


Dans les tranchées robotisées
Témoignages de fabricants qui ont mis en place l'automatisation :pourquoi ils l'ont fait, quels ont été les résultats et des conseils aux autres qui envisagent un nouveau droïde

Vous magasinez pour une nouvelle camionnette? Que diriez-vous d'un remplacement pour ce moteur de pêche à la traîne fatigué, ou d'essayer de décider si le restaurant thaïlandais qui a ouvert le mois dernier est bon ? Dans ces situations d'achat et dans d'innombrables autres, le meilleur conseil est souvent de parler aux clients qui ont acheté ces produits ou qui ont mangé cette cuisine douteuse. Quelles ont été leurs expériences ? Ont-ils reçu un bon service et le produit a-t-il répondu à leurs exigences ? Peut-être plus important encore, le rachèteraient-ils ?
Il en est de même pour les robots. Surtout les robots. En effet, compte tenu de la pénurie persistante de main-d'œuvre et de la résurgence pleine d'espoir des efforts de relocalisation aux États-Unis et ailleurs, l'automatisation robotique est essentielle à la croissance et à l'efficacité accrue de l'industrie manufacturière. Cela n'est nulle part plus vrai qu'avec de petites entreprises comme MT Solar Co. de Charlo, dans le Montana, où le propriétaire et président Travis Jordan a fait face à une croissance rapide depuis la fondation de l'entreprise. Jordan s'est récemment tourné vers les robots collaboratifs (cobots) comme solution. Il s'est avéré que sa décision a changé la donne.
"Nous avons commencé à faire de la fabrication et de la fabrication générales il y a environ 12 ans, puis nous nous sommes tournés vers l'industrie solaire fin 2014 avec le lancement de notre première gamme de produits phares", a déclaré Jordan. "Nous avions investi dans une table plasma CNC peu de temps auparavant, donc notre flux de travail à l'époque impliquait la découpe automatisée des pièces individuelles, puis leur soudage ensemble à la main. Cette approche a bien fonctionné jusqu'à il y a quelques années, lorsque le marché solaire a vraiment commencé à décoller et que nous avons dû accélérer rapidement. Mais comme la plupart des magasins de nos jours, nous avons eu du mal à trouver de la main-d'œuvre qualifiée. Nous avons décidé de considérer la robotique comme un moyen d'augmenter le débit de certains de nos travaux de soudage répétés."
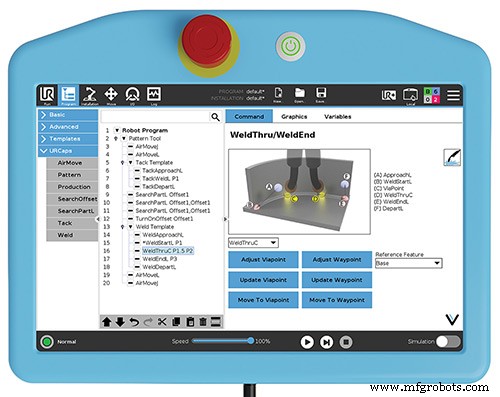
Malgré sa croissance rapide et sa demande en flèche, Jordan s'empresse de souligner que son équipe de production se concentre sur les principes de fabrication Lean et fabrique donc ses systèmes de montage personnalisables en petits lots sur une base juste à temps. Sa recherche d'une solution évolutive mais flexible l'a finalement conduit à Universal Robots USA Inc. (UR), basé à Ann Arbor, dans le Michigan, où il a trouvé un système capable de répondre aux besoins de l'entreprise en matière de faible volume et de mixité élevée. L'outil de soudage Cobot du partenaire UR Vectis Automation à Loveland, Colorado, est équipé d'un cobot UR10e, d'un pendentif intégré et d'un logiciel de "programmation DIY", et est attaché à une table de fixation modulaire portable avec alimentation électrique embarquée de Rhino Cart.
Jordan a déclaré avoir lancé les pneus sur un certain nombre de systèmes de haute qualité au cours de leur recherche, mais la plupart étaient axés sur des volumes de production plus élevés, et non sur les douzaines de pièces et les lots plus petits que MT Solar devait traiter, souvent sur une base horaire. La plupart nécessitaient également des cages de sécurité, une dépense que Jordan voulait éviter si possible. "Nos besoins d'installation sont également beaucoup plus simples qu'ils ne le seraient avec un robot conventionnel", a-t-il déclaré. « Si une pièce ne rentre pas et nécessite une soudure à la main, quelqu'un peut simplement intervenir et le faire sur la même table, puis laisser le cobot se remettre au travail. Ce n'est pas possible lorsque vous avez affaire à toutes sortes de plaques tournantes de protection et de pivotement comme vous en voyez avec la plupart des cellules de soudage automatisées."
Peut-être que son seul regret est de ne pas en avoir acheté deux. "Plus tard cette année, nous prévoyons d'introduire un autre cobot afin que nous puissions en consacrer un à la configuration et à la programmation et un second à la production", a déclaré Jordan. "Cela nous permettra d'obtenir un flux continu, comme cela est nécessaire dans un environnement Lean."
Quartiers serrés
Steve Dillon partage une histoire de réussite de cobot similaire, mais avec une logique complètement différente. Vice-président de CDP Diamond Products à Livonia, Michigan, il fait partie de la troisième génération d'outilleurs de la famille Dillon. Mais lorsqu'il a proposé à ses frères d'investir dans des robots pour faire fonctionner leurs huit machines d'électroérosion à fil FANUC (WEDM) 24 heures sur 24, ils étaient sceptiques mais ont accepté de l'essayer.
Comme son nom l'indique, CDP Diamond Products conçoit et fabrique une large gamme d'outils de coupe au diamant sur mesure. Une étape du processus consiste à charger l'outil brasé dans une table rotative et à couper au fil le profil souhaité sur chaque flûte, une opération qui nécessite généralement environ trois heures. Pour maximiser la disponibilité de la machine et augmenter le débit, Dillon a équipé la plupart des WEDM d'une paire de tables rotatives, mais cela ne lui a donné que six heures d'usinage sans surveillance. Il a contacté son distributeur FANUC, Methods Machine Tools Inc. à Sudbury, Mass., pour obtenir des conseils.
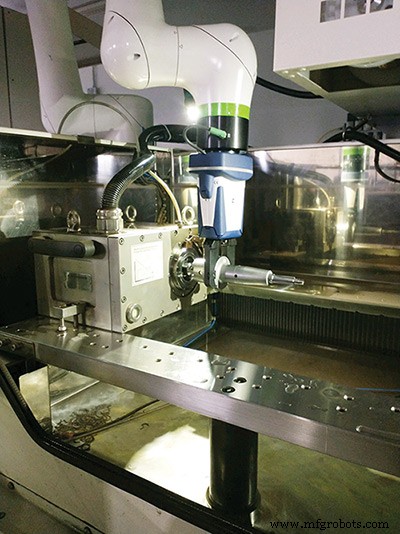
"Au début, ils ont suggéré plus de tables rotatives, mais ces choses sont très chères, et je savais que je pourrais probablement obtenir un robot pour environ le même prix", a déclaré Dillon. « Le problème était la surface au sol. J'avais construit des pièces à température contrôlée autour des machines à fil pour maximiser la précision des pièces, et cela signifiait qu'il n'y avait pas de place pour la garde et les cages et tout ça. Heureusement, FANUC venait de lancer sa série de robots collaboratifs à peu près à la même époque. »
Semblable à la solution de soudage de MT Solar, Methods a fourni à CDP Diamond Products un support mobile contenant des poches pour deux douzaines de porte-outils HSK 63. À cela, ils ont attaché un robot collaboratif FANUC CRX, qui a une portée de bras suffisante pour entretenir deux machines. En fonction de la combinaison d'outils, Dillon et son équipe peuvent désormais exécuter deux équipes ou plus sans surveillance, et si un opérateur doit intervenir et travailler sur l'une des machines, l'autre peut continuer comme avant.
"C'est tellement difficile de trouver des gens que, quand mon fils était au lycée, je lui demandais de venir le soir pour alimenter les machines", a déclaré Dillon. "L'autre jour, il a appelé de l'université, se demandant si nous avions du travail pour lui. J'ai dû lui dire :'Désolé, fiston. Vous avez été remplacé par un robot. Maintenant, va étudier.'"

Match en cage
Ron Douglas, propriétaire et président d'Associated MetalCast LLC d'Oxford, en Alabama, n'a aucun problème avec les cages. Son entreprise a installé un robot FANUC sur l'un de ses tours CNC Okuma Genos L300 il y a plusieurs années et Douglas est depuis devenu un partisan convaincu de l'automatisation. L'entreprise dispose désormais de trois cellules de ce type et prévoit d'en mettre en place deux autres au cours de l'été. Comme il s'agit de soi-disant « robots industriels » et qu'ils ne sont pas collaboratifs, des cages sont nécessaires pour assurer la sécurité des humains, bien qu'une cellule n'utilise qu'une barrière immatérielle. Quoi qu'il en soit, tous sont chargés de charger et de décharger les pièces, de les nettoyer dans les stations de lavage des cellules et, dans un cas, d'effectuer une inspection à 100 % sur une MMT intégrée.
Associated MetalCast ne coule ni ne forge de pièces. Douglas a fondé l'entreprise en 1998 et a choisi son nom en raison d'une étroite association avec des fonderies à travers le pays. Elle propose des processus d'usinage, de peinture, de traitement thermique, d'assemblage et d'autres processus à valeur ajoutée de précision pour une gamme d'industries, notamment l'agriculture, l'équipement lourd et les infrastructures. Et tandis que bon nombre de ses pièces finies commencent par des moulages ou des pièces forgées, Associated MetalCast et ses 96 employés usinent également une grande quantité de barres et de tôles, offrant à ses clients une solution de fabrication « à source unique ».
Lorsqu'on lui a demandé pourquoi il avait commencé à automatiser, la réponse de Douglas n'était pas surprenante. "Compte tenu de nos difficultés à trouver de la main-d'œuvre qualifiée ici en Alabama, l'automatisation continuera d'être une très grande partie de notre avenir. Non seulement cela augmente l'efficacité, le débit et la cohérence des pièces, mais cela permet également à nos employés de se consacrer à des tâches plus intéressantes que l'entretien des machines. Tout cela est très important dans le monde de l'usinage d'aujourd'hui. »
Il a noté un autre point important, qui est d'impliquer les membres de l'équipe lors du démarrage de tout projet d'automatisation. "Étonnamment, c'était assez difficile au début", a déclaré Douglas. "J'ai eu du mal à obtenir l'adhésion des ingénieurs et des responsables de la production car c'était quelque chose de nouveau pour eux et complètement hors de leur portée. Mais une fois qu'ils ont commencé à voir les résultats et réalisé que l'automatisation était le bon pas en avant pour l'entreprise, ils l'ont soutenu. Entre leur accompagnement et celui de notre intégrateur robotique, le déploiement a été très réussi."
Rompre avec la tradition
Duane Manth, directeur général de Manth Manufacturing Co., Tonawanda, N.Y., a une longue histoire avec les robots. Au cours des deux dernières décennies, il a investi dans diverses formes d'automatisation, y compris plusieurs tours CNC de type Wasino avec chargeurs à portique intégrés qu'il a utilisés pour certains des composants à volume élevé de l'atelier. Et bien que ces machines aient fait du bon travail pour lui, il voulait un robot plus flexible que ces portiques à deux et trois axes, et pouvant être utilisé dans une configuration cellulaire qui inclut des travailleurs humains.
"Tout au long de nos 40 ans d'histoire, nous avons toujours essayé de devenir plus compétitifs et, le cas échéant, l'automatisation a joué un rôle à cet égard", a déclaré Manth. "Ainsi, lorsque mon directeur de fabrication Mike Rex et moi avons commencé à parler d'augmenter le débit sur l'une de nos cellules de production manuelle, il se trouve que le vendeur d'Absolute Machine Tools s'était arrêté quelques jours plus tôt et avait déposé un dépliant pour l'OB7. . Quelqu'un l'a mis sur mon bureau, et j'ai continué à le lire et à regarder l'étiquette de prix et très vite je l'ai appelé et lui ai dit :"Dites-m'en plus à ce sujet."
L'OB7 est un robot collaboratif de Productive Robotics Inc., une spin-off basée à Carpinteria, en Californie, de ZBE Inc., qui construit des systèmes de caméras robotiques pour l'industrie cinématographique. Manth ne se souciait pas de savoir comment l'entreprise de 12 ans avait démarré - tout ce qui l'intéressait était de réduire les coûts de main-d'œuvre dans sa cellule d'usinage de trois personnes. Il a acheté deux OB7 et les a utilisés pour s'occuper des tours CNC de la cellule, laissant une personne derrière pour faire fonctionner la rectifieuse cylindrique et garder un œil sur les cobots.
La solution était si efficace que Rex a rapidement recherché d'autres applications OB7, les mettant finalement au travail avec des machines de rodage et de brochage. "Nous avons également un OB7 alimentant une rectifieuse cylindrique dans une autre cellule, ce qui a permis à l'un des opérateurs de travailler sur d'autres choses", a déclaré Manth. "Ils ont été un énorme succès."
Les efforts continus de son équipe et de lui pour une plus grande efficacité sont ce qui a conduit à l'acquisition de Manth Manufacturing à la fin de l'année dernière par son plus gros client, Dynabrade USA de Clarence, N.Y. "Nous croyons fermement que l'automatisation est l'avenir de la fabrication, c'est pourquoi nous continuerons à investir dans les capacités de Manth tout en travaillant sur notre propre offre d'automatisation », a déclaré le président de la société, Mike Buffamonti. "Dynabrade voit de nombreuses opportunités pour l'enlèvement de matière et le conditionnement de surface robotisés, c'est pourquoi elle a commencé à travailler avec divers fabricants de cobots pour fournir des solutions de preuve de concept à nos clients. Nous sommes très enthousiastes à l'idée de cette prochaine étape de notre évolution."
Définir des priorités
Rien de tout cela ne surprend Douglas Bingham, directeur principal de la technologie de fabrication à l'usine Honeywell International Inc. de Phoenix. Avec cinq divisions, plus de 100 000 employés dans le monde et 34 milliards de dollars de ventes l'an dernier, le fabricant basé à Charlotte, en Caroline du Nord, possède une vaste expérience de l'automatisation. Qu'il s'agisse de lignes de détection de fumée automatisées à Trieste, en Italie, ou de cellules de soudage robotisées à Mexicali, au Mexique, cette entreprise du Fortune 100 a déployé une technologie d'automatisation sur des centaines de sites de fabrication.
Ce qui manquait, selon Bingham, c'est une stratégie globale à l'échelle de l'entreprise. "Chaque site a pris sur lui au fil des ans d'automatiser tout ce qu'il a vu fournir un retour sur investissement raisonnable. Et bien que cela ait donné de bons résultats dans la plupart des cas, cela pourrait aussi être beaucoup plus efficace et rentable. C'est pourquoi nous avons formé l'équipe Automation Center of Excellence (COE) qui comprend un responsable de l'automatisation dédié à chaque entreprise.

Au lieu de réinventer la roue à chaque fois qu'une nouvelle usine est créée ou qu'un produit est lancé, Bingham et ses homologues s'efforceront de normaliser les solutions d'automatisation de l'entreprise. Il évaluera les opérations sur les sites clés, identifiera les technologies ou processus de fabrication qu'il convient d'automatiser, définira des références et développera des solutions modulaires, puis adaptera ces solutions aux domaines où elles apporteront le plus d'avantages.
À cette fin, Bingham a récemment pris la parole lors d'une réunion de près de 200 entreprises d'intégration. Il a décrit le projet et les priorités d'automatisation de son groupe (soudage, entretien des machines, ébavurage et inspection parmi eux) et a proposé l'énoncé de mission suivant :"Déployer des technologies d'automatisation intelligentes sur les processus clés de notre empreinte centrale pour créer des opérations prévisibles, résilientes et efficaces". ."
Il a ensuite suggéré que leur expertise externe serait nécessaire si Honeywell devait mener à bien cette mission, et les a invités à partager leurs idées éventuelles. "Nous savions qu'il était important de collaborer avec ces experts et d'autres dès le départ pour créer les bonnes solutions de la meilleure manière possible, puis de standardiser autour d'eux", a déclaré Bingham.
Cette standardisation est cruciale, a-t-il ajouté, tout comme les déclarations de travail détaillées et les simulations précises de toutes les solutions proposées. "Ce n'est pas quelque chose que nous demanderions toujours sur les projets d'automatisation précédents. Maintenant, c'est un must. Nous voulons voir comment la cellule fonctionnera avant de passer une commande pour celle-ci. Cela s'accompagne de l'obligation de n'utiliser que du matériel pré-approuvé - des marques spécifiques d'automates programmables et de robots, par exemple - et du développement de modules standardisés que nous pouvons ensuite copier et coller dans nos différentes installations. Cela aidera à éliminer le pot-pourri d'équipements que vous voyez actuellement dans certaines de nos usines, tout en rendant l'automatisation plus facile et plus rentable à déployer. Nous venons de lancer ce projet l'année dernière, mais je dois dire que nous voyons de nombreuses opportunités devant nous."
Système de contrôle d'automatisation
- La question de maintenance du contrat - Partie 2
- Le côté non technique de la fiabilité
- L'importance de la gestion du flux de travail de soudage robotisé
- Pourquoi devrions-nous être honnêtes avec les clients ?
- Ingénierie du flux de lumière
- Qu'est-ce que le travail d'un opérateur de machine ?
- Le bras robotique industriel - Un boom de la fabrication
- L'avenir du café :un café-bar robotisé
- Usinage robotisé :la prochaine dimension