annulaires

Jauges annulaires sont utilisés pour tester les diamètres extérieurs. Ils permettent un contrôle plus précis des arbres puisqu'ils embrassent toute leur surface. Les jauges annulaires, cependant, sont coûteuses à fabriquer et trouvent donc une utilisation limitée. De plus, les bagues de mesure ne conviennent pas pour mesurer les tourillons dans les sections médianes des arbres.
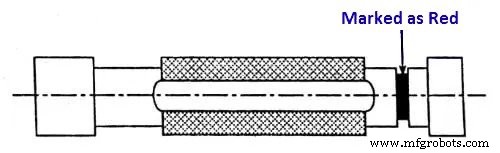
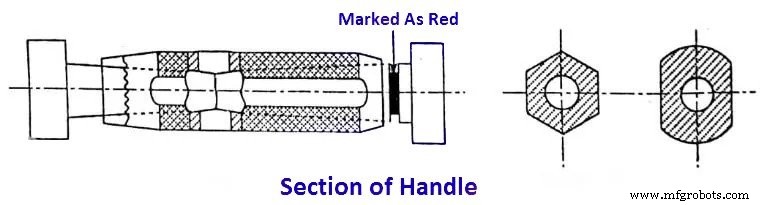
Une jauge annulaire standard de type commun illustrée sur la figure. Dans une jauge annulaire limite, les extrémités "passe" et "pas passe" sont identifiées par une rainure annulaire sur la périphérie. Au-dessus d'environ 35 mm, tous les manomètres sont bridés pour réduire le poids et faciliter la manipulation.
4. Jauges à broches

Lorsque les trous à vérifier sont supérieurs à 75 mm, comme dans le cas d'un cylindre d'automobile, une jauge à ergots, comme indiqué sur la figure, peut être utilisée. Jauges à ergots sont de tels types de jauges.
La jauge est placée dans le sens de la longueur dans l'alésage du cylindre pendant la mesure, et la mesure est terminée. Ces jauges sont particulièrement utiles pour mesurer des rainures ou des fentes.
Que mesurent les piges ?
Le PIN GAUGE est la forme de la broche en fonction de la taille fixe avec précision. L'objectif principal de PIN GAUGE est de mesurer et d'inspecter le diamètre de petits trous, il peut également être utilisé comme barre de test pour les mesures de déviations géométriques.
5. Jauges d'épaisseur
Un pied à coulisse est similaire à une jauge à pression, mais il est utilisé pour vérifier les dimensions intérieures et extérieures du produit. Les dimensions intérieures (diamètre du trou) sont vérifiées à une extrémité du pied à coulisse, tandis que les dimensions extérieures sont mesurées à l'autre (diamètre de l'arbre).
6. Jauges d'épaisseur

Jauges d'épaisseur sont des types de jauges utilisées pour vérifier les dégagements entre les services d'accouplement. Ils sont fabriqués sous la forme d'un ensemble de lame en acier usiné avec précision de 0,03 à 1,0 mm d'épaisseur et de 100 mm de long. Les lames sont fournies dans un support comme indiqué sur la figure. Chaque lame a une indication de son épaisseur.
La norme indienne établit 7 jeux de cales d'épaisseur :numéros 1, 2, 3, 4, 5, 6, 7, qui diffèrent par le nombre de lames qu'elles contiennent et une plage d'épaisseur plus large. Les lames minces ont une épaisseur différente de 0,01 mm dans le jeu de 0,03 à 1 mm et de 0,05 mm dans le jeu de 0,1 à 1,0 mm.
Pour trouver la taille du jeu, une ou deux lames sont insérées et essayées pour un ajustement entre la surface de contact jusqu'à ce que des lames d'épaisseur appropriée soient trouvées.
7. Jauges de pas de vis

Jauge de pas de vis sert d'outil quotidien utilisé pour sélectionner une vis requise et pour vérifier le pas d'un filetage de vis. Ils se composent d'un certain nombre de lames plates qui sont découpées à un pas donné et pivotées dans un support Comme indiqué sur la figure. Chaque lame est estampée du pas ou du nombre de filets par pouce et le support porte un numéro d'identification désignant le filet auquel il est destiné. Les ensembles sont conçus pour des filetages métriques avec un angle de 60 degrés, pour des filetages anglais avec un angle de 55 degrés.
Un ensemble pour mesurer les filets métriques avec 20 lames a des pas de 0,4 à 6 mm et pour les filets anglais avec 16 lames a 4 à 28 filets par pouce.
Lors de la vérification d'un filetage pour son pas, la lame de jauge correspondante la plus proche est sélectionnée et appliquée sur le filetage à tester. Plusieurs lames peuvent devoir être essayées jusqu'à ce que la bonne soit trouvée.
8. Jauges de rayon et de congé
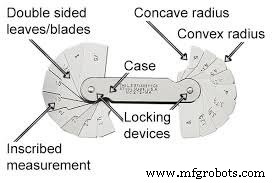
Les fonctions de ces types de jauges sont de vérifier les rayons de courbure des surfaces convexes et concaves sur une plage de 1 à 25 mm. Les jauges sont constituées d'ensembles de plaques minces incurvées à différents rayons aux extrémités, comme indiqué sur la figure. Chaque ensemble se compose de 16 lames convexes et 16 lames concaves.
9. Jauge de plaque et jauge de fil
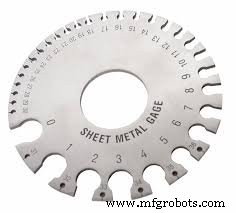
L'épaisseur de la tôle est contrôlée au moyen de jauges à plaque , et diamètres de fil au moyen de calibres de fil. La jauge de plaque illustrée sur la figure est utilisée pour vérifier l'épaisseur des plaques de 0,24 à 5,0 mm, et la jauge de fil sur la figure de 0,1 à 10 mm.
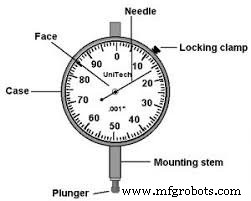
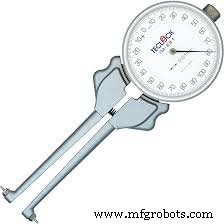
10. Jauges d'indication
Jauges d'indication sont les types de jauges qui utilisent un moyen d'amplifier l'écart d'une dimension, plus ou moins, par rapport à une norme donnée à laquelle la jauge a été réglée. Ils sont destinés à mesurer les erreurs de forme et de taille géométriques et à tester le service pour leur position réelle les uns par rapport aux autres. En outre, des jauges indicatrices peuvent être adaptées pour vérifier le faux-rond de deux roues dentées, de poulies, de broches et de diverses autres pièces tournantes de machines.
Les jauges indicatrices peuvent être du type à cadran ou à levier, le premier étant le plus largement utilisé.
11. Jauges d'air

Les manomètres pneumatiques ou pneumatiques sont principalement utilisés pour déterminer les caractéristiques intérieures d'un trou au moyen d'air comprimé. Il existe deux types de manomètres à air selon le fonctionnement :un manomètre à débit et un manomètre à pression
Le type de flux fonctionne sur le principe de la variation des vitesses de l'air à pression constante, et le type de pression fonctionne sur le principe de l'air s'échappant par un orifice.
La figure illustre le principe de la jauge de type débit qui est plus largement utilisé à l'heure actuelle. L'air comprimé nettoyé et séché à travers un filtre passe à travers un tube de verre conique vertical contenant un flotteur indicateur à pression constante.
L'air passe ensuite par un tuyau souple dans une tête de jaugeage d'où il s'échappe par un ou plusieurs orifices. La quantité de débit est contrôlée par la taille de l'espace entre la tête de mesure et la pièce et différents débits d'air dans le tube de verre recouvrent le flotteur indicateur pour prendre différentes positions verticales. Celle-ci est inscrite dans un cadran calibré au millimètre près.
12. Jauges coniques

La méthode la plus satisfaisante pour tester un cône consiste à utiliser des jauges de cône. Ils sont également utilisés pour obtenir le diamètre du cône à un moment donné. Les jauges coniques sont fabriquées à la fois dans les styles à bouchon et à anneau et, en général, suivent la même construction standard que les jauges à bouchon et à anneau. Un bouchon conique et une jauge annulaire sont illustrés sur la figure.
Lors de la vérification d'un trou conique, la jauge à tampon conique est insérée dans le trou et une légère pression est exercée contre celui-ci. S'il ne bascule pas dans le trou, cela indique que l'angle de conicité est correct. La même procédure est suivie dans une bague de mesure pour tester la broche conique.
Le diamètre conique est testé pour la taille en notant à quelle distance la jauge pénètre dans le trou conique ou la broche conique pénètre dans la jauge. Une marque sur la jauge indique le diamètre correct pour la grande extrémité du cône.
Pour tester l'exactitude du cône, deux ou trois lignes de craie ou de crayon sont tracées sur la jauge à peu près équidistantes sur la longueur ou dans le trou le long d'une génératrice du cône. Ensuite, la jauge est insérée dans le trou et légèrement tournée. Si les lignes ne s'effacent pas uniformément, le cône est incorrect et le réglage de la machine doit être ajusté jusqu'à ce que les lignes soient frottées de manière égale sur toute sa longueur. Au lieu de faire des lignes sur la jauge, une fine couche de peinture (mine de plomb, noir de carbone, bleu de Prusse, etc.) peut être appliquée.
La précision d'un trou conique est testée par un trou conique est testée par une jauge de limite de conicité illustrée sur la figure. Celui-ci a deux lignes de contrôle "go" et "no go" chacune à une certaine distance de la face d'extrémité. La portion "aller" correspond au minimum et le "non aller" à la dimension maximum.
13. Jauges de fil
Le filetage (diamètre primitif du filetage) est vérifié avec des jauges de filetage. Pour vérifier les filetages internes (écrous, douilles, etc.), des jauges de filetage de bouchon sont utilisées, tandis que pour vérifier les filetages externes (vis, boulons), des jauges de filetage annulaire ou des jauges à pression sont utilisées. Les jauges de filetage monobloc servent à mesurer les petits diamètres. Pour les gros diamètres les manomètres sont réalisés avec un bouchon amovible usiné avec une soie. Les jauges standard sont fabriquées en une seule pièce.
Les types courants de jauges de filetage sont illustrés dans la figure :
Tampons étalons standards :Il peut être de différentes natures
- Jauge à bouchon avec seulement une partie filetée
- Partie filetée à une extrémité et bouchon cylindrique plan à l'extrémité opposée pour donner un diamètre de "noyau" correct
- Jauge de filetage avec noyau et diamètres complets.
Jauges à tampon de limite :elles ont une section de filetage long sur l'extrémité « aller » et une section de filetage court sur l'extrémité « non aller » pour correspondre respectivement aux limites minimale et maximale.
Jauges à anneau à rouleaux :De même, elles ont des extrémités « go » et « no go ». Ils doivent également être solides et ajustables
Jauges à pression à rouleaux :Les jauges à pression à rouleaux sont souvent utilisées dans la pratique de la production pour mesurer les filetages externes. Ils se composent d'un corps, de deux rouleaux « go » appariés et de deux rouleaux « no go » appariés.
Jauges de filetage conique :sont utilisées pour vérifier les filetages coniques. Les jauges de filetage annulaire (coniques) sont fabriquées en deux variétés - rigides (non réglables) et réglables. Les jauges annulaires non réglables "go" sont entièrement filetées tandis que les "no go" ont un profil de filetage tronqué.
14. Jauges de forme
Les jauges de forme peuvent être utilisées pour vérifier la conformité du contour d'un profil d'une pièce à certaines spécifications de forme ou de forme.
Jauge de modèle
Les jauges de forme fabriquées à partir de tôle d'acier sont appelées jauge de profil ou gabarit. Une jauge de profil peut contenir deux contours qui représentent les limites dans lesquelles un profil doit se situer, comme indiqué sur la figure.
Ce sont tous les types de jauges. J'espère que vous avez aimé cet article. Veuillez laisser un commentaire sur votre expérience de lecture de cet article sur les types de jauges.
Technologie industrielle
- Présentation des types d'épissure pour les joints vulcanisés
- L'aperçu complet de la RFID active
- MTBF :un aperçu complet
- 13 types de logiciels malveillants différents en 2021 [avec exemples]
- 5 types de centres de données différents [avec exemples]
- 8 types de technologies différents en 2021 [avec exemples]
- 15 différents types de chariots élévateurs :la liste complète
- Un aperçu complet du bus de données :reliez les points !
- Dara Crane :un aperçu complet