


Petites jauges dans l'approvisionnement en pièces métalliques
L'aspect pratique des jauges à broches pour l'inspection de l'identification des tubes
Chez Metal Cutting Corporation, pour de nombreuses applications, il ne nous suffit pas de créer des pièces selon les tolérances spécifiées par le client. Une grande partie de notre contrôle qualité consiste également à nous assurer que nous pouvons mesurer efficacement les pièces et fournir la preuve qu'elles sont bien conformes aux spécifications.
La méthode choisie - et le type d'outil utilisé - pour déterminer si une pièce répond aux exigences peut faire la différence entre répondre aux spécifications la première fois et devoir effectuer des travaux supplémentaires, ce qui à son tour augmente les coûts et crée des retards pour tous.
En tant que producteur de très petites pièces métalliques, y compris de courtes longueurs de tubes de petit diamètre, nous utilisons souvent de très petites jauges appelées jauges à broches pour mesurer le diamètre intérieur (ID) des pièces que nous fabriquons à partir de tubes.
Également connues sous le nom de jauges à fiches mâles, ces petites jauges offrent une méthode d'inspection simple "réussite-échec" - permettant à un utilisateur d'évaluer rapidement l'ID d'un tube de très petit diamètre à une tolérance plus ou moins spécifique.
Les X-Y-Z des jauges à broches
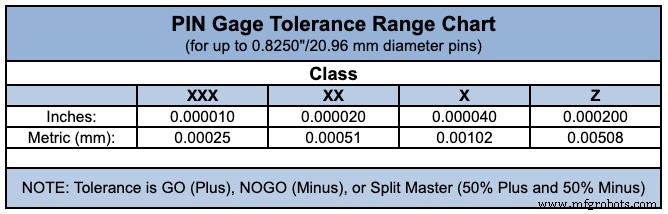
Il existe différentes classes de petites jauges - Y, Z, ZZ, XX, XXX, etc. - avec différentes tolérances qui leur sont attachées. La tolérance de jauge est basée sur la tolérance autorisée dans le processus de fabrication de chaque goupille.
Par exemple, pour les jauges dont la taille varie de 0,001" à 0,08250", les jauges de classe Z ont une tolérance de pas plus de 0,0001", tandis que les jauges de classe X ont une tolérance de pas plus de 0,00004".
Plus la pièce est petite, plus la tolérance de jauge est importante. Un calibre de goupille à tolérance plus serrée (comme la classe XXX) est plus droit et plus uniforme sur toute la longueur de la goupille. Cela le rend bien adapté à la vérification de l'ID d'un tube de petit diamètre qui a lui-même une tolérance très critique.
Les limites de la mesure de la goupille
Pour la plupart des tubes courts avec un diamètre intérieur de 0,005" à 0,200", les piges donnent généralement des résultats acceptables qui peuvent être corrélés. Cependant, un pige ne peut évaluer qu'une seule limite de tolérance, pas à la fois plus et moins.
Il est également important de se rappeler que si vous avez besoin d'un exact mesure du diamètre d'une pièce finie, ces petits calibres ne répondront pas à vos besoins.
En effet, une jauge à goupille est une méthode go/no-go, ce qui signifie qu'elle n'est pas conçue pour fournir une valeur de mesure pour les caractéristiques individuelles de la pièce. Au lieu de cela, en termes simples, si la jauge go peut être insérée dans l'ID mais pas la jauge no-gage, les spécifications ont été respectées.
Il arrive aussi un certain point où même le plus petit de petites jauges peuvent ne pas être physiquement réalisables pour déterminer les tailles et les tolérances.
Par exemple, avec un diamètre intérieur de tube inférieur à 0,004", les jauges goupilles go/no-go ne sont tout simplement pas pratiques. En effet, il serait très difficile d'insérer une goupille de jauge délicate dans un tube de si petit diamètre sans plier le tube ou endommager la goupille elle-même.
De plus, les jauges à goupille ou à bouchon ne sont pas pratiques pour inspecter de très longs cylindres, tels que des tubes de petit diamètre qui mesurent plusieurs pieds de long et nécessitent un ID cohérent tout au long.
Alternatives aux petites jauges pour l'inspection d'identification
Dans les cas où les petites jauges ne sont pas appropriées, nous nous tournons souvent vers d'autres méthodes plus sophistiquées pour inspecter les pièces d'identité, y compris des outils tels que des oscilloscopes intelligents et divers comparateurs optiques.
Généralement, ces méthodes utilisent un capteur pour mesurer divers points autour de la circonférence et à l'intérieur d'un tube, afin de calculer si l'ID moyen est dans la tolérance. Ces méthodes de mesure optique sont plus précises que les piges et peuvent être utilisées pour mesurer des cercles, des arcs et des formes plus complexes.
Cependant, ces méthodes sont plus coûteuses que l'utilisation d'une pige et présentent des inconvénients. Par exemple, les outils optiques ne peuvent pas vérifier si l'ID est cohérent dans tout le tube, et la précision peut être affectée par la finition de surface de la pièce mesurée.
De plus, la mesure optique ne peut pas être utilisée pour vérifier les identifications sur des pièces très longues, car les pièces ne peuvent pas être positionnées de manière à ce que la lumière passe complètement. Au contraire, la méthode ne peut être utilisée que sur des pièces courtes qui peuvent être placées sur le verre du système de mesure.
Ne sautez pas l'étape d'inspection dans vos spécifications
Comprendre les principes fondamentaux de la mesure des pièces et l'utilisation de petites jauges et d'autres outils d'inspection sont essentiels pour prendre des décisions éclairées concernant vos spécifications.
Tout comme vous consacrez beaucoup de temps et d'efforts à déterminer les dimensions et les tolérances des pièces, vous devez également examiner attentivement vos options lorsque vous décidez comment déterminer si la pièce finie répond à vos besoins.
De plus, s'assurer que vous et votre partenaire savez et convenez dès le départ de ce qui sera mesuré et comment, est une étape critique pour une fabrication de pièces réussie.
Technologie industrielle
- Guide rapide pour l'usinage de précision des pièces métalliques
- Ébavurage dans la production de masse de petites pièces métalliques
- Finition des métaux pour éviter la corrosion des pièces de précision
- Polissage des métaux dans un monde de pièces imprimées en 3D
- Transition vers les petites pièces dans la coupe de métal CNC
- Choisir un fournisseur pour les pièces métalliques découpées
- Polissage de pièces métalliques pour dispositifs médicaux imprimés en 3D
- Mesure de la perpendicularité de petites pièces métalliques
- Tolérance de circularité dans les petites pièces métalliques