


Routeur CNC 3 axes vs routeur CNC 4 axes vs routeur CNC 5 axes
Lorsque vous avez une idée d'achat d'une machine de toupie CNC, de combien d'axes avez-vous besoin pour le kit de toupie CNC ? C'est un problème courant pour tous les acheteurs de routeurs CNC, alors commençons par comparer les routeurs CNC à 3 axes, 4 axes et 5 axes.
Comprendre 3 axes, 4e axe, 4 axes et 5 axes pour les kits de routeur CNC
5 axes :X-Y-Z-A-B, X-Y-Z-A-C, X-Y-Z-B-C (la broche peut être tournée à gauche et à droite de 180 degrés.)
4 axes :X-Y-Z-A, X-Y-Z-B, X-Y-Z-C (liaison à 4 axes)
4ème axe :Y-Z-A, X-Z-A (liaison à 3 axes)
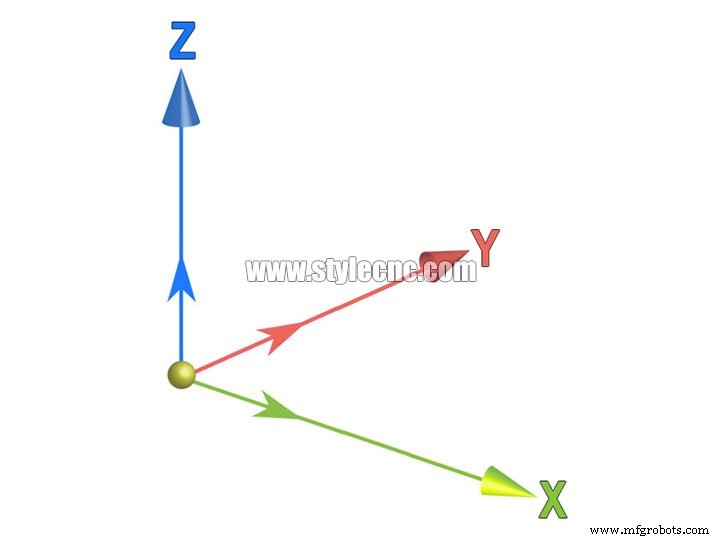
3 axes :X-Y-Z (liaison 3 axes)
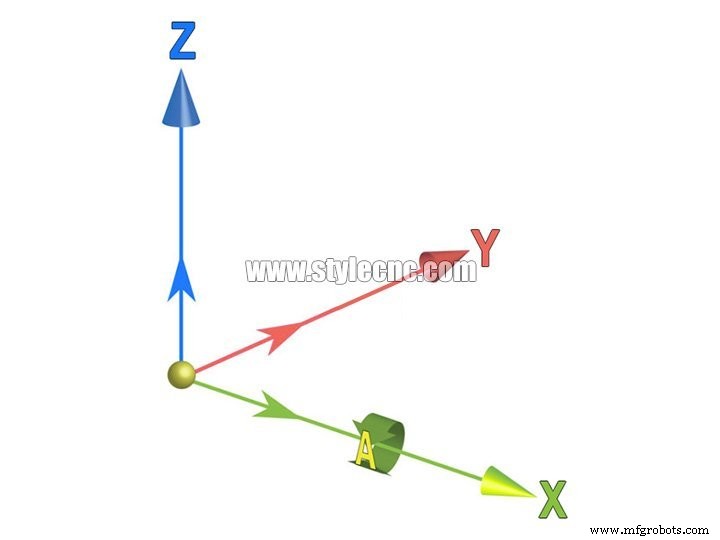
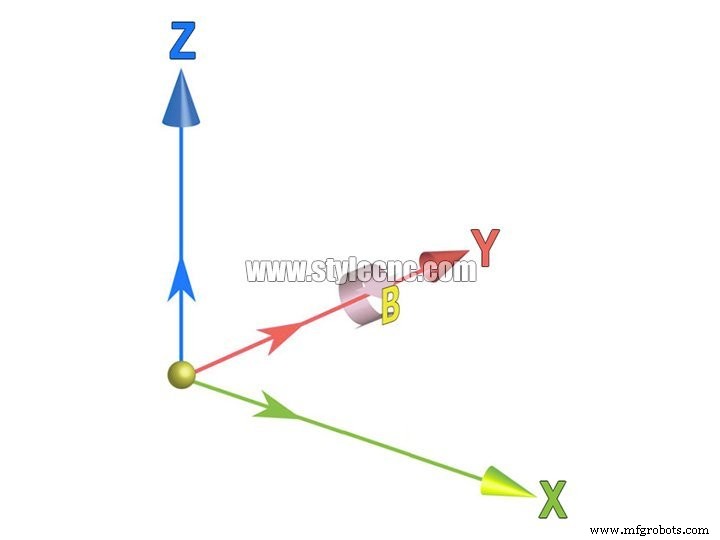
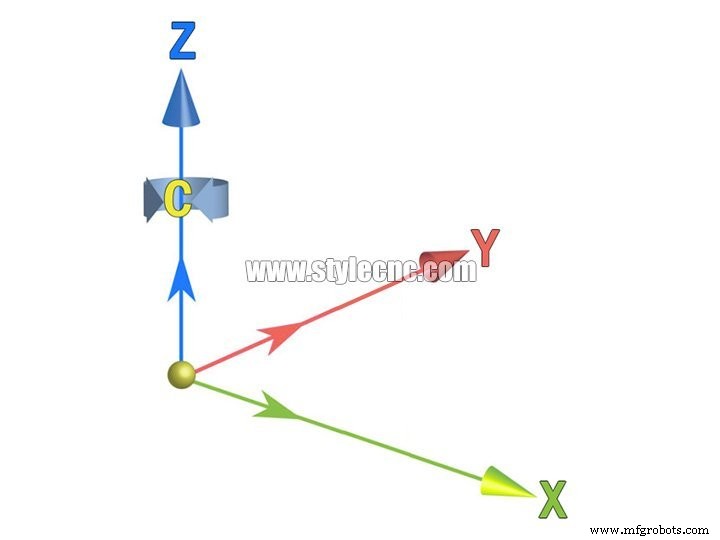
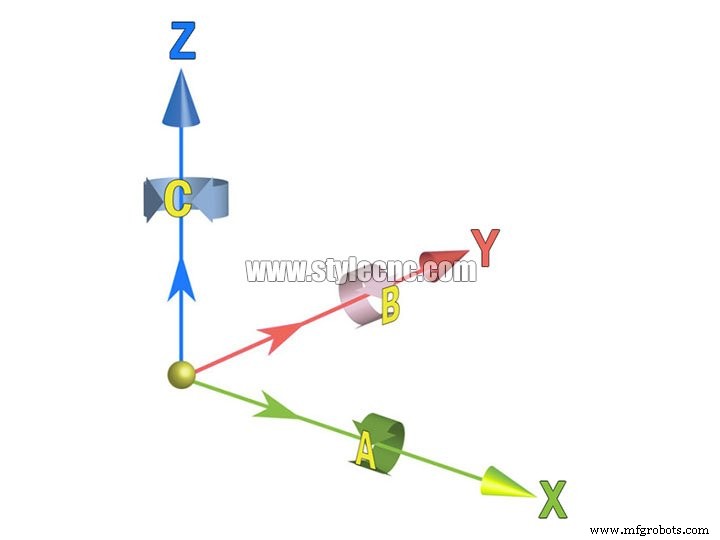
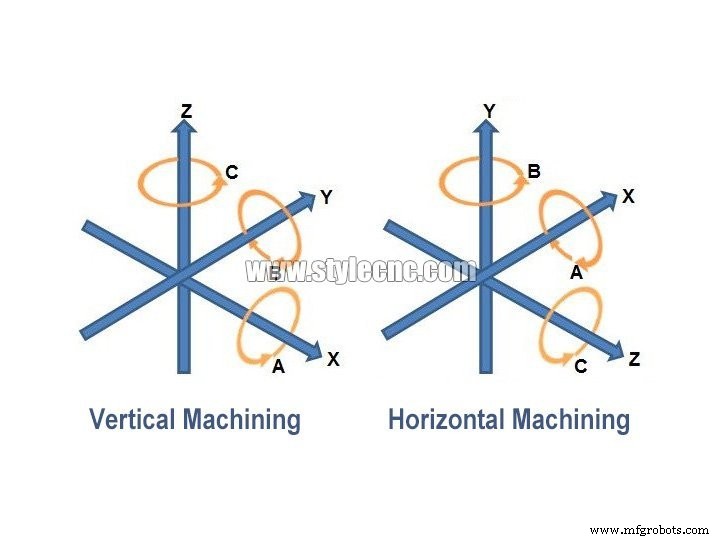
L'axe A, B ou C correspond à l'axe de rotation de X, Y, Z.
Machine de routeur CNC à 3 axes
Ces routeurs CNC spécifiques peuvent suivre trois axes différents en même temps.
Axe X :de gauche à droite
Axe Y :d'avant en arrière
Axe Z :haut et bas
Machines de routeur CNC à 3 axes déplaçant trois axes en même temps ; l'axe X, l'axe Y et l'axe Z. Couper le long de l'axe X déplace la fraise de gauche à droite, couper le long de l'axe Y le déplace d'avant en arrière et couper en travers de l'axe Z le déplace de haut en bas. Ces machines sont principalement utilisées pour la découpe de pièces plates, 2D et 2.5D. Qu'il s'agisse de sculpture à plat ou de sculpture ronde, vous pouvez le considérer comme une sculpture à plat, il est calculé en fonction du pouls.

Machine de routeur CNC 4ème axe
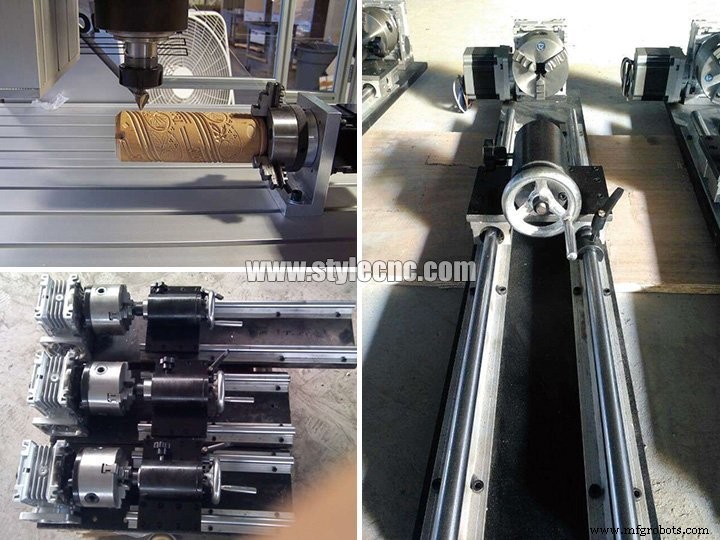
Généralement, ajoutez un axe de rotation sur le kit de routeur CNC 3 axes, également appelé axe A, c'est-à-dire routeur CNC 4ème axe rotatif. Comment distinguer un vrai kit de toupie CNC 4 axes ? Nous donnons un exemple courant de routage de cylindre 3D à 4 axes, constitué d'un petit bâton rond coupé ou sculpté d'un bouddha 3D, ce travail a 4 axes, mais ne fonctionne qu'avec un système CNC à 3 axes, il est utilisé sur l'axe X ou l'axe Y pour conduire l'axe de rotation, le vrai travailleur est une machine CNC à 3 axes ou une machine CNC rotative à 4ème axe.

Machine de routeur CNC à 4 axes
La table de toupie CNC à 4 axes permet de travailler des deux côtés, ce qui n'est pas le cas sur la table de toupie CNC à 3 axes. Les machines-outils CNC à 4 axes ont également des axes X, Y, Z, cela fait référence aux axes X-Y-Z-A, X-Y-Z-B, X-Y-Z-C, 4 axes sont liés, les 4 axes peuvent fonctionner en même temps.

4 Axes VS 4ème Axe
4 axes signifie que la machine-outil effectue le mouvement des axes X, Y, Z et A en même temps. Les quatre axes représentent les quatre directions sur la machine-outil. Habituellement, l'axe X représente la direction gauche et droite, l'axe Y est la direction avant et arrière et l'axe Z est la direction haut et bas. L'axe A est la direction positive et négative de l'axe de rotation. Le 4ème axe signifie que la machine-outil ne peut exécuter que les mouvements des axes X, Y, Z et A en même temps.
Trois axes ne peuvent pas exécuter la liaison de quatre axes simultanément. La machine de routeur CNC à 4ème axe est grossièrement divisée en deux types, l'une est une machine de routeur à plan plat à 4ème axe et l'autre est une machine à routeur CNC 3D à 4ème axe. Comme son nom l'indique, la défonceuse à plat à 4ème axe ne sculpte ou ne coupe que d'un côté dans le matériau.
L'usinage 3D sur le 4ème axe signifie que la machine peut effectuer une sculpture ou une découpe rotative 3D, mais l'un des trois axes X, Y et Z est converti en axe A pour le routage. Nous expliquons la différence entre ces deux types de machines CNC 3D sous différents angles :
1. Conceptuellement, la différence entre 4 axes et 4ème axe est de savoir si la liaison à quatre axes de X, Y, Z et A peut être exécutée en même temps.
2. Du point de vue du système de contrôle de la machine, la machine CNC à 4 axes utilise un système de liaison à quatre axes et le 4ème axe utilise un système de liaison à trois axes.
3. Le système de liaison à 4 axes utilise une transmission de signal à quatre axes en fonction du signal de mouvement de la machine. Perte, la liaison à 3 axes utilise une transmission de signal à trois axes, un signal est inférieur à 4 axes.
4. Selon l'effet de routage, le quatre axes a plus de traitement que le 4ème axe, le traitement est plus uniforme, l'angle mort est plus petit et l'apparence est plus belle.
5. Différent de la direction de la machine-outil. La direction vers laquelle pointe l'info-bulle à quatre axes peut être modifiée à tout moment. La pointe de l'outil du 4e axe pointe toujours vers le centre de la pièce. Le quatre axes est plus avancé et plus fiable que le 4e axe. 4 axes est la tendance de développement des machines de routeur CNC 3D. L'important, c'est que plus de 60% des routeurs CNC 3D du marché sont en 4ème axe. Lors du choix d'une machine CNC 3D à quatre axes, il est nécessaire non seulement de faire la distinction entre 4 axes et 4ème axe, mais également d'analyser ses propres conditions d'usinage, telles que la taille, le poids, la dureté et les méthodes d'usinage de la pièce.
Machine de routeur CNC à 5 axes
Ces routeurs ressemblent un peu au kit de machine CNC à 3, 4 axes, mais ils ont deux axes supplémentaires sur lesquels ils peuvent se déplacer. Ces axes supplémentaires permettent un temps de projet plus court en raison de leur capacité à couper cinq bords du matériau simultanément. Cependant, en raison du fait que ces machines ont un axe X plus long, cela réduit la stabilité et la précision, nécessitant potentiellement plus d'attention qu'un kit de routeur CNC à 3, 4 axes.
Le centre d'usinage CNC à 5 axes présente les caractéristiques d'un rendement élevé et d'une haute précision, et le pentaèdre peut être traité en un seul serrage de la pièce. S'il est équipé d'un système de commande numérique haut de gamme à cinq axes, il peut également effectuer un traitement de haute précision de surfaces spatiales complexes et convient mieux au traitement de moules modernes tels que des pièces automobiles et des pièces structurelles d'avions. Il existe deux manières pour l'axe de rotation du centre d'usinage vertical à cinq axes. L'un est l'axe de rotation de la table. La table posée sur le lit peut pivoter autour de l'axe X, qui est défini comme l'axe A. La plage de travail générale de l'axe A est de +30 degrés à - 120 degrés. Il y a aussi une table rotative au milieu de la table de travail, qui tourne autour de l'axe Z à la position indiquée sur la figure, qui est définie comme l'axe C, et l'axe C tourne à 360 degrés. De cette façon, grâce à la combinaison de l'axe A et de l'axe C, à l'exception du centre d'usinage à cinq axes sur la surface inférieure de la pièce fixée sur la table de travail, les cinq autres surfaces peuvent être traitées par la broche verticale. La valeur de graduation minimale de l'axe A et de l'axe C est généralement de 0,001 degré, de sorte que la pièce peut être subdivisée en n'importe quel angle et que des surfaces inclinées, des trous inclinés, etc. peuvent être traités. Si les axes A et C sont liés aux trois axes linéaires X, Y, Z, des surfaces spatiales complexes peuvent être traitées. Bien entendu, cela nécessite la prise en charge de systèmes CNC, de systèmes d'asservissement et de logiciels haut de gamme. L'avantage de cette disposition est que la structure de la broche est relativement simple, la rigidité de la broche est très bonne et le coût de fabrication est relativement faible. Cependant, la table de travail générale ne peut pas être conçue pour être trop grande et la capacité de charge est également faible, en particulier lorsque la rotation de l'axe A est supérieure ou égale à 90 degrés, la pièce apportera un moment de charge important à la table de travail lors de la coupe. L'autre est de s'appuyer sur la rotation de la tête de broche verticale. L'extrémité avant de l'arbre principal est une tête rotative, qui peut entourer l'axe Z à 360 degrés pour devenir l'axe C. La tête rotative a également un axe A qui peut tourner autour de l'axe X, qui peut généralement atteindre plus de ± 90 degrés pour réaliser la même fonction que ci-dessus. L'avantage de cette méthode de réglage est que le traitement de la broche est très flexible, la table de travail peut également être conçue pour être très grande et l'énorme fuselage et l'énorme coque du moteur de l'avion de passagers peuvent être traités sur ce type de centre d'usinage. Cette conception présente également un grand avantage :lorsque nous utilisons des fraises sphériques pour traiter des surfaces courbes, lorsque la ligne médiane de l'outil est perpendiculaire à la surface usinée, puisque la vitesse linéaire du sommet de la fraise sphérique est nulle, la surface la qualité de la pièce coupée par le sommet sera mauvaise. La conception de la rotation de la broche est adoptée pour faire tourner la broche d'un angle par rapport à la pièce, de sorte que la fraise sphérique évite la coupe au sommet, garantit une certaine vitesse linéaire et améliore la qualité du traitement de surface. Cette structure est très appréciée pour l'usinage de surface de haute précision des moules, ce qui est difficile à réaliser pour les centres d'usinage à table rotative. Afin d'atteindre la haute précision de rotation, l'axe rotatif haut de gamme est également équipé d'un retour de grille circulaire et la précision d'indexation est de quelques secondes. Bien entendu, la structure de rotation de ce type de broche est plus compliquée et le coût de fabrication est également élevé.
Vrai 5 axes VS faux 5 axes
Le vrai cinq axes a la fonction RTCP. Elle peut être convertie automatiquement en fonction de la longueur du pendule de la broche et des coordonnées mécaniques de la table tournante. Lors de la compilation du programme, seules les coordonnées de la pièce doivent être prises en compte, pas la longueur du pendule de la broche et la position de la table tournante. Qu'il s'agisse d'un vrai cinq axes, cela ne dépend pas du fait que le cinq axes soit lié, le faux cinq axes peut également être une liaison à cinq axes. Si la broche a le vrai algorithme à cinq axes RTCP. Il s'agit de faire un traitement d'indexation. Le véritable cinq axes avec fonction RTCP n'a besoin de définir qu'un seul système de coordonnées et n'a besoin de définir les coordonnées qu'une seule fois pour l'outil. Le faux cinq axes pose beaucoup de problèmes.
Le système CNC avec fonction RTCP peut utiliser directement la programmation de la pointe de l'outil sans tenir compte de l'entraxe de l'axe de rotation. Après avoir appliqué le mode RTCP, la programmation de l'usinage CNC 5 axes peut cibler directement la pointe de l'outil au lieu du centre de la tête de broche rotative, de sorte que la programmation deviendra beaucoup plus simple et plus efficace.
Pour le pseudo plateau tournant double à cinq axes, plusieurs coordonnées doivent être définies pour atteindre l'objectif du traitement d'index. Cependant, s'il s'agit d'une tête pivotante à cinq axes, le traitement d'indexation ne peut pas être terminé, car la tête pivotante à cinq axes n'est pas un mouvement Z unique lors du traitement vers le bas, mais Z se déplace avec X ou Y ensemble. À ce stade, la fausse programmation à cinq axes sera très gênante et le débogage sera plus difficile, et la fonction de décalage à trois axes ne peut pas être utilisée pour le moment.

Quelle machine de routeur CNC est idéale pour vous ?
Bien que ces routeurs semblent quelque peu simples avec ce qu'ils peuvent accomplir, ce sont des pièces de technologie très délicates et avancées. Si vous cherchez à être plus créatif avec vos conceptions, il est recommandé d'investir dans un kit de routeur CNC à 4 ou 5 axes, mais les kits de routeur CNC à 3 ou 4 axes sont souvent plus abordables.
Maintenant que vous avez une connaissance pratique du fonctionnement d'un routeur, vous pouvez mieux comprendre les différences entre les différents modèles.
Les machines CNC à 5 axes peuvent couper le long de deux axes supplémentaires par rapport aux machines CNC à 3 axes. Ces routeurs ont la capacité de couper sur cinq côtés d'un morceau de matériau simultanément, ce qui augmente les capacités et la flexibilité de l'opérateur. Contrairement à leurs homologues à 3 axes, ces machines sont généralement utilisées pour découper de grandes pièces 3D. De plus, les machines CNC à 5 axes ont un portique plus haut et un axe X plus long, ce qui leur permet de couper des pièces plus grandes; cependant, cela a un coût important; plus le portique est grand et plus l'axe X est long, moins ces machines sont précises et stables. Pour un contrôle qualité adéquat, la hauteur du portique et la longueur de l'axe X doivent être limitées autant que possible.
Bien que les routeurs semblent être de simples machines, ce sont des éléments technologiques très sophistiqués qui nécessitent un certain niveau d'expertise pour fonctionner. Les machines CNC à 5 axes ont tendance à être plus chères que les types à 3 axes traditionnels, mais offrent finalement une plus grande flexibilité et permettent aux utilisateurs d'être plus créatifs avec leurs conceptions.
De combien d'axes avez-vous besoin ?
Vous avez peut-être vu des références à des routeurs CNC offrant sept, neuf ou même onze axes. Bien que ces nombreux axes supplémentaires puissent sembler difficiles à imaginer, l'explication de ces géométries décalées est en fait assez simple.
Lorsque vous avez affaire à des machines qui ont, vous pouvez dire, plus d'une broche de tournage, alors vous avez déjà plus d'axes.
Par exemple, nous avons des machines avec des deuxièmes broches et des tourelles inférieures. Sur ces machines, vous aurez plusieurs axes :la tourelle supérieure aura 4 axes et la tourelle inférieure en aura 2, puis vous aurez des broches opposées qui auront également 2 axes. Ces machines peuvent en avoir jusqu'à 9.
Un composant, comme une vanne aérospatiale, peut être fabriqué sur une machine CNC à 5 axes. Ou nous pourrions faire cette partie sur un routeur CNC multi-axes doté d'un axe B rotatif et de deux broches pour deux axes C, plus X, Y et Z. Il y a aussi une tourelle inférieure qui vous donne un deuxième X et Z. Cela vous donne donc plus d'axes, mais la pièce elle-même a la même géométrie.
Alors de combien d'axes avez-vous besoin pour votre entreprise ?
Comme c'est souvent le cas dans la fabrication, la réponse à cette question dépend de votre application particulière. Regardez l'exemple suivant :
Une aube de turbine est une surface de forme libre et peut être assez complexe. La façon la plus efficace de finir d'usiner une lame comme celle-ci est d'utiliser 5 axes, en prenant l'outil en spirale autour du profil aérodynamique de la lame. Vous pouvez utiliser un 3 axes pour usiner si vous indexez la lame sur une position, puis utilisez trois axes linéaires pour l'usiner en surface, mais ce n'est généralement pas le moyen le plus efficace.
La géométrie de la pièce vous dira si vous avez besoin d'une configuration à 3, 4 ou 5 axes.
Cependant, il est important de se rappeler que le nombre d'axes dont vous avez besoin dépend de plusieurs pièces. La partie dictera beaucoup de choses, mais il y a aussi ce que le magasin veut accomplir.
Un client peut m'apporter une pièce, disons un support aérospatial en titane, et je pourrais dire, c'est une pièce parfaite pour une table de toupie CNC à 5 axes, mais il envisage peut-être de fabriquer des pièces qui fonctionneraient mieux sur l'une de nos machines. Cette machine multifonction n'est peut-être pas optimisée de la même manière qu'une machine CNC à 5 axes, mais elle peut donner au client la possibilité d'effectuer des travaux de tour, d'arbre ou de chucker qui font partie de son plan à long terme.
Une autre chose à considérer est l'enveloppe de travail. Quelle est la taille de pièce maximale que vous pouvez mettre dans la machine tout en procédant aux changements d'outils et aux transferts de pièces ? Il s'agit de comprendre les capacités de la machine CNC et ce qu'elle peut et ne peut pas faire.
commande numérique par ordinateur
- OMNI CNC - L'entreprise la plus fiable pour proposer un routeur CNC à 5 axes
- Routeur CNC 3 axes VS Routeur CNC 4 axes :lequel préférez-vous ?
- Meilleur routeur CNC pour le travail du bois
- Glossaire des bits de routeur CNC 1
- Gagner de l'argent avec le routeur CNC
- Idées de routeur CNC
- 5 projets CNC rentables en 2022
- Nouvelle construction de machine — Routeur CNC 4 axes 1530 ATC
- Fabricant fiable de routeur CNC